

Лабораторная работа №7 Определение погрешности базирования при фрезеровании
1. Теоретические положения
1.1. Погрешность установки
Одной из причин, вызывающих появление погрешностей размера деталей, отклонений формы и расположений поверхностей является погрешность её установки на станке.
При обработке партии деталей способом автоматического получения размера на станок предварительно устанавливают инструмент и приспособление в такое положение, при котором обеспечивается получение заданного размера для партии заготовок. Установка заготовки в общем случае складывается из процесса базирования и закрепления. Базирование – это придание заготовке определённого положения относительно элементов, координат станка. Закрепление производится для обеспечения неизменности положения заготовки, достаточного при базировании.
Погрешность установки![]() при обработке партии заготовок оценивается
диапазоном рассеяния размеров деталей
после обработки и складывается из трёх
составляющих:
при обработке партии заготовок оценивается
диапазоном рассеяния размеров деталей
после обработки и складывается из трёх
составляющих:
![]() - погрешность базирования;
- погрешность базирования;
![]() - погрешность закрепления;
- погрешность закрепления;
![]() - погрешность приспособления. Поскольку
все составляющие являются случайными
величинами, то
- погрешность приспособления. Поскольку
все составляющие являются случайными
величинами, то
![]() .
.
1.2. Погрешность базирования
Погрешность базирования – определяется как отклонение в положении заготовки, возникающее при базировании и представляет собой рассеяние размеров от измерительной базы до установленной на размер режущей кромки инструмента. Погрешность базирования возникает лишь в том случае, если измерительная и технологическая база заготовки не совмещены. Измерительными называют базы, от которых производят измерение выполняемых размеров. Технологическими называют базы, используемые для определения положения заготовки в процессе изготовления. При использовании приспособлений за технологические базы принимают реальные поверхности, контактирующие с установочными поверхностями приспособлений.
Так, при получении размера L
партии деталей (рис. 1) погрешность
базирования равна нулю, поскольку
измерительная и технологическая базы
А (поверхность А) совмещены. При получении
размера К и использовании при этом в
качестве измерительной базы поверхности
В, несовпадающей с технологической
базой, возникает погрешность базирования
,
равная допуску
![]() на размер
на размер
![]() заготовки.
заготовки.

Рис. 1. Возникновение погрешностей базирования
1.3. Погрешность базирования при установке детали в призме
Цилиндрическую деталь при фрезеровании,
сверлении часто устанавливают своими
наружными поверхностями на опорные
призмы, изготавливаемые с углами:
![]() (рис.
2). При такой установке ось симметрии
цилиндрической детали (в случае отсутствия
отклонения от круглости) будет находиться
в плоскости симметрии призмы.
(рис.
2). При такой установке ось симметрии
цилиндрической детали (в случае отсутствия
отклонения от круглости) будет находиться
в плоскости симметрии призмы.
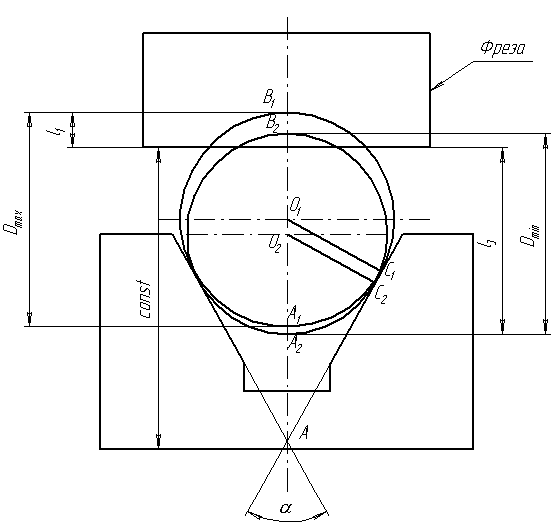
Рис. 2. Схема базирования цилиндрической детали в призму
При фрезеровании плоскости по размеру
![]() на
цилиндрических заготовках измерительная
база (образующие
на
цилиндрических заготовках измерительная
база (образующие
![]() и
и
![]() )
не совмещена с технологической (образующие
)
не совмещена с технологической (образующие
![]() ,
,
![]() см. рис. 2). В этом случае погрешность
базирования
определяется разностью предельных
размеров от измерительной базы до
установленного на размер инструмента
(точка
см. рис. 2). В этом случае погрешность
базирования
определяется разностью предельных
размеров от измерительной базы до
установленного на размер инструмента
(точка
![]() ):
):
![]() (1)
(1)
Погрешность базирования связана с
предельными размерами
![]() ,
,
![]() и углом
и углом
![]() призмы:
призмы:
 (2)
(2)
![]() (3)
(3)
Следовательно,
![]() ,
(4)
,
(4)
где![]() - допуск размера заготовки.
- допуск размера заготовки.
При обработке по размеру
![]() ,
аналогично предыдущему, несовмещены
измерительные базы (образующие
,
аналогично предыдущему, несовмещены
измерительные базы (образующие
![]() )
с технологическими (образующие
)
с технологическими (образующие
![]() ),
и величина погрешности базирования
),
и величина погрешности базирования
![]() .
.
Погрешность базирования связана с геометрическими параметрами соотношением:
![]() (5)
(5)
Погрешность базирования для размера
![]() от оси детали по обрабатываемой
поверхности:
от оси детали по обрабатываемой
поверхности:
![]() (6)
(6)
Из полученных соотношений 4, 5, 6 видно,
что для размеров
![]() погрешность базирования можно уменьшить,
увеличивая угол
призмы. При предельном значении
погрешность базирования можно уменьшить,
увеличивая угол
призмы. При предельном значении
![]()
![]() ,
,
![]() .
.
Погрешность базирования можно также
снизить изменяя схему установки заготовки
по рис. 3. Для этого случая базирования
![]() (поскольку
расстояние от оси симметрии призм и,
соответственно, от оси детали до
инструмента остаётся неизменным):
(поскольку
расстояние от оси симметрии призм и,
соответственно, от оси детали до
инструмента остаётся неизменным):
![]()
Такое расположение призм используется в самоцентрирующем приспособлении (см. рис. 3), применяемом при фрезеровании плоскостей, канавок, уступов.
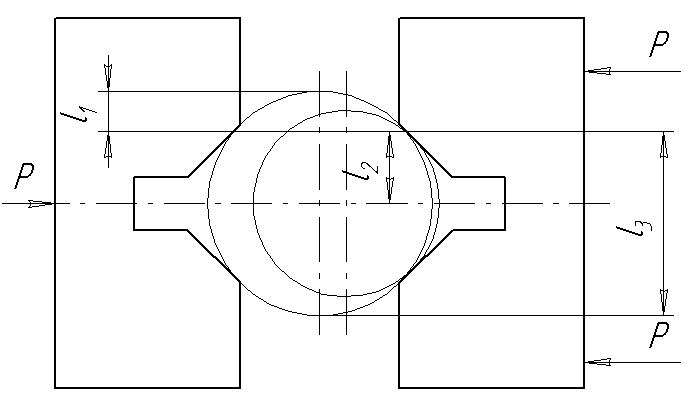
Рис. 3. Установка детали в самоцентрирующем
приспособлении
На погрешности базирования оказывает
влияние погрешность формы поверхности.
Так, при овальности цилиндрической
заготовки (рис. 4) возникает смещение
расположения оси заготовки (при её
различных угловых положениях) относительно
плоскости симметрии призмы и, следовательно,
появляется погрешность выполняемого
размера
![]() .
.

Рис. 4. Влияние отклонения формы на положение
заготовки
Наличие неровностей установочной поверхности детали, носящих характер волнистости (рис. 5) также приводит к появлению погрешности базирования размера , поскольку измерительная база не совмещена с реальной установочной базой из-за отклонения профиля последней. В большинстве случаев эта погрешность мала, и ею можно пренебречь.
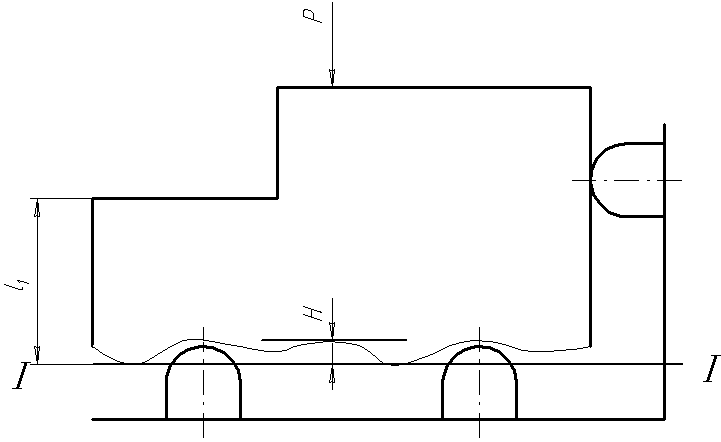
Рис. 5. Влияние волнистости на погрешность базирования