

Режим вібродугового наплавлення стальних деталей.
Діаметр деталі, мм |
Товщина шару наплавленого металу, мм |
Діаметр дроту, мм |
Сила струму, А |
Швид-кість наплавлення м/хв |
Швид-кість подачі дроту м/хв. |
Витрата охолоджу-вальної рідини, л/хв |
Шаг наплавлення, мм/об |
Амплітуда вібрації електродного дроту, мм |
Кут подачі дроту до деталі, о |
|
До 20 20...40 40...60 60...80 80...100 |
0,3 0,7 1,1 1,5 2,5 |
1,6 1,6 2 2 2,5 |
120...150 120...150 150...210 150...210 150...210 |
2,2 1,2 1 0,6 0,3 |
0,6 0,4 0,8 1,0 1,1 |
0,2 0,4 0.5 0,6 0,7 |
1 1,3 1,6 1,8 2...3 |
1,5 1.8 2 2 2 |
35 35 45 45 45 |
|
Примітка: Струм оберненої полярності. Напруга дуги 12...15В
Таблиця 10.8
Режими вібродугового наплавлення чавунних деталей.
Матеріал для наплавлення. |
Товщина наплавленого шару, мм |
Швидкість подачі електроду, м/хв |
Сила струму, А |
Частота обертання деталі, об/хв |
Подача супорта станка, мм/об |
Припуск на механічну обробку, мм. |
Дріт Ø1,6...1,8мм |
0,6...0,7 1,5 2,5...3,0 |
1,3 1,7 1,7 |
120...140 160...190 160...190 |
382/Д 318/Д 118/Д |
1,8...2,2 2,3...2,8 2,8...3,5 |
0,4 0,8 1,0 |
Дріт Ø2,5 мм |
2,5...3,0 |
1,7 |
300...350 |
64/Д |
3,3...3,4 |
1,0 |
Стрічка 0,5х10 мм |
2,5...3,0 |
1,7 |
320...340 |
64/Д |
7,9 |
1,0 |
Схема установки для вібродугового наплавлення наведена на
рис. 10.2.
Вібродугове напилення в середовищі вуглекислого газу виконують в відповідності до режимів приведених в в табл. 10.9. Середнє значення напруги дуги складає при цьому 18...19В, швидкість подачі електроду 25...32 мм/с, витрати вуглекислого газу 800...1200 дм3/год.
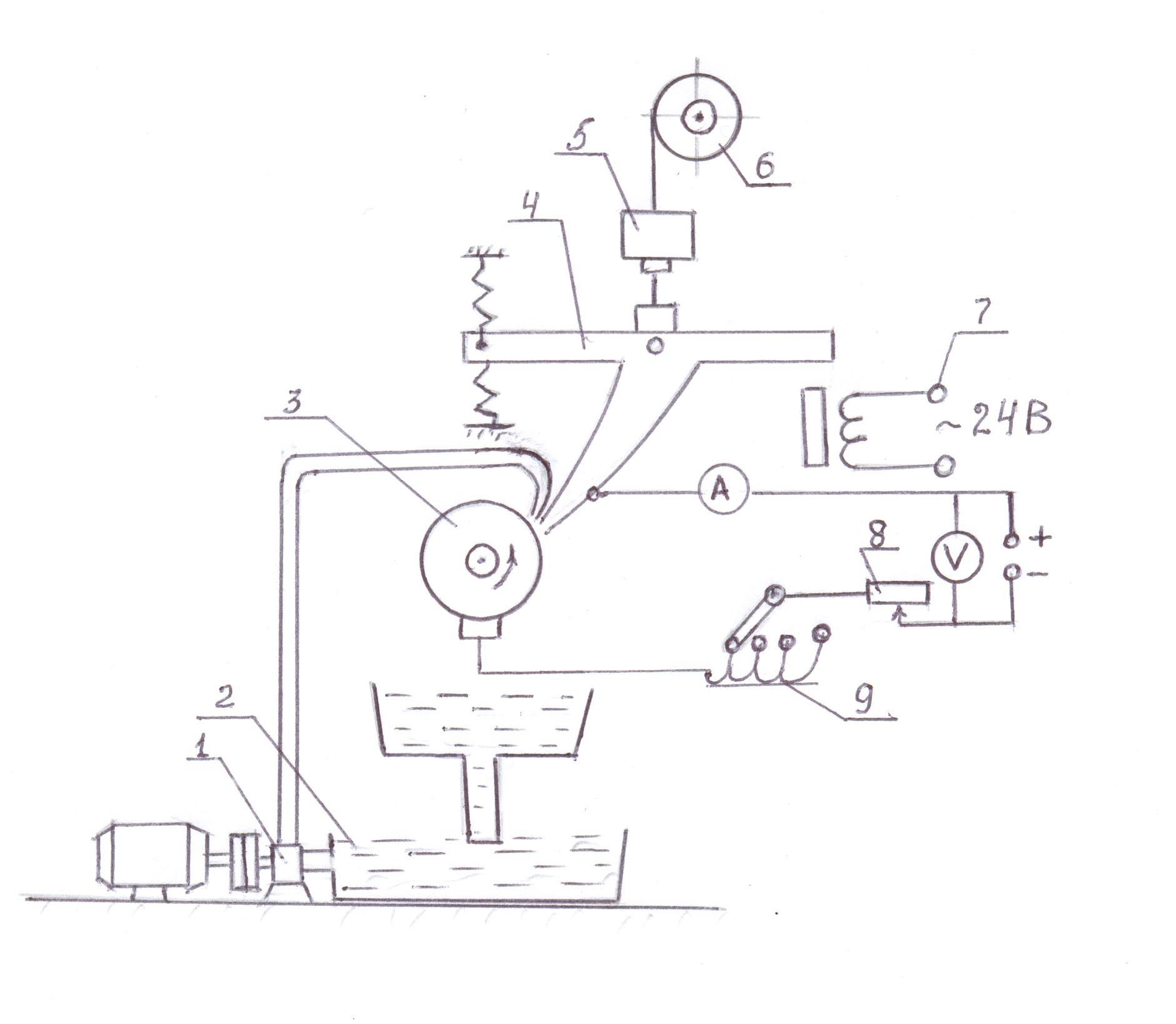
Рис. 10.2 Схема установки для вібродугавого напилення в рідкому середовищі.
Таблиця 10.9
Режими вібродугового наплавлення в середовищі вуглекислого газу.
Товщина наплав-леного шару, мм |
Діаметр електро-дного дроту, мм |
Величина струму, А, для діаметра дроту |
Робоча напруга, В, для діаметра дроту. |
||
мінімального |
максимального |
мінімального |
максимального |
||
1,0 1,5 2,0 2,5 3,0 |
1,0...2,0 1,2...2,2 1,4...2,5 1,6...2,5 2,0...2,5 |
75...175 92...225 100...250 120...300 150...350 |
150...300 165...375 190...400 190...400 190...400 |
17...20 18...21 18...22 19...23 20...24 |
20...24 21...25 22...26 22...26 22...26 |
Наплавленням в середовищі вуглекислого газу можна відновлювати деталі малих діаметрів з різьбою використовуючи в якості дріт діаметром 1,6мм марки ОВС, або дріт з низьколегованої сталі марок Св – 08, Св – 10Г2С, Св – 18ХГС, Св – 10ХМА, Св – 10МХ та Св – 18ХМА.
Наплавлення проводять з допомогою автоматичних головок УАНЖ – 5, ЧТЗ, КУМА – 5 використовуючи в якості джерела постійного струму генераторні установки ПСО – 500та ін. Частота коливань електроду при цьому 50Гц. Для підвищення стабільності горіння дуги використовують також стабілізаційні дроселі типу
РСТЭ - 24
Лекція 11. Відновлення деталей напилюванням.