

2.2.3 Компенсационный метод расчета прибылей
Один из путей снижения себестоимости средних и крупных отливок, изготовляемых методом литья по выплавляемым моделям, - увеличение выхода годного, в частности, за счет минимизации объема прибылей.
Из числа известных методов расчета прибылей отливок, производимых методом ЛВМ, это обстоятельство учитывается только в компенсационном методе.
Если рассматривать наиболее часто встречаемую в ЛВМ (для средних и крупных отливок) схему питания отливок (отливка → прибыль → литниковый ход → стояк → литниковая воронка), то, в соответствии с компенсационным методом, минимально-допустимый объем прибыли можно рассчитать по формуле:
Vп
min
= ![]() , (9)
, (9)
А = 1/(1-3·β), (10)
![]() , (11)
, (11)
![]() , (12)
, (12)
где V0 – объем отливки, питаемый от данной прибыли, см3;
β – коэффициент объемной усадки сплава отливки при затвердевании;
![]() ,
,
![]() ,
,
![]() - модуль охлаждения литникового хода,
отливки и ее термического узла,
соответственно, см.
- модуль охлаждения литникового хода,
отливки и ее термического узла,
соответственно, см.
Вычислив минимально допустимый объем прибыли по формулe (9), размеры прибыли можно рассчитать по формулам, приведенным ниже:
для прибыли в виде обратного усеченного конуса рисунок 11):
α = 5º…10º,
Dн = (1,15…1,25) · Dш, (13)
r1 = (0,1…0,2) · Dш, (14)
Dв
= ![]() ,
(15)
,
(15)
h
= ![]() ;
(16)
;
(16)
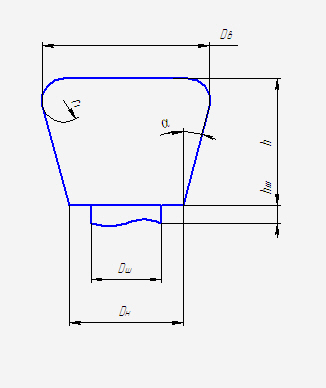
Рисунок 11 – Схема прибыли в виде обратного усеченного конуса
для прибыли в виде полусферического обратного усеченного конуса (рисунок 12):
α = 5º…10º,
Dн = (1,15…1,25) · Dш, (17)
r1 = (0,1…0,2) · Dш, (18)
Dв
=0,5· ![]() , (19)
, (19)
h = ; (20)
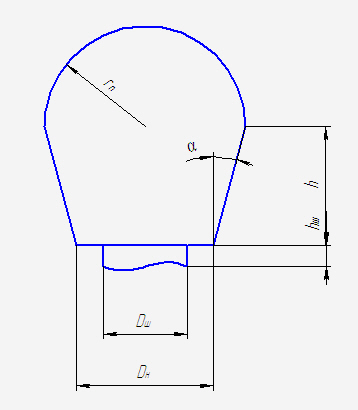
Рисунок 12 – Схема прибыли в виде полусферического обратного усеченного конуса
для полусферической цилиндрической прибыли (рисунок 13):
Dв
= ![]() ,
(17)
,
(17)
h = rп. (18)

Рисунок 13 – Схема полусферической цилиндрической прибыли
При конструировании ЛПС исходят не только из соображений о необходимости обеспечения ЛПС требуемых условий заполнения формы расплавом, достаточного питания затвердевающей отливки расплавом и удобства отделения элементов ЛПС от отливки, но и с учетом технологичности монтажа модельного блока, его прочности и так далее. При этом, в частности, во избежание повреждения отливки в процессе ее обрубки в конструкции прибыли выполняют специальный технологический элемент – шейку, высоту которой hш принимают равной 5…12 мм. [3]
3 ВЫБОР МОДЕЛЬНЫХ СОСТАВОВ
3.1 Требования, предъявляемые к модельным составам
Для получения моделей отливок и литниково-питающих систем используют различные модельные составы, свойства которых должны обеспечивать высокое качество моделей и, следовательно, отливок.
При выборе модельного состава руководствуются следующими требованиями:
- модельный состав должен быть механически однородным;
- модельный состав должен обладать хорошей жидкотекучестью в расплавленном состоянии для облегчения изготовления моделей и выплавления их из форм;
- усадка состава при охлаждении, так же как и расширение его при нагревании должны быть минимальными и стабильными (температура размягчения должна быть выше 40 ℃);
- модельный состав должен точно воспроизводить конфигурацию рабочей полости пресс-формы и ее поверхность, не взаимодействовать с материалом пресс-формы и суспензий, хорошо смачиваться суспензией. Модель должна иметь чистую глянцевую поверхность;
- после затвердевания в пресс-форме модельный состав должен обладать твердостью и прочностью, чтобы модели не деформировались на всех технологических операциях;
- обладать свойствами, обеспечивающими возможность применения наиболее простых и экономических режимов изготовления и эксплуатации моделей, то есть иметь температуру плавления 50…90С˚, высокие теплопроводность и жидкотекучесть, как в расплавленном так и пастообразном состоянии, минимальное время затвердевания в пресс-форме, не должны прилипать к её поверхности, хорошо спаиваться при сборке моделей в блоки;
- модельный состав должен хорошо смачиваться суспензией;
- зольность состава должна быть минимальной (менее 0,02 %);
- составы должны быть безвредными, а компоненты, из которых они состоят - дешевыми недефицитными.
3.2 Исходные материалы для модельных составов
Наиболее распространенными исходными материалами для модельных составов являются следующие:
парафин – белая масса с кристаллической структурой, придающая моделям пластичность, устойчивость к образованию трещин. Наиболее дешевый и недефицитный материал. Хорошо сплавляется со стеарином при 600…700 ℃ и с буроугольным воском при 100…110 ℃. Основной недостаток – невысокая прочность;
стеарин – смесь жирных кислот, аморфная бело-желтая масса, повышающая теплостойкость и прочность модели. Взаимодействует с этилсиликатом. В 8 раз дороже парафина. Главный недостаток – омыливается;
буроугольный воск – смесь воска, смолы, асфальтоподобных веществ (продукт переработки битумного бурого угля), однородная масса темно-бурого цвета. Является заменителем стеарина. Модели, изготовленные из модельных составов на основе буроугольного воска, имеют блестящую поверхность. Обладает высокой прочностью и твердостью. Недостатки: хрупкость, высокая коксуемость в процессе вытопки модельной массы при недостатке кислорода, необходимо продумать прокалку;
церезин – смесь твердых высокомолекулярных углеводородов, аморфная светло-желтая масса. Материал недефицитный. Обладает большей пластичностью и теплостойкостью по сравнению с парафином и стеарином. Недостатки: значительная линейная усадка, малая прочность и твердость;
этилцеллюлоза – разновидность простых эфиров целлюлозы, порошок белого или желтого цвета. Применяется в качестве пластификатора и упрочнителя парафино-стеаринового состава (добавляется не более 5%). Хорошо смешивается с жидким стеарином, но не сплавляется с парафином;
полиэтилен – высокомолекулярное соединение, полимер этилена, вязкий в расплавленном состоянии. Увеличивает термостойкость и прочность парафина в 1,5…2 раза, снижает усадку до 3%. Хорошо сплавляется с канифолью и стеарином. Снижает жидкотекучесть состава;
канифоль – хрупкая стекловидная масса (смола) желтого цвета. Придает модельному составу прочность и термостойкость;
карбамид (СО(NH2)2) – кристаллический материал. При нагреве не проходит стадии размягчения. Состав водорастворимый. Обладает малой усадкой, высокой прочностью. Недостаток – гигроскопичность.
3.3 Свойства материалов, входящих в модельные составы
От свойств модельного состава во многом зависит качество, как самих выплавляемых моделей, так и производимых отливок. В свою очередь, качество моделей зависит от ряда факторов, в числе которых термовременные параметры производства моделей отливок.
Для теплотехнических расчетов затвердевания и охлаждения выплавляемых моделей в форме (пресс-форме), выплавления модельного состава из керамической оболочковой формы, разработки новых модельных составов и т. п. необходимо знать теплофизические свойства, как используемых модельных составов, так и входящих в них материалов.
Теплофизические свойства материалов при 25...32 ℃, а также температура и теплота их плавления приведены в таблице 5, в таблице 6 приведены температура и теплота плавления восков.
Таблица 5 - Теплофизические свойства материалов, входящих в модельные составы
Материал |
ρ, кг/м3 |
с, Дж/ (кг·трад) |
λ, Вт/ (м·град) |
а·107, м2/с |
b, (Вт·с0'5)/ (м2·град) |
tпл (tпп), °С |
Qпл, кДж/ кг |
Парафин (ПарК/2-1) |
910 |
2270 37 |
0,25 0,01 |
1,210 |
719 24 |
55... 63 |
147 7 |
Стеарин (А) |
939 5 |
3890 49 |
0,28 0,04 |
0,766 |
1011 78 |
68... 70 |
200 2 |
Церезин (M80) |
910 10 |
2362±30 |
0,30 0,04 |
1,396 |
803 62 |
70... 71 |
128 2 |
Воск буроугольный (Romonta N) |
996 4 |
2520 43 |
0,74 0,03 |
2,948 |
1363 42 |
78... 79 |
136 4 |
Воск полиэтиленовый (ПВ-200) |
885 5 |
2510 18 |
0,30 0,02 |
1,350 |
816 33 |
98...100 |
135 4 |
Канифоль сосновая (сорт высший) |
1072 4 |
2261 9 |
0,12 0,01 |
0,495 |
539 24 |
65...70 |
|
Полиэтилен высокого давления (15303 - 003, сорт высший) |
919 2 |
2005±15 |
0,33 0,01 |
1,791 |
780 15 |
114...117 |
74 2 |
Эфир канифоли глицериновый (сорт высший) |
1080±7 |
2340±10 |
0,14 0,02 |
0,554 |
595 44 |
72...74 |
|
Смола нефтеполимерная (Пиропласт-2к) |
1064 2 |
1290 15 |
0,13 0,005 |
0,947 |
422 11 |
101... 103 |
|
Этиленвинилацетат (СЭВИЛЕН 11808-340) |
950 5 |
1860 10 |
0,34 0,01 |
1,924 |
775 +16 |
115...120 |
107 5 |
Полипропилен |
910±4 |
1922 12 |
0,20 0,005 |
1,143 |
591 11 |
167... 170 |
|
Полистирол |
1055 5 |
1360 14 |
0,12±0,005 |
0,836 |
415 12 |
145... 148 |
|
Примечание
- ρ - плотность, с - удельная теплоемкость;
λ
–
коэффициент теплопроводности, а -
коэффициент температуропроводности
(рассчитан для средних показателей
с,
λ,
ρ), b
– коэффициент теплоаккумулирующей
способности (b
= (ρ |
|||||||
Таблица 6 - Температура и теплота плавления восков
Материал |
tпл , °С |
Qпл, кДж/кг |
Воск: |
|
|
- карнаубский |
62,9…72,0 |
115,3 |
- канделлильский |
60,0…68,0 |
175,2 |
- буроугольный (Семеновский перекристаллизованный) |
76,1…87,6 |
167,3 |
- буроугольный (Romonta) |
73,9…89,0 |
138,8 |
- торфяной |
46,0…69,0 |
54,0 |
- торфяной (модифицированный) |
66,0…77,0 |
59,6 |
- торфяной (обессмоленный) |
77,0…82,0 |
75,7 |
- полиэтиленовый |
103,8…109,5 |
161,0 |
- пчелиный очищенный (вощина) |
46,0…54,0 |
100,4 |
Озокерит |
56,5…76,0 |
140,6 |
При 25...32 ℃ плотность материалов, наиболее часто используемых для производства модельных составов, составляет 885...1055 кг/м3, теплопроводность - 0,09...0,77 Вт/(м·град), удельная теплоемкость - 1289...3939 Дж/(кг·град). Теплота плавления исследованных компонентов модельных составов - 54000... 202000 Дж/кг.
Стабильность свойств материалов, приведенных в таблице 5, оценивается по относительному отклонению Δ коэффициента b от среднего значения по возрастанию величин (таблица 7).
Таблица 7 - Ранжирование материалов в зависимости от относительного отклонения Δ коэффициента b от среднего значения
Материал |
Δ, % |
Полипропилен |
|
Полиэтилен высокого давления (15303-003, сорт высший) |
1,923 |
Этиленвинилацетат (СЭВИЛЕН 11808-340) |
2,064 |
Смола нефтеполимерная (Пиропласт-2к) |
2,607 |
Полистирол |
2,891 |
Воск буроугольный (Romonta N) |
3,081 |
Парафин (ПарК/2-1) |
3,338 |
Воск полиэтиленовый (ПВ-200) |
4,044 |
Канифоль сосновая (сорт высший) |
4,453 |
Эфир канифоли глицериновый (сорт высший) |
7,395 |
Стеарин (А) |
7,518 |
Церезин (M80) |
7,721 |
Наиболее стабильным уровнем теплофизических свойств обладают: полипропилен, полиэтилен высокого давления (15303-003, сорт высший) и этиленвинилацетат (СЭВИЛЕН 11808-340). К числу материалов с наиболее нестабильными теплофизическими свойствами относятся: церезин (M80), стеарин (А) и эфир канифоли глицериновый (сорт высший).
Если в качестве критерия, косвенно характеризующего стабильность химического состава материала, принять абсолютный интервал изменения температуры его плавления от партии к партии Δt, то все материалы, перечисленные выше, можно ранжировать согласно таблице 8.
Таблица 8 - Ранжирование материалов в зависимости от абсолютного интервала изменения температуры его плавления Δt от партии к партии
Материал |
Δt, % |
Церезин |
1 |
Смола нефтеполимерная, эфир канифоли глицериновый, стеарин |
2 |
Полипропилен, полистирол, полиэтилен высокого давления |
3 |
Канифоль сосновая, этиленвинилацетат, воск торфяной (обессмоленный) |
5 |
Воск полиэтиленовый |
5,7 |
Парафин, вощина (воск пчелиный очищенный), воск канделлильский |
8 |
Воск: |
|
- карнаубский |
9,1 |
- торфяной (модифицированный) |
11 |
- буроугольный (Семеновский перекристаллизованный) |
11,5 |
- буроугольный (Romonta) |
15,1 |
Озокерит |
19,5 |
Воск торфяной |
23 |
Из числа представленных материалов наиболее стабильную температуру плавления (и, следовательно, химический состав) имеет церезин (М80), наименее - воски природного происхождения. [4]
Для достижения высокой точности формы отливок особо ответственного назначения, изготовляемых методом ЛВМ, следует использовать выплавляемые модели отливок с соответствующим уровнем точности формы, в частности, без коробления. Один из путей повышения точности формы модели отливок - охлаждение в форме (пресс-форме) до комнатной температуры.
В настоящее время, как правило, этот технологический прием в цехах ЛВМ не используют, во-первых, из-за резкого снижения оборачиваемости форм (пресс-форм), во-вторых, из-за растрескивания изготовляемых моделей отливок. Данные проблемы могут быть устранены следующим образом:
резкое снижение оборачиваемости пресс-форм устраняется за счет применения принудительного охлаждения залитой формы (запрессованной пресс-формы);
растрескивание моделей отливок устраняется за счет повышения трещиноустойчивости применяемого в производстве модельного состава, используя, в частности, критерии склонности материала модели отливок к короблению и образованию трещин в литых изделиях.
В таблице 9 представлены основные свойства материалов, входящих в модельные составы.
Таблица 9 - Свойства материалов, входящих в модельные составы
Материал |
αаз |
kаз, град-1 |
tкр, °С |
tт, °С |
tпу, °С |
Парафин марки (ПарК/2-1) |
0,0017 |
0,000230 |
55 |
26...27 |
27,4 |
Воск горный марки (Romonta Y-S80) |
0,0052 |
0,000133 |
79 |
54...56 |
59,1* |
Канифоль сосновая |
0,0014 |
0,000076 |
78** |
35...37 |
38,4 |
Эфир канифоли глицериновый |
0,0014 |
0,000075 |
94** |
38...39 |
38,7 |
Смола нефтеполимерная |
0,0013 |
0,000047 |
99** |
45...46 |
47,7 |
Воск полиэтиленовый марки ПВ-200 |
0,0133 |
0,000167 |
99 |
96...98 |
99,6* |
Церезин марки 100 (синтетический) |
0,0327 |
0,000680 |
73 |
69...71 |
68,1* |
Церезин марки 90 (нефтяной) |
0,0062 |
0,000235 |
87 |
46...47 |
46,4 |
Свинец |
0,0022 |
0,000030 |
327,4 |
|
93,3 |
Сплав ПБВпэ70/20/10*** |
0,0054 |
0,000247 |
55 |
41 ...42 |
41,9* |
Примечания:
|
|||||
Температура теплоустойчивости материала отливки - это температура его перехода из пластического в упругое состояние в процессе охлаждения отливки. При этом, чем ближе tпу к температуре кристаллизации материала отливки, тем выше вероятность образования в отливке трещин в процессе ее затвердевания и охлаждения в форме в условиях абсолютно затрудненной линейной усадки.
В таблице 10 представлен критерий оценки склонности материала к короблению и образованию трещин в литых изделиях Ks. Критерий Ks - обратная величина коэффициента торможения усадки, по которому можно оценить затрудненную (технологическую) усадку отливок (коэффициент торможения усадки - отношение свободной усадки к технологической, полученной при определенной жесткости элемента литейной формы, препятствующего усадке отливки).
Таблица 10 - Критерий оценки склонности материала к короблению и образованию трещин в литых изделиях Ks
Материал |
Ks |
Δк,мм |
Парафин |
0,093 |
0,00 |
Эфир канифоли глицериновый |
0,198 |
0,00 |
Свинец |
0,226 |
0,00 |
Смола нефтеполимерная |
0,311 |
0,00 |
Церезин нефтяной марки 90 |
0,493 |
0,10 0,05 |
Сплав ПБВПЭ 70:20:10 |
0,563 |
0,40 0,10* |
Воск буроугольный Romonta Y-S80 |
0,631 |
0,80 0,10* |
Церезин синтетический марки 100 |
0,756 |
1,27 0,10* |
Воск полиэтиленовый ПВ-200 |
1,000 |
1,75 0,15* |
Примечания:
|
||
Для
предупреждения образования трещин в
той или иной отливке, имея экспериментальные
данные о свободной линейной усадки и
среднем значении коэффициента термического
расширения (КТР), следует подобрать
такие условия производства отливки
(податливость и начальную температуру
формы, температуру выбивки отливки из
формы и т.п.), при которых Ks
не будет ![]() 0,5. При этом следует учитывать, что с
увеличением податливости формы и
температуры отливки при ее удалении из
формы возрастает и вероятность
образования, и величина коробления
отливки.
0,5. При этом следует учитывать, что с
увеличением податливости формы и
температуры отливки при ее удалении из
формы возрастает и вероятность
образования, и величина коробления
отливки.
Материалы
с Ks![]() 0,4
(парафин, эфир канифоли глицериновый,
свинец, смола нефтеполимерная) не склоны
к короблению. Не склонны к образованию
трещин в отливках, охлажденных в
неподатливой форме до температуры
воздуха окружающей среды материалы с
Ks
0,5
(парафин, эфир канифоли глицериновый,
свинец, смола нефтеполимерная, церезин
нефтяной марки 90). [5]
0,4
(парафин, эфир канифоли глицериновый,
свинец, смола нефтеполимерная) не склоны
к короблению. Не склонны к образованию
трещин в отливках, охлажденных в
неподатливой форме до температуры
воздуха окружающей среды материалы с
Ks
0,5
(парафин, эфир канифоли глицериновый,
свинец, смола нефтеполимерная, церезин
нефтяной марки 90). [5]