

6 Классификация способов холодной штамповки
Холодная штамповка – это процесс формообразования поковок или готовых изделий в штампах при комнатной температуре. Удаление окалины, загрязнении, дефектов, нанесение покрытий-смазок – это необходимые операции подготовки заготовок к холодной деформации.
Назначению промежуточных отжигов для снятия упрочнения играет большую роль для восстановления пластических свойств материалов, как правило, при многопереходной холодной штамповке.
Качество изделий, получаемых этим способом, значительно выше, чем у деталей после механической обработки. Более того, холодная штамповка за счет разных степеней деформации на отдельных участках «управляет» распределением механических свойств в поковке (детали). Появляется в связи с этим возможность замены легированных сталей на углеродистые.
Различают по характеру деформирования и конструкции штампов холодную объемную (сортового металла) и холодную листовую (листового металла) штамповку.
Штампованные при нормальной температуре детали характеризуются отсутствием пористости металла, ориентированными волокнами и вследствие этого высокой усталостной прочностью. Это может привести к уменьшению размеров деталей и снижению их металлоемкости.
Холодная листовая штамповка является прогрессивным высокопроизводительным процессом. Толщина листовой заготовки при этом виде обработки не более 6... 10 мм, большие толщины штампуются обычно в горячем состоянии. Листовой штамповкой изготавливают точные детали сложной формы с топкими стенками.
Основными разновидностями холодной объемной штамповки являются холодное выдавливание, холодная высадка и холодная объемная формовка.
Между холодным выдавливанием и прессованием металлов много общего. Выдавливание представляет собой формообразование сплошного или полого изделия за счет пластического течения металла из полости штампа через отверстия.
7 Контрольные вопросы
Какие способы обработки металла давлением вы знаете?
Что такое пластичность металла и его сопротивление деформации?
Объясните сущность процесса прокатки.
Что такое сортовой прокат?
Какова сущность процесса горячей объемной штамповки?
Назовите классификацию способов холодной штамповки.
Практическая работа № 5
Обработка металлов резанием
Цель работы: знать различные способы обработки металлов резанием и условия их применения
1 Способы обработки металлов резанием и классификация движений в металлорежущих станках
При обработке резанием на металлорежущих станках за счет срезания инструментом слоя металла с заготовки добиваются заданной чертежом геометрической формы; точности размеров; точности взаиморасположения и шероховатости поверхностей детали. На заготовке (рисунок 1а,) различают обработанную (Ш) и обрабатываемую (I) поверхности, а также поверхность резания (II).
Способы обработки резанием следующие: точение, сверление, фрезерование, протягивание, шлифование и другие, менее распространенные.
Механическая обработка металлов резанием сопровождается значительными отходами металла в с т р у ж ку.
Механизмы металлорежущих станков задают рабочие, установочные и вспомогательные движения. Первая группа движений обеспечивает срезание слоя металла или вызывает изменение состояния обработанной поверхности заготовки. К ним относятся: главное движение резания D,, (рисунок \,б) — прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью v в процессе резания; движение подачи Ds — прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого vs меньше скорости главного движения резания,
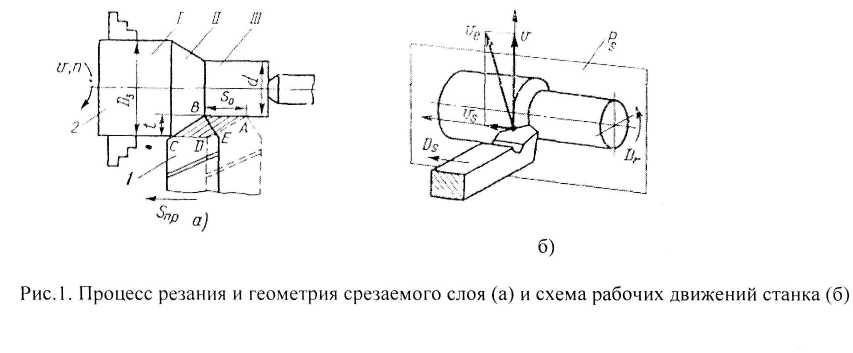
предназначенное для того, чтобы распространять отделение слоя материала на всю обрабатываемую поверхность; касательное движение DK — прямолинейное поступательное пли вращательное движение режущего инструмента, скорость которого vK меньше скорости главного движения резания и направлена по касательной к режущей кромке, предназначенное для того, чтобы сменять контактирующие с заготовкой участки режущей кромки; результирующее движение резания De — суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение.
Для обеспечения взаимного расположения инструмента и заготовки для срезания с нее слоя металла используются установочные движения. Вспомогательные движения необходимы, например, для транспортирования и закрепления заготовки.