

Примечание. Меньшие значения общего припуска соответствуют черновой обработке, максимальные – тонкой обработке.
Практическая часть
Пример обозначения получения отливки 8-5-4-7 см 0,8 ГОСТ 26645-85:
Где 8 – класс размерной точности;
5 – степень коробления;
4 – степень точности поверхности;
7 – класс точности массы;
См 0,8 - допуск на смещение.
Исходные данные:
|
Материал 35Л. Литьё в песчано-глинистые формы. Модель методическая |
Свойства сплава :
Механические:
бт = 350 МПа;
бВ = 550 МПа;
= 10%;
= 20%
Литейные свойства:
Усадка Е 2%
Физические
7,6 г/см2;
tпл = 14200C
Технологические
- хорошо сваривается,
- в отожженном состоянии хорошо обрабатывается резанием,
- температура заливки в форму – 15000С.
3. Определение точности отливки:
3.1. Определение класса размерной точности и степени точности поверхности производится по максимальному размеру по табл.8.
![]()
где: (9т – 13) - класс размерной точности; выбираем -
12 – 19) – степень точности поверхности; выбираем -
3.2. Определение степени коробления определяется по отношению наименьшего размера к наибольшему размеру по табл. 11 Выбираем –
3.3 Класс точности массы –
3.4. Допуск смещения – см. 0.8.
Получаем точность отливки : ГОСТ 26645-85
4. Определение положения отливки в форме и назначения плоскости разъёма формы.
Для правильного выбора положения отливки в литейной форме необходимо соблюдать следующие условия:
4.1. Наиболее предпочтительно положение, при котором достигается последовательное затвердевание всех частей заготовки в направлении расположения прибылей.
4.2.Основные обрабатываемые стенки отливок располагать снизу при заливке формы; если это невозможно, то вертикально или наклонно. Когда основные обрабатываемые поверхности приходиться располагать сверху, то припуск на механическую обработку образующегося усиленного деффективного условия увеличить и предусмотреть профилактические меры.
4.3.Наиболее предпочтительно при заливке формы вертикальное расположение развитых мягких поверхностей отливки, не подвергаемых механической обработке.
4.4.Тонкостенные части крупногабаритных отливок лучше всего располагать в нижних горизонтах заливаемой формы по возможности вертикально или наклонно.
4.5.Выбраное расположение должно обеспечить надёжное удержание стержней в форме в процессе заливки, их прочность, возможность применения каркасов.
5. Условия правильного выбора поверхности разъёма:
Правильное назначение поверхностей разъёма определит выбор параметров, факторов технологического процесса, устранит появление литейных пороков, уменьшит величину пропусков, формовочных уклонов, непроизводительные затраты на усложнение форм.
. желательным является вариант, позволяющий уменьшить число применяемых стержней;
нежелательно пересечение поверхностью разъёма формы тех частей, взаимное расположение, которое строго контролируется при приёмке;
5.3. желательным является вариант, допускающий установку стержней только в нижнюю полуформу;
5.4. при формовке в парных опорах желательно поверхность разъёма
располагать на равном расстоянии от верхнего и нижнего уровня полуформ;
5.5.наиболее предпочтительной является плоская поверхность разъёма формы.
5.6. Плоскость разъёма формы вычерчивают на всех проекциях синей жирной линией или отрезком прямой осевой линии с указанием вида разъёма: МФ – модели и форма, Ф - форма при неразъёмной модели, при нескольких разъёмах каждый из них изображается отдельно. Ломаную плоскость разъёма модели и формы вычерчивают соответственно отрезком осевой линии.
5.7. Направление разъёма указывают в виде сплошной линии, перпендикулярной линии разъёма, ограниченной стрелкой с указанием положения отливки в форме - В (верх отливки), Н (низ отливки).
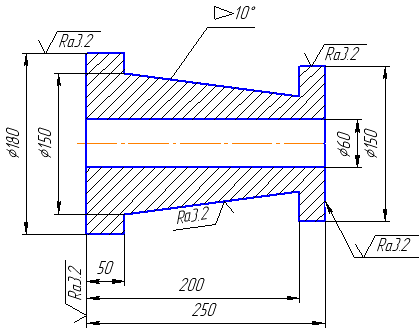
6. Расчет размеров отливки:
Т = Тр + Ткор + Тсм
где
Тр – допуск на минимальный размер отливки (прилож.1);
Ткор – допуск на коробление элементов отливки (прилож.2);
Тсм – допуск на смещение литейных форм;
Z – общий припуск на обработку (прилож.3).
Размеры детали |
Допуск |
Т |
Z |
Размеры отливки |
||
Тр |
Ткор |
Тсм |
||||
50 |
|
|
|
|
|
|
Ø60 |
|
|
|
|
|
|
Ø150 |
|
|
|
|
|
|
Ø180 |
|
|
|
|
|
|
200 |
|
|
|
|
|
|
250 |
|
|
|
|
|
|
7. Выборы стержней.
Стержни используются для получения в отливах внутренних отверстий и полостей. На чертежах обозначаются штриховкой по контуру.
Назначение формовочных уклонов и галтелей.
Формовочные уклоны назначаются на поверхности, перпендикулярной к плоскости разъёма для более лёгкого извлечения отливки из формы.
Галтели - округления, предназначенные для более лёгкого извлечения отливки из форм и предотвращения образования трещин.
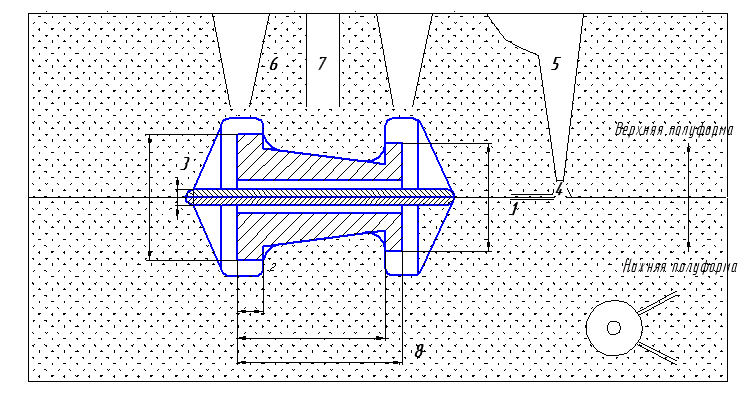
1 Питатели
2 Галтели
3 Стержень
4 Шлакоуловитель
5 Стояк с литниковой чашей
6 Выпоры
7 Спицы
8 Песчано-глинистая смесь
9. Линия разъема
10. Опока