

-
3. Физические основы обработки металлов резанием
Обработка материалов резанием - это технологический процесс изготовления деталей путем отделения поверхностных слоев заготовки металлорежущим инструментом с образованием стружки.
Резание осуществляется путем внедрения в обрабатываемую заготовку клинообразного твердого тела - режущей части инструмента, движение которого осуществляется под действием сил привода металлорежущего станка.
Резание металлов является сложным физико-химическим процессом, при котором возникают упругие и пластические деформации. Этот процесс сопровождается:
· трением;
· тепловыделением;
· стружкообразованием;
· усадкой стружки;
· наростообразованием;
· наклепом обработанной поверхности;
3.1. Процесс стружкообразования при резании металлов
Схема формирования поверхности детали путем снятия стружки приведена на рис.1
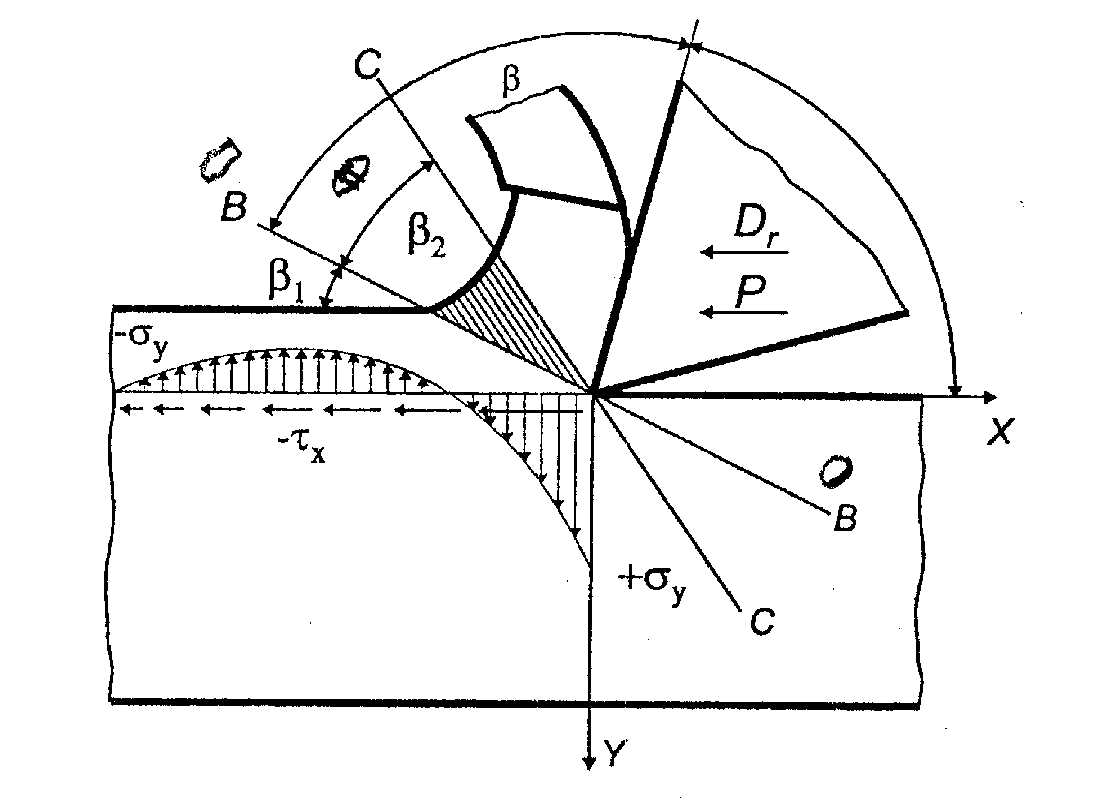
Рис.1. Схема формирования поверхности детали путем снятия стружки
металла
В начальный момент, когда режущий инструмент соприкасается с металлом заготовки, в котором возникают упругие деформации. При дальнейшем внедрении металлорежущего инструмента в металл заготовки возникают пластические деформации.
Таким образом, режущий клин металлорежущего инструмента непрерывно внедряется в обрабатываемую заготовку под действием силы Р деформирует ее упруго s < sпр , затем пластически s > sт .При этом под действием внешних сил привода металлорежущего станка - Р, в металле возникают напряжения s. При достижении растягивающих напряжений sр > sв в металле возникают микротрещины и при дальнейшем движении режущего клина происходит сдвиг всего пластически деформированного (объема) слоя металла в виде окончательного сформированного элемента стружки. Далее процесс деформирования повторяется, образуются новые элементы стружки 1,2,3 и т.д.. Объем металла подвергающийся пластическому деформированию, ограничен с одной стороны поверхностью лезвия, с другой стороны – плоскостью В_В, по которой периодически сдвигаются или скалываются сформированные элементы стружки. Тиме И.А. назвал эту плоскость плоскостью скалывания.
Плоскость В_В называется плоскостью сдвига (скалывания); весь пластически деформированный объем металла под действием сил сдвигается инструментом ( клином ) в виде окончательно сформированного элемента стружки.
Угол b1, определяющий положение плоскости сдвига относительно направления движения инструмента, называют углом сдвига (углом скалывания).
Наибольшая деформация зерен металла возникает не в направлении плоскости В_В, а в другом направлении, определяемым углом b2. Срезаемый слой подвергается дополнительному деформированию вследствие трения стружки о переднюю поверхность инструмента. Окончательная структура формируется в виде вытянутых зерен. Упорядоченную ориентацию деформированных зерен называют текстурой, а угол - b2 углом текстуры. Угол b2 зависит от свойств обрабатываемого материала и геометрических параметров инструмента; для хрупких материалов b2 ~0°, b2 ~30° для пластичных материалов. Характер деформирования зависит от физико-механических обрабатываемого материала, режимов резания и геометрических параметров инструмента.