

Способ литья в одноразовые формы.
1. Литьё в песчано-глинистые формы или литьё в землю:
- Первым этапом изготовления отливок этим способом рассматривается чертёж детали (подробно) (степень шероховатости, оси отклонения и т.д.)
- 2-ой этап - По чертежу детали разрабатывается чертёж литейной формы. Здесь указываются размеры модели и формы, положение модели в форме при заливке, плоскость разъема.
- 3-ой этап - По чертежу детали изготавливается модель будущей отливки. Модели могут быть изготовлены из:
- металла (для крупносерийного и серийного производства);
- из дерева для мелкосерийного или единичного производства.
Изготовление формы
В случае применения разъёмной модели чаще изготовление формы состоит из следующих этапов:
Половина модели отливки устанавливается на формовочную плиту, плоскостью разъёма вниз.
Сверху устанавливается опока или формовочный ящик.
Поверхность модели посыпается графитом для предотвращения прилипания формовочной смеси к модели к плите.
В опоку насыпается формовочная смесь, уплотняется специальными трамбовками. Уплотнение производится слоями.
После завершения формовки с поверхности опоки удаляется излишек смеси с помощью линейки.
После этого опока переворачивается на 180 градусов половина модели извлекается из полученной полуформы. Таким образом изготавливается нижняя полуформа. Аналогично изготавливается верхняя полуформа, только перед началом формовки вместе с моделью отливки сюда устанавливается модель литниковой системы. Литниковая система предназначена для подачи расплавленного металла в полость формы.
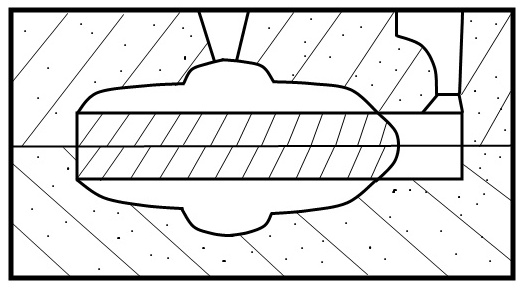
Рис. 1 Рис. 2
После изготовления верхней и нижней полуформы, из них извлекают модели деталей и литниковой системы, затем производят сборку формы. В процессе сборки в форму устанавливается стержень для оформления внутренней полости. Собранные полуформы скрепляются механическим путём для предотвращения сдвига при заливки формы металлом. На рис.2 представлена литейная форма в сборе, где
Выпар – предназначен для отвода газа из расплавленного метал при кристаллизации и контроле за заполняемостью формы.
Литниковая (заливочная) – предназначена для приёма струи металла из ковша и подачи его в вертикальный стояк.
Вертикальный стояк – представляет собой сужающийся к низу канал для подачи расплавленного металла к шлакоуловителю и питателям.
Шлакоуловитель – это канал предназначенный для удаления неметаллических включений из расплавленного металла. Неметаллические шлаковые включения ввиду меньшей плотности, чем заливаемый металл, всплывают на поверхность в шлакоуловителе, а основной металл опускается вниз и попадает в питатели.
Питатели – система каналов для непосредственного подвода металла к форме.
Стержень
Полость формы для заливки металла
Формовочная смесь
Опока
Преимущество литья в землю:
Возможность изготовления крупно габаритных отливок и отливок большой массы.
Простота процесса
Дешевизна процесса
Недостатки:
Процесс довольно трудоёмкий
Самый неточный из всех способов литья (формы и размеров)
Для получения годных отливок назначаются большие припуски на механическую обработку.
Дополнительный расход металла
Трудоёмкость обработки заготовки повышается
Стоимость растёт
Низкое качество поверхности в виду контакта расплавленного металла с песком или землёй.
Вероятность образования песчаных раковин при заливке формы расплавленным металлом.
Форма для каждой детали используется только один раз.
Изготовление относительно простых деталей.
Изготовление крупногабаритных деталей.