

Оброблення матеріалів на свердлильних верстатах Мета роботи:
Ознайомитися з класифікацією свердлильних верстатів, їх конструктивними особливостями та технологічними можливостями, інструментами та пристосуваннями, які використовуються при свердлильній обробці; вивчити будову і принцип роботи універсального настольно-свердлильного верстата; навчитися визначати технологічні режими при свердлінні.
Короткі теоретичні відомості
Обробка заготовок на свердлильних верстатах – поширений метод отримання отворів з різною точністю розмірів, форми та шорсткістю поверхні. Процес зняття стружки з оброблюваної поверхні при свердлінні здійснюється за рахунок обертового руху інструменту (головного руху) і одночасного переміщення інструменту вздовж осі (рух подачі).
Для обробки отворів використовують такі інструменти: спіральне свердло, зенкер, зенківку, розвертку, цековку, мітчик. Їх виготовляють з вуглецевих (У10, У10А, У12), легованих (Х, 9ХС, Х12М) і швидкорізальних (Р9, Р12, Р18) сталей. Інструмент для обробки отворів великого діаметра виготовляють збірним із вставними ріжучими пластинками з твердих сплавів (ВК6, ВК8, Т15К6). Вибір матеріалу інструментів залежить від його розмірів, матеріалу оброблюваної деталі. В свою чергу матеріал інструменту визначає режими різання і стійкість інструменту (час між переточками).
За видом виконуваних робіт свердлильні верстати поділяють на вертикально-свердлильні, настільно-свердлильні, радіально-свердлильні, багатошпиндельні і одношпиндельні півавтомати, горизонтально-свердлильні і ін. Найбільш поширеними є перших три типи верстатів. Вертикально-свердлильні верстати використовують в одиничному і серійному виробництві для обробки отворів в невеликих деталях, настільно-свердлильні – для дрібних деталей, а радіально-свердлильні – для великогабаритних деталей.
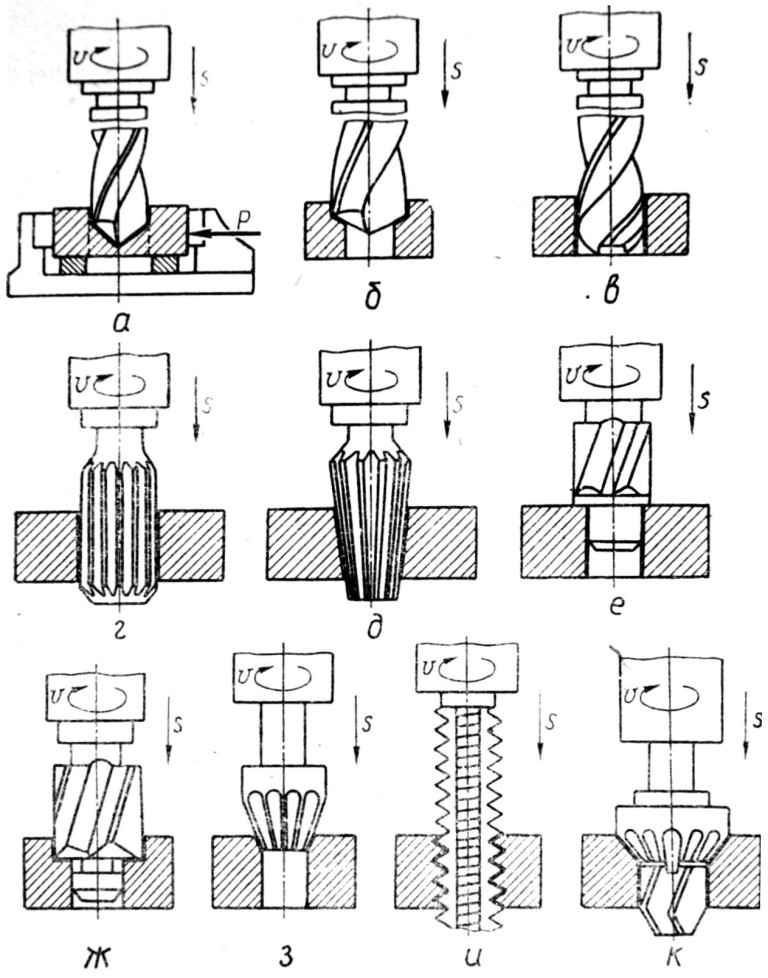
На свердлильних верстатах виконують такі види робіт (рис. 4.1): свердління глухих і наскрізних отворів (а), розсвердлювання наскрізних отворів (б), зенкерування циліндричних отворів (в), розвертування (г, д), цекування поверхонь під головки гвинтів (е, ж, з), нарізання різьби (и), обробка ступінчастих отворів (к). Свердління дає можливість отримати отвори в суцільному матеріалі, однак не забезпечує високої точності розмірів, форми та якості обробленої поверхні. Зенкерування та розвертування виконують по попередньо просвердленому отворові. При цьому послідовно підвищується точність обробки і знижується шорсткість.
Найвищу якість обробки забезпечує розвертування, виконане після зенкерування.
|
Рис. 4.1. Види робіт, які виконують на свердлильних верстатах |
Для досягнення високої якості та продуктивності обробки на свердлильному верстаті необхідно провести раціональний вибір режимів різання. Режими різання при свердлінні визначаються швидкістю різання V, величиною подачі S і глибиною різання t. Режими різання повинні призначатися таким чином, щоб одночасно забезпечити максимальну продуктивність обробки і високу стійкість інструменту, а отже і мінімальні втрати часу на його переточку.
При свердлінні швидкість різання залежить від фізико-механічних властивостей оброблюваного матеріалу, матеріалу свердла, його стійкості, подачі, глибини свердління, геометрії свердла і інших факторів.
Швидкість різання V, м/хв., визначають за формулою
V=KCDz/TmSy, (4.1)
де C – коефіцієнт, що залежить від матеріалу деталі і свердла, розмірів свердла та геометрії його ріжучої частини; D – діаметр свердла, мм; T – стійкість свердла, хв.; S – подача, мм/об; K – поправочний коефіцієнт, який враховує властивості матеріалу інструменту та деталі, глибину свердління і ін. (для виконання лабораторної роботи прийняти K = 1); z, m, y – показники степеня, які визначають вплив на швидкість різання діаметра свердла, стійкості свердла і подачі.
Подача S визначається таким чином, щоб забезпечити максимальну продуктивність при заданій міцності і жорсткості свердла і механізмів верстату. Величину подачі розраховують за емпіричними формулами, або знаходять за довідковими таблицями.
Глибина різання t, мм, при свердлінні в суцільному матеріалі t= D/2, а при розсвердлюванні, зенкеруванні та розвертуванні t = (D - d)/2, D – діаметр інструменту, мм; d – діаметр оброблюваного отвору, мм.
При подальшій обробці отворів швидкість різання можна визначити за швидкістю різання для свердління відповідного отвору: при зенкеруванні Vз = 0,7Vсв, при розвертуванні Vр = 0,3Vсв. Швидкість подачі при цьому Sз = Sр = 3Sсв. При нарізанні різьб швидкість різання V = 0,2Vсв, а значення подачі визначається кроком різьби.
Вибір елементів режимів різання проводиться за такою послідовністю. За табл. 4.1 визначають допустиму подачу при свердлінні. Потім в залежності від діаметра свердла, його стійкості, оброблюваного матеріалу і поправочних коефіцієнтів знаходять швидкість різання. При цьому стійкість інструменту вибирають за табл. 4.2, а коефіцієнт С і показники z, m, y за табл. 4.3. Після цього визначають глибину різання.
Для зенкерування, розвертування та нарізання різьби режими різання визначають, виходячи з отриманих раніше режимів різання для свердління попереднього отвору.
Згідно з індивідуальним завданням визначають послідовність виконуваних переходів і необхідний інструмент. Діаметр інструмента для кожного з переходів вибирають за табл. 4.4.