

14 Ковка и штамповка
14.1 Сущность процесса ковки
Пластическое деформирование при ковке осуществляется на отдельных участках разогретой заготовки. Металл свободно течет в направлениях, не ограничиваемых поверхностями инструмента.
Деформация металла при свободной ковке характеризуется коэффициентом уковки, определяемым отношением большей площади поперечного сечения к меньшей. Уковка заготовок должна быть для стальных слитков не менее 3...5, а для прокатанных заготовок – 1,1...1,5.
Ковку разделяют на ручную, применяемую для изготовления мелких поковок, и наиболее распространенную машинную – для поковок различных типоразмеров.
Поковки используются в качестве заготовок для дальнейшей механической обработки с целью получения готовых деталей машин.
Существует большое число операций ковки.
Осадка (рисунок 9, а) осуществляется с полным перекрытием инструментом (бойками 1, 2) всей заготовки 3. Осадка – основная операция при получении поковок дисков, зубчатых колёс и т. п.
Высадку (рисунок 9,6) используют для получения поковки 4 с утолщением на конце или в середине. В последнем случае ограничивают деформацию заготовки на некоторой ее части подкладкой кольцевых плит 3, закрепляемых на бойках 1, 2. Таким образом создаются поковки болтов, деталей с буртами, фланцами и т. п.
Прошивка (рис. 14.1, в) предназначена для оформления полостей в поковке 4, установленной на бойке 2, прошивнем 3, закрепленным на бойке 1. Прошивка часто используется для удаления некачественной сердцевины слитка.
Гибка (рис. ХАЛ,г) заготовки 1 совершается на подкладных опорах 2. Гибкой изготовляются угольники, скобы, крюки.
Протяжкой (рисунок 9, д) добиваются увеличения длины заготовки за счет уменьшения ее поперечного сечения. Протяжка – наиболее распространенная операция свободной ковки; совершается она последовательными ударами или нажатиями на отдельные смежные участки заготовки. Ковку с круга на круг производят в вырезных бойках 2 (рисунок 9,е). Протяжка круглых заготовок в вырезных бойках способствует повышенной пластичности металла вследствие приближения к схеме напряженного состояния всестороннего сжатия. Протяжкой получают поковки с удлиненной осью, из которых будут изготовлены валы, рычаги, шатуны, тяги и т. п.
Разгонка (рисунок 9, ж) направлена на увеличение ширинычасти заготовки за счет уменьшения ее толщины.
При протяжке на оправке (рисунок 9, з) прошитая заготовка увеличивается по длине и уменьшается в диаметре. Обжатие происходит между бойками 1, 2 и оправкой 3. Эта операции применяется при изготовлении поковок котельных барабанов, роторов турбин и др.
Увеличение наружного и внутреннего диаметров заготовки при уменьшении толщины ее стенок получают раскаткой на оправке (рисунок 9, и). Заранее прошитая заготовка 3 подвергается протяжке между длинным бойком 1 и цилиндрической оправкой 2. Метод используется в производстве поковок колец, бандажей, барабанов и т. п.
Рубка (рисунок 9, к) – это операция отделения одной части заготовки от другой. Рубка заготовки 3 проводится топором 1, после чего заготовка на бойке 2 кантуется на 180° и разделяется окончательно.
Для поворота части заготовки вокруг продольной оси существует операция скручивания (рис. 14.1, л). Одна часть заготовки 4 зажимается в бойках 1 и 2, другая – поворачивается при помощи ключей 3, воротков и других приспособлений. Скручивание применяют для разворота колен коленчатых валов, при изготовлении сверл и т. п.
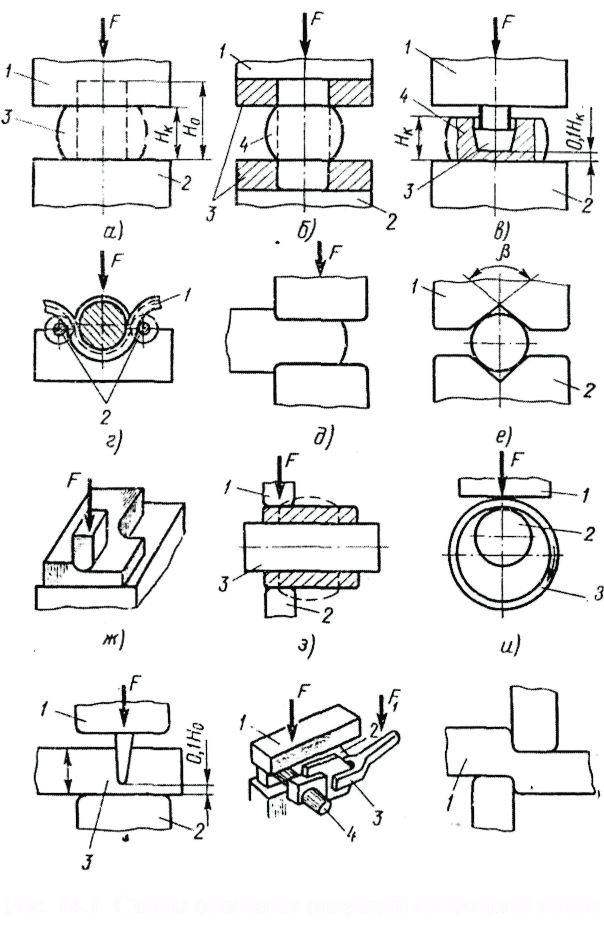
Рисунок 9. Схемы основных операций свободной ковки
Операция передачи металла (рисунок 9,м) состоит в смещении одной части заготовки относительно другой. Передача применяется для изготовления коленчатых валов и других изделий.