

Министерство науки и образования Российской Федерации
Государственный бюджетное образовательное учреждение вышего профессионального образования .
Донской государственный технический универсетет
Факультет»Машины строительные технологии и оборудования»
Кафедра «Машины и автоматизация сварочного производства»
Индивидуальная расчетная работа:
по дисциплине: «Теория сварочных процессов»
Выполнил: ст. группы ОС-31 Барсуков П.А.
Проверил: Кошкарёв Б.Т.
Ростов-на-дону
2013
Содержание
стр.
1.Техническая характеристика основного материала…………………………........4
2. Выбор типа соединения……………………………………………………….........5
3 Обозначение шва по ГОСТ2312………………………………………………..…..5
4. Выбор сварочных материалов ……………………………………………………..6
5. Выбор режимов сварки……………………………………………………………..7
6. Построение графика рапределения максимальных температур……………..….8
7 . Построение термического цикла точек……………………………………..…….9
8. Расчёт основных параметров сварочной ванны и сварного шва....……….……10
9.Расчёт параметров термического цикла сварки……………………………...…...10
Список использованной литературы …………………………………………….....11
1. Техническая характеристика основного материала
Сталь-ВСт3Гпс
Таблица 1
Химический состав стали 03х17н14м3,%
C |
Si |
Mn |
S |
P |
Cr |
Ni |
Cu |
<0,14-0,22 |
<0,15 |
0,8-1,1 |
< 0,05 |
<0,04 |
0,3 |
0,3 |
0,3 |
Таблица 2
Механические свойства проката из стали вСт3Гпс
σT |
σв |
δ5 |
|
Мпа |
% |
||
245 |
370-490 |
26 |
|
Назначение:
Сталь 03Х17Н14М3 применяется: Cтали аустенитного класса. Для изготовления сварных конструкций, работающих действия кипящей фосфорной, серной, 10%-ой уксусной кислоты и в сернокислотных средах. Для изготовления лопаток газодуговых; штампуемых из листовой стали; заклепок, изготовляемых методом горячей высадки, поковых дисков, покрышек, валов и других деталейкомпресорных машин; для деталей турбин. Сварные конструкции, работающие в средах повышенной агрессивности при температурах до -196°С.
Свариваемость:
без ограничений - сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая - сварка возможна при подогреве до 100-120°С и последующей термообработке
трудносвариваемая - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 °С при сварке, термообработка после сварки – отжиг.
Выбор типа соединения.
По ГОСТ 5264-80 выбираем тип сварного соединения С2- стыковое, без скоса кромок,одностороннее.
Таблица 3
Тип соединения |
Форма подготовки кромок |
Характер сварного шва |
Форма шва |
Толщина свариваемых деталей |
Условное обозначение соединений |
||
Подготовка кромок |
Сварочный шов |
||||||
Стыковое |
Без скоса кромок |
Односторонний |
|
|
4 |
C2 |
|
Таблица 4
-
Условное обозначение
Конструктивные элементы
S=

мм
е
мм
g
мм
Подготовка кромок сварных деталей
Сварного шва
Ном.
Пред.
Ном.
Пред.
С2
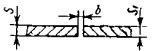
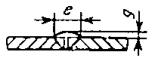
4
14

0,5
+2,0
-0,5

