

1. 3. Определение жесткости и податливости заготовки
Во многих случаях жесткостью заготовки пренебречь нельзя. Величину жесткости заготовки можно определить по зависимостям, известным из курса «Сопротивление материалов».
Величина деформации «у» консольно закрепленной заготовки в направлении действия силы
![]() (14)
(14)
где - длина консоли;
![]() -
текущее значение длины, отсчитываемое
от незакрепленного торца;
-
текущее значение длины, отсчитываемое
от незакрепленного торца;
- модуль упругости материала (н/мм2);
![]() -
момент инерции сечения
(мм4).
-
момент инерции сечения
(мм4).
Жёсткость заготовки по длине
![]() (15)
(15)
податливость
![]() (16)
(16)
Имея данные по величинам жесткости технологической системы, можно решать многие задачи такие как: 1.Опрелеление погрешности выполняемого размера при обработке партии заготовок. 2. Определение формы обрабатываемой поверхности индивидуальных заготовок. 3. Определение степени копирования исходной погрешности заготовок и т.п.
2. Цель выполнения работы
Определение жесткости технологической системы токарного станка производственным методом; расчетное и экспериментальное определение влияния жесткости технологической системы на точность обработки детали.
3. Оснащение эксперимента.
1. Токарно-винторезный станок с 3-х кулачковым патроном
2. Заготовки: №1 -
![]()
![]()
№2 -
![]()
Материал заготовки: сталь 45
3. Резец проходной с параметрами:
![]() ,
,
![]() ,
,
![]()
4. Микрометр, штангенциркуль.
4. Содержание работы.
Закрепить в патроне заготовку №1 -
Обточить две ступени длиной
 ,
,
 при разности диаметров
при разности диаметров

Измерить действительные значения диаметров заготовки
 ,
,
 и вычислить погрешность
и вычислить погрешность
 .
Результаты занести в таблицу №1
.
Результаты занести в таблицу №1Настроить станок на глубину резания
 ,
подачу
,
подачу
 .
Проточить заготовку за один проход на
всю длину.
.
Проточить заготовку за один проход на
всю длину.После охлаждения детали замерить микрометром диаметры , . Вычислить погрешность детали и уточнение . Результаты занести в таблицу №1
Определить по формуле (13) жёсткость
 узлов токарного станка. При вычислениях
для «Сталь 45» принять:
узлов токарного станка. При вычислениях
для «Сталь 45» принять:
![]() ;
;
![]() ;
;
![]() ;
;
![]()
Вычислить податливость
узлов станка
![]()
Таблица 1
№ |
|
|
|
|
|
|
|
|
|
|
|
мм |
мм |
мм |
мм |
мм |
мм |
мм |
- |
мм |
мм |
Экспериментальное определение погрешности формы обрабатываемой поверхности индивидуальной заготовки
7. 1. Закрепить в патроне
цилиндрическую заготовку №2 с
.
Измерить длину консоли
,
диаметр
![]() ,
результаты занести в таблицу 2
,
результаты занести в таблицу 2
7. 2. Настроить станок на
глубину резания
![]() ,
подачу
.
Проточить заготовку за один проход.
,
подачу
.
Проточить заготовку за один проход.
7. 3. Микрометром замерить
не менее чем в пяти фиксированных
сечениях по длине действительный размер
![]() обрабатываемой заготовки. Построить
график изменения действительного
радиуса сечения по длине
обрабатываемой заготовки. Построить
график изменения действительного
радиуса сечения по длине
![]() (рис. 2)
(рис. 2)
7. 4. Рассчитать по формуле
17 величину
![]() не менее чем для пяти сечений по длине.
При вычислениях принять:
не менее чем для пяти сечений по длине.
При вычислениях принять:
;
![]() ;
;![]() ;
;
;
;
;
;
![]() .
.
Значения
и
![]() принять из данных по настройке и замерам
принять из данных по настройке и замерам
7. 5. Построить график
зависимости величин упругих отжатий
![]() по
длине (см. рис.2)
по
длине (см. рис.2)
Таблица 2
№ |
|
|
|
|
|
|
мм |
||||
|
|
|
|
|
|
7. 6. Определить из данных таблицы 2
опытные значения погрешности формы
![]() .
Сделать вывод и дать предложения по
обеспечению наименьшей погрешности
формы детали.
.
Сделать вывод и дать предложения по
обеспечению наименьшей погрешности
формы детали.
7. 7. Обточить заготовку за один проход
с меньшей глубиной резания
![]() .
Повторить пункты 7.3, 7.4., 7.5., 7.6.
.
Повторить пункты 7.3, 7.4., 7.5., 7.6.
5. Контрольные вопросы.
Понятие жесткости, технологической системы
Изменение величины деформации элементов технологической системы по длине заготовки
Влияние жесткости технологической системы на погрешность обработки
Факторы, обуславливающие появление случайной погрешности обработки
Статический и производственный методы определения жесткости токарного станка
Методика определения жесткости производственным методом
6. Рекомендуемая литература.
Основа технологии машиностроения /Под ред. В. С. Корсакова Изд. 3-е, доп. и перераб: Учебник для вузов – М.:Машиностроенив,1977
Маталин А. А. Технология машиностроения; Учебник для машиностроительных вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты» - Л.: Машиностроение, Ленинградское отделение,1989. - 496с.ил.
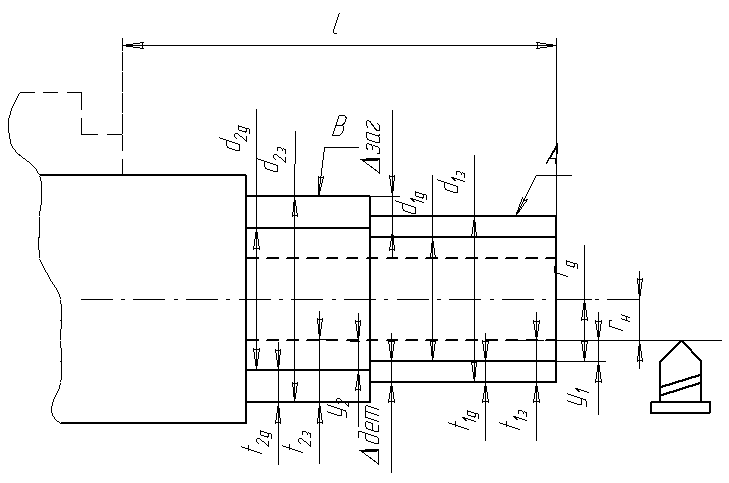
Рис.2 Схема обработки ступенчатой детали
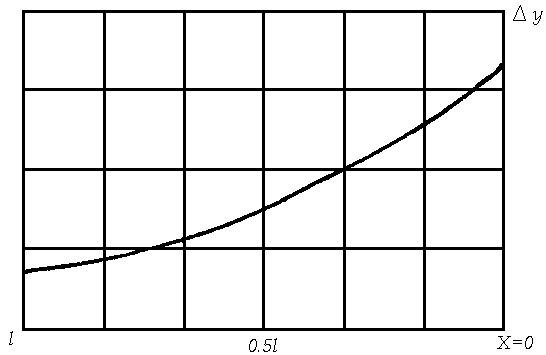
Рис. 3. Изменение действительных размеров заготовки