

Классификация типов стружек
По действующей и поныне классификации профессора И. А.Тиме при обработке различных материалов образуются следующие виды стружек (Рис.2.):
· сливная (а);
· суставная стружка (в);
· стружка скалывания (б);
· стружка надлома (г).
При обработке пластичных металлов образуется сливная стружка с большими скоростями резания, с малой толщиной срезаемого слоя и большими передними углами инструмента.
При обработке пластичных металлов образуется сливная стружка с большими скоростями резания, с малой толщиной срезаемого слоя и большими передними углами инструмента.
Стружка скалывания образуется при обработке материалов средней твердости, при малых скоростях резания, с большей толщиной срезаемого слоя и небольшими передними углами. Стружка надлома образуется при обработке хрупких материалов. Изменяя условия и режим резания, можно получить различные виды стружек.

Рис.2.Виды стружек: а – сливная; б- скалывания; в- суставная; г -надлома
Образующаяся при обработке большинства сталей образуется сливная стружка, сходит в виде длинных полос или спирали. Она наматывается на
механизмы станка, на инструмент и на обрабатываемую заготовку. Это затрудняет эксплуатацию станка. Оптимальная длина стружки в массовом производстве деталей - 30 -80 мм, диаметром до 15 мм.
3.2. Усадка стружки
В результате наблюдений за процессом стружкообразования установлено, что образующиеся при резании стружки сливные, суставные и скалывания всегда короче и толще, а изредка и шире срезаемого слоя. Это явление называется усадкой стружки. Величину усадки принято характеризовать коэффициентами усадки, под которыми подразумеваются отношения соответствующих линейных размеров стружки и срезаемого слоя.
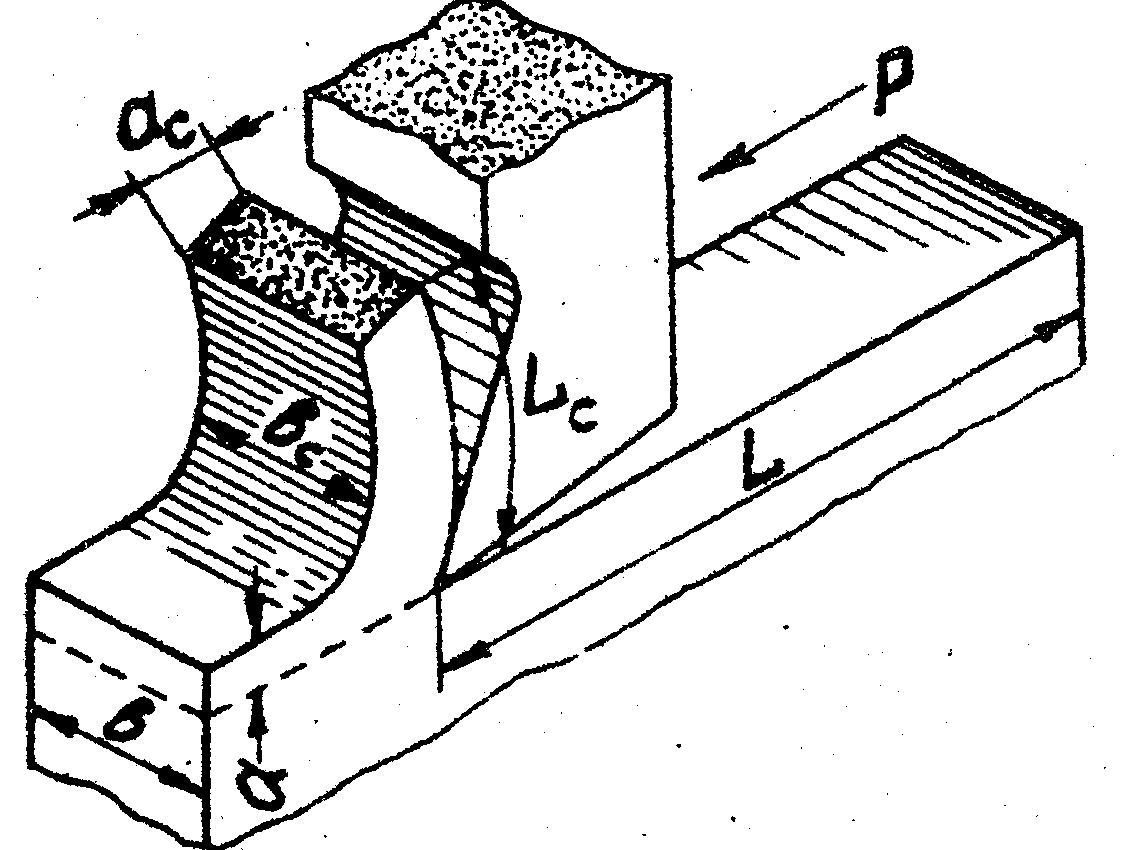
Рис.3 Схема, поясняющая определение коэффициентов усадки стружки
Различают коэффициенты утолщения, укорочения , уширения стружки:
коэффициент утолщения стружки Ка = ас /а;
коэффициент укорочения стружки Кl = L / Lс;
коэффициент уширения стружки Кb = bс/ b.
Итак, при пластической деформации обрабатываемого материала в зоне резания длина стружки меньше длины срезаемого слоя металла, а ширина срезаемого слоя b > bc ширины стружки и соответственно толщина срезаемого слоя a > ac толщины стружки. По результатам экспериментальных исследований увеличение ширины стружки невелико (Kb = 1.05...1.15), поэтому им можно пренебречь, т.е. можно приближенно считать, что bс = b. Изменение линейных размеров стружки определяется законом постоянства объема при пластической деформации металлов.
V = Vc (закон постоянства объёма).
L × а × b = Lс× ас× bс . Отсюда следует , что L/ Lс = ас /а , т.е Кl = Ka.
Усадка стружки характеризует степень протекания пластического деформирования металла и до некоторой степени характеризует условия протекания процесса резания: чем меньше пластическая деформация, более благоприятны условия стружкообразования и меньше расход мощности на обработку данной заготовки.