

§ 88. Паяние твердыми припоями.
Паяние твердыми припоями применяют для получения прочных и термостойких швов.
Паяние твердыми припоями осуществляют, соблюдая следующие основные правила:
как и при паянии мягкими припоями, поверхности подгоняют друг к другу припиливанием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом;
подогнанные детали в месте спая покрывают флюсом (рис. 217, а); на место спая накладывают кусочки припоя (медные пластинки) и закрепляют мягкой вязальной проволокой (рис. 217, б);
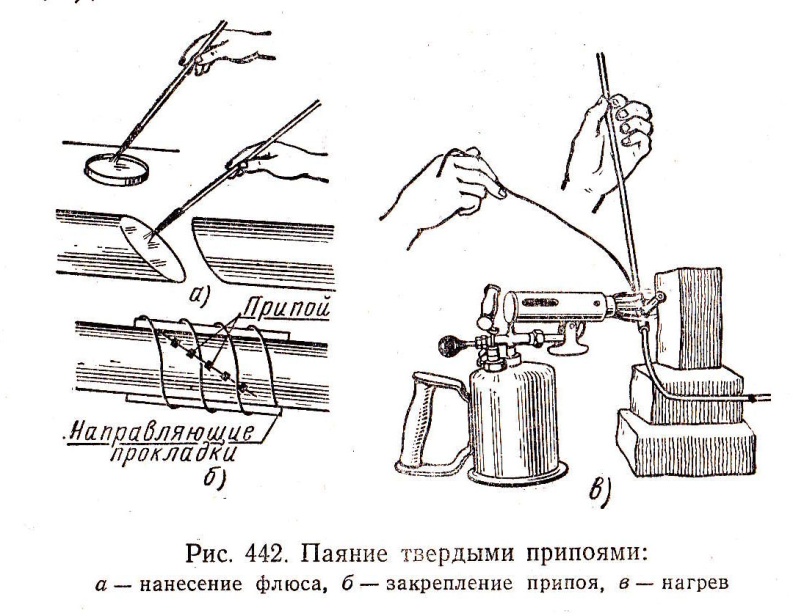 Рис.219.
паяние твердыми припоями.
Рис.219.
паяние твердыми припоями.
подготовленные детали (заготовки) нагревают паяльной лампой (рис. 217, в), в кузнечном горне или электропечи;
когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва;
затем деталь охлаждают предварительно на воздухе до температуры 80-—100° С и погружают в воду. Такой способ охлаждения повышает прочность соединения и облегчает удаление шлаковой пленки;
после охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают;
шов зачищают наждачной бумагой или опиливают напильником.
Особенности пайки некоторых металлов и сплавов.
Низкоуглеродистые стали хорошо подвергаются пайке как мягкими, так и твердыми припоями. В качестве мягких припоев применяют оловянно-свинцовистые припои, а в качестве флюса - хлористый цинк или канифоль. Высокоуглеродистые и инструментальные стали можно паять медно-цинковыми и серебряными припоями.
Паяние чугунных деталей выполняют латунями и серебряными припоями. Перед паянием детали очищают от окислов, масла и обрабатываемую поверхность зачищают механическим способом. Затем в месте спая кислородно-ацетиленовым пламенем с избытком кислорода выжигают свободный графит, детали прогревают и очищают от окислов и покрывают бурой. Нагревание можно производить паяльной лампой, не допуская нагрева детали выше 900° С.
После окончания пайки чугунные детали отжигают: нагревают до температуры 700—750° С, выдерживают при этой температуре в течение 20—25 мин, затем охлаждают на воздухе. Доброкачественный шов получается в том случае, когда поверхности спаиваемых деталей до пайки покрывают медью.
Паяние нержавеющих сталей сопряжено с некоторыми трудностями, так как вследствие химического воздействия кислорода на легирующие элементы при нагреве происходит окисление поверхности стали. В целях удаления окислов и дальнейшего предупреждения их образования применяют различные флюсы (например, буру). Нержавеющие стали паяют припоем ПСр45.
Напайку пластинок из твердых сплавов на инструменты выполняют медью или латунью Л62, в качестве флюса применяют буру. Перед напаиванием пластинки тщательно очищают, шлифуют и обезжиривают, затем прикрепляют к инструменту проволокой.
Инструмент вместе с прикрепленной пластинкой нагревают паяльной лампой или в горне сначала до температуры 650—700° С и выдерживают 8—10 мин, потом до 800—850°С с выдержкой при этой температуре 5—8 мин, затем до температуры 850—900° С с выдержкой 5 мин и, наконец, до плавления припоя. Прижатую металлическим стержнем пластинку удерживают до затвердевания припоя.
Медь и ее сплавы хорошо паяются любым способом.
Паяние алюминия и его сплавов. Паяние алюминия и его сплавов связано с большими трудностями в связи с тем, что на воздухе, а особенно при нагреве, эти материалы быстро окисляются, и на поверхности образуется прочная тугоплавкая пленка окислов, не допускающая паяние. Перед паянием алюминия поверхность деталей обезжиривают в бензине, спирте или горячем 10%-ном растворе каустической соды и протравливают раствором кислоты. Травление можно заменить зачисткой поверхности напильником, шабером, металлической щеткой или наждачной шкуркой. После зачистки с поверхности волосяной щеткой удаляют мелкие частицы.
При химическом способе окисную пленку разрушают флюсами. Место пайки и пруток припоя нагревают до температуры 300—, 400° С, припой опускают в порошкообразный флюс, затем быстро с нажимом, проводя припоем по подогреваемому шву, флюсом, удаляют окисную пленку, припой плавится и заполняет щов. После паяния деталь тщательно промывают. При паянии алюминия и его сплавов лучше всего следует применять специальные припои: 34А или 35А.
Высокого качества пайки алюминия достигают, применяя ультразвуковой паяльник, который разрушает оксидную пленку, всплывающую на поверхность расплавленного припоя и легко удаляемую металлической щеткой.
Дефекты пайки и техника безопасности.
Дефекты при паянии, их причины и меры предотвращения следующие:
припой не смачивает поверхность паяемого металла вследствие недостаточной активности флюса, наличия окисной пленки, жира и других загрязнений. Для предотвращения несмачивания в состав флюса добавляют фтористые соли или увеличивают его количество, улучшают обработку деталей, удаляя следы коррозии, жира;
наплывы или натеки припоя вследствие недостаточного прогрева детали, припой не расплавился. Необходимо повысить температуру пайки;
припой (при хорошем смачивании) не затекает в зазор, который мал или велик. Надо подобрать оптимальный зазор;
шероховатая поверхность паяного шва, получаемая при высокой температуре нагрева или длительном нагреве. Необходимо уменьшить температуру или время пайки;
трещины в паяном шве вследствие значительной разницы в коэффициентах теплового расширения припоя и металла. Необходимо подобрать соответствующий припой;
смещение и перекосы в паяных соединениях из-за плохого скрепления деталей перед пайкой. Необходимо исключить смещение соединяемых деталей при затвердевании припоя.
Техника безопасности при выполнении паяльных работ и лужении. Подготовка металлов и процесс паяния связаны с выделением пыли, вредных паров цветных металлов и солей, которые, попадая в организм человека через дыхательные органы, пищевод или кожу, вызывают раздражение слизистой оболочки глаз, поражение кожи и отравление. Поэтому при паянии и лужении необходимо строго соблюдать следующие правила:
- рабочее место паяльщика должно быть оборудовано местной вентиляцией;
- не допускается работа в загазованных помещениях;
- после окончания работы и перед принятием пищи тщательно мыть руки мылом;
- химикаты засыпать осторожно, малыми порциями, не допуская брызг. Попадание кислоты в глаза может вызвать слепоту, испарения кислот очень вредны;
серную кислоту хранить в стеклянных бутылях с притертыми пробками в деревянных или плетеных корзинах с мягкой прокладкой из бумаги или стружки; пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту, так как при соединении воды с кислотой происходит сильная химическая реакция с выделением большого количества тепла. Даже при небольшом количестве воды, попадающей в кислоту, вода быстро нагревается и превращается в пар, что может привести к взрыву;
- не допускаются ручные операции, при которых возможно непосредственное соприкосновение кожи работающего (промывка, протирка изделий, розлив и др.) с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями;
- при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева;
- при работе с паяльными лампами: проверить исправность лампы;
- горючее наливать в лампу не более 75% емкости;
- недопустимо доливать или наливать горючее в неостывшую лампу;
- керосиновую лампу заправлять только керосином;
работать электрическим паяльником, ручка которого должна быть сухой и не проводящей тока.
Список литературы:
Электроматериаловедение-Н.Г.Дроздов, Н.В.Никулин(1964г.);
Электро- технические материалы-Н.П.Богородицкий, В.В.Пасынков, Б.М.Тареев(1977г.);
Электротехнические и конструкциооные материалы-В.А.Филиков(2001г);
Электротехнические материалы-Ю.В.Корицкий(1969г.);
Слесарное дело с основами материаловедения-Н.И.Макиенко(1973г.);
Электроматериаловедение- Н.В.Никулин(1989г.);
Электроматериаловедение-Л.В.Журавлева(2004г.).
Содержание:
Введение(3…)
Раздел I.
Основы металловедения.
§1. Строение и свойство металлов. Кристаллическое строение металлов.(9..)
§ 2. Железо и его сплавы.(13…)
§ 3. Классификация и маркировка углеродистой стали и чугунов.(16...)
§ 4. Классификация чугунов.(20…)
§ 5. Легированные стали.(22...)
§ 6. Термическая и химико-термическая обработка металлов.(28...)
§ 7. Диффузионная металлизация.(45…)
§ 8. Коррозии металлов и сплавов. Понятие о коррозии, ее виды.(47…)
§ 9. Цветные металлы и сплавы. Общие понятия о цветных металлах и сплавах. Медь и ее сплавы.(49…)
Раздел ІІ.
Проводниковые материалы и изделия.
§ 10. Классификация проводниковых материалов.(57…)
§11. Проводниковая медь и ее свойства.(58…)
§ 12. Проводниковые сплавы на основе меди (бронзы и латуни).(60…)
§13. Проводниковый алюминий и его свойства.(63...)
§ 14. Проводниковые железо и сталь.(65…)
§ 15. Свинец и его свойства.(67…)
§ 16. Благородные металлы, применяемые в электротехнике.(68…)
§ 17. Тугоплавкие металлы применяемые в электротехнике.(70…)
§ 18. Проводниковые материалы с большим удельным сопротивлением.(71…)
§19.Проводниковые сплавы высокого сопротивления на основе меди и никеля.(72…)
§ 20. Жаростойкие проводниковые сплавы.(73…)
§ 21. Свойства сверхпроводников и криопроводников.(76…)
§ 22. Электроугольные материалы и изделия.(79…)
§ 23. Основные свойства электроугольных изделий.(82..)
§ 24. Экранные материалы.(85…)
§ 25. Проводниковые изделия. Обмоточные провода.(87…)
§ 26. Монтажные провода.(97…)
§ 27. Контрольные кабели.(104…)
§ 28. Кабели с резиновой изоляцией.(114…)
§29. Кабели с бумажной изоляцией.(117…)
Раздел III
Электроизоляционные материалы.
§30. Поляризация диэлектриков.(126…)
§ 31. Потери энергии в диэлектриках.(133…)
§ 32. Пробой диэлектриков.(137…)
§ 33. Способы измерения электрических характеристик диэлектриков.(139…)
§ 34. Тепловые характеристики и способы их измерения.(148…)
§ 35. Физико-химические характеристики электроизоляционных материалов.(154…)
§ 36. Влажностные свойства диэлектриков.(161…)
§ 37. Газообразные диэлектрики. Значение газообразных диэлектриков.(165…)
§ 38. Жидкие диэлектрики. Классификация и назначение жидких диэлектриков.(177…)
§ 39. Синтетические жидкие диэлектрики.(193…)
§ 40. Твердые органические диэлектрики . Основные понятия о высокополимерных материалах.(196…)
§ 41. Полимеризационные органические диэлектрики.(198…)
§ 42. Поликонденсационные органические диэлектрики.(205…)
§ 43. Нагревостойкие высокополимерные диэлектрики.(213…)
§ 44. Пленочные электроизоляционные материалы. (223…)
§ 45. Воскообразные диэлектрики.(231…)
§ 46. Электроизоляционные резины.(233…)
§ 47. Электроизоляционные лаки. Эмали,компаунды.(237…)
§ 48. Основные сведения о волокнистых электроизоляционных материалах.(257…)
§ 49. Древесина и ее свойства.(258…)
§ 50. Волокнистые диэлектрики.(259…)
§ 51. Текстильные электроизоляционные материалы.(264…)
§ 52. Электроизоляционная слюда и материалы на ее основе.(271…)
§ 53. Миканиты.(274…)
§ 54. Микафолий, микалента.(279…)
§ 55. Слюдинитовые электроизоляционные материалы.(280…)
§ 56. Электрокерамические материалы.(284…)
§ 57. Изоляторная керамика.(286…)
§ 58. Фарфоровые изоляторы.(293…)
§ 59. Стекло и стеклянные изоляторы.(296…)
§ 60. Основные характеристики изоляторов.(300…)
§ 61. Конденсаторные керамические материалы.(303…)
§ 62. Сегнетокерамика.(305…)
§ 63. Минеральные диэлектрики .(307…)
Раздел IV
Полупроводниковые материалы.
§ 64. Электропроводность полупроводников.(312…)
§ 65. Основные характеристики и свойства полупроводниковых материалов.(320…)
§ 66. Полупроводниковые материалы и изделия. (325…)
§ 67. Основные полупроводниковые изделия.(333…)
Раздел V
Магнитные материалы.
§ 68. Основные характеристики магнитных материалов.(334…)
§ 69. Классификация магнитных материалов.(347…)
§ 70. Влияние химического состава и технологии на свойства магнитных материалов.(350….)
§ 71. Магнито-мягкие материалы.(354…)
§ 72. Магнито-мягкие сплавы.(359…)
§ 73. Ферриты.(362…)
§ 74. Основные свойства магнито-твердых материалов.(366…)
§ 75. Магнитные стали.(368…)
§ 76. Магнито-твердые сплавы.(370…)
§ 77. Магнито-твердые ферриты.(372…)
Раздел VI.
Способы обработки материалов.
§ 78. Сварка металлов. Классификация способов сварки.(374…)
§ 79. Классификация способов сварки.(375…)
§ 80. Обработка давлением .(379….) § 81. Литье и литейное производство.(387…)
Пайка металлов
§ 82. Паяние.(394…)
§ 83.Флюсы.(397…)
§ 84. Паяльные лампы. (400…)
§ 85. Инструменты для паяния.Виды паяльных соединений.(403…)
§ 86.Паяние мягкими припоями.(406…)
§ 87.Лужение.(409…)
§ 88. Паяние твердыми припоями.(411…)
1
1
1
1
1
1
1
1