

4 Литье по выплавляемым моделям
Сущность процесса заключается в заполнении расплавом неразъемной керамическом оболочковой формы, получаемой из жидких формовочных смесей по точной, также неразъемной разовой модели пластичных материалов (воск и др.). В производстве используют готовые легкоплавкие модельные составы ПС, (50 % парафина и 50 % стеарина), ПВ, КПЦ, РЗ и др.
Формовочными материалами для оболочковой формы служат суспензия и песок. Суспензия состоит из жидкого связующего (жидкое стекло и др.) и огнеупорного наполнителя (пылевидный кварц, корунд, магнезит и др.). Таким образом, получают прочные оболочковые формы. Кроме кварцевого песка применяют также плавленый кварц, шамот, корунд и др.
Модельная оснастка включает модели отливки и модели элементов литниковой системы, объединенные в блоки.
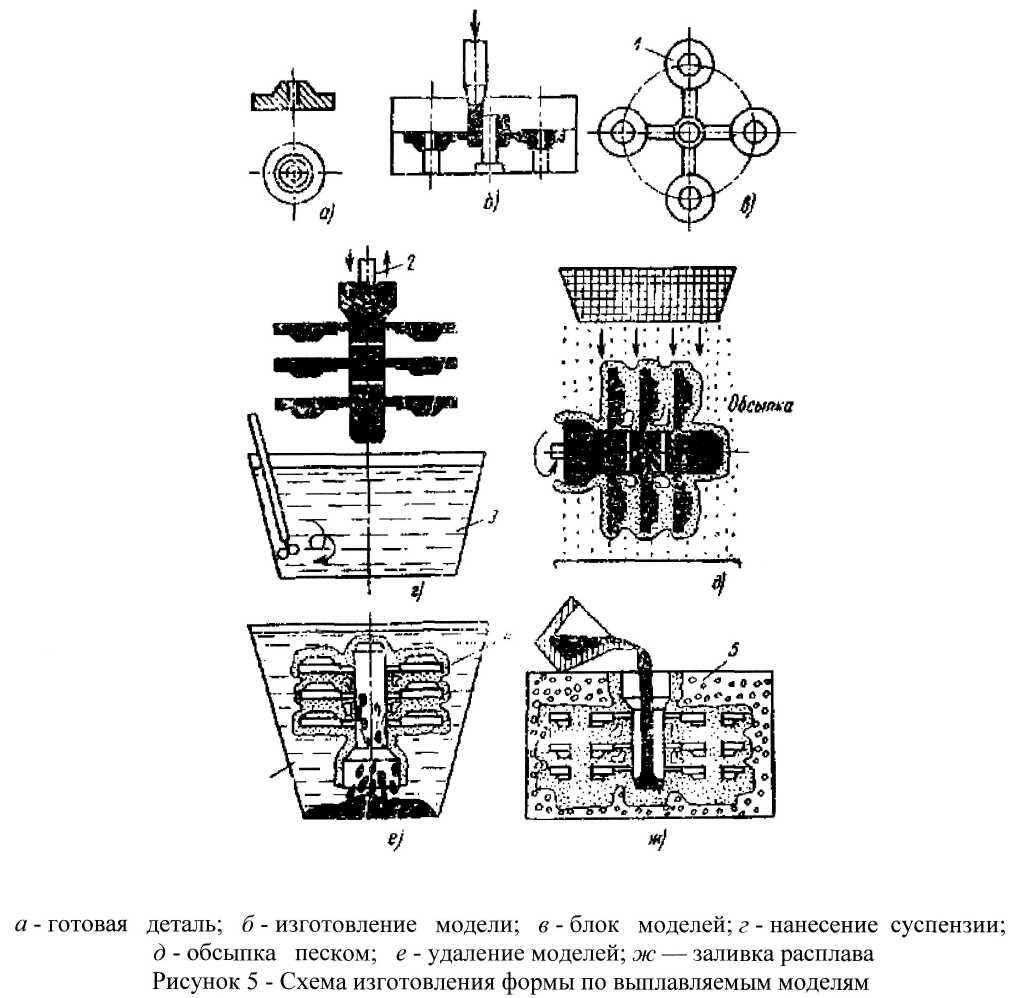
Последовательность изготовления оболочковых форм по выплавляемым моделям показана на рисунок 4. Модель детали типа тела вращения (рисунок 4, а) получают путем запрессовки модельного состава (рисунок 4, б) через отверстие в одногнездных пресс-формах из гипса, дерева, пластмасс, из сплавов на основе свинца, олова, цинка, алюминия (мелкосерийное); в многогнездных пресс-формах из стали и алюминиевых сплавов (серийное) и из стали (массовое производство). На рисунке 4, в представлен блок, состоящий из четырех моделей 1. В специальной пресс-форме отливают модель литниковой системы, к которой крепят модели отливки. Так образуется модельный блок 2 на который в основном методом окунания наносится несколько слоев (3...10) суспензии 3 (рисунок 4, г) с последующей обсыпкой каждого слоя суспензии сухим песком (рисунок 4, д). После сушки формы на воздухе или и ларах аммиака модель из оболочки удаляется (по рисунку 4, е она выплавляется горячей водой пли паром). Многослойную тонкостенную оболочковую форму 4 для упрочнения перед заливкой расплавом помещают в металлический контейнер и засыпают огнеупорным кварцевым песком пли боем использованных оболочковых форм 5. Затем контейнер устанавливают в печь для прокаливания формы при 800°С, а после извлечения из печи контейнера в оболочковую форму заливают расплав (рисунок 4, ж). После затвердевания и охлаждения отливок форму выбивают, отливки очищают от остатков керамической оболочковой формы и отрезают от них литники. В настоящее время литье по выплавляемым моделям является хорошо отработанным высокомеханизированным и автоматизированным процессом, широко применяемым в современном машиностроении. Этот вид литья позволяет получать сложные по конфигурации и тонкостенные (до 0,3мм) отливки массой от нескольких граммов до десятков килограммов практически из любых металлов и сплавов. В соответствии с ГОСТами точность отливок может достигать 9.. .10-го квалитетов, а шероховатость поверхности Ra=25.. .1,25 мкм. Высокая точность отливок обусловлена отсутствием разъемов в оболочковой форме.
Таким образом, литье по выплавляемым моделям относится к прогрессивным материало- и трудосберегающим технологическим процессам обработки металлов. Этот процесс экономически выгоден для любых типов производств; характеризуется уменьшенным расходом формовочных материалов, улучшенными условиями труда и меньшим воздействием литейного производства на окружающую среду.
Главными недостатками литья по выплавляемым моделям являются значительная трудоемкость и сложность процесса, а также определенные трудности изготовления крупных отливок.