

5 Этап. Самостоятельная проверка.
На данном этапе происходит проверки и переоценка разработанных на предыдущих этапах стандартов чистки и смазки, а также предварительных стандартов с целью устранения в них каких-либо несоответствий. Обязательно проверяется соответствие отведенного времени на деятельность по обслуживанию оборудования.
К этому этапу операторы должны быть полностью обучены проведению общей проверки, а ремонтные службы должны разработать годовой график обслуживания и приготовить свои стандарты обслуживания. Стандарты, разработанные рабочей группой, необходимо сравнить со стандартами обслуживания с целью корректировки упущений и устранения совпадений, и с целью согласования работы по обслуживанию между производством и ремонтной службой.
6 Этап. Обеспечение работы по стандартам.
Главным на этом этапе автономного обслуживания оборудования является стандартизация (поддерживающий контроль).
Необходимо провести упорядочение всего, начиная от различных предметов на рабочем месте (система 5S) до норм и правил, которые нужно соблюдать, пунктов проверки точности работы оборудования и функций самих операторов.
Применяя различные усовершенствования и изобретения, необходимо стандартизировать сами объекты контроля, последовательно приводя все к визуальному контролю.
Другими словами, на 6 шаге полностью завершается вся работа по стандартизации.

Рис.17.5. Карта визуального контроля работы оборудования
3. Особенности планового обслуживания оборудования.
Качественное обслуживание оборудования является эффективным инструментом устранения потерь в производственном процессе. Помимо автономного обслуживания оборудования различают плановое обслуживание, осуществляемое в соответствии с планом работ по техническому обслуживанию, а именно:
1. Предотвращение искусственного износа
2. Текущее техническое обслуживание
3. Определение износа в ходе проведения технического обслуживания с периодическим контролем.
4. Диагностика оборудования
5. Восстановление изношенных частей
6. Профилактический ремонт (замена деталей до поломки).
Другими словами, плановое обслуживание и ремонт оборудования – это своеобразная охрана здоровья оборудования, профилактическая медицина для него.
Плановое обслуживание оборудование разрабатывается на основании сбора данных по отказам оборудования, выявления проблем производственного и ремонтного персонала.
Плановое обслуживание оборудования – это система ремонтных и профилактических операций, методов контроля состояния оборудования, выполняемых с определенной периодичностью.
Целями планового обслуживания оборудования являются:
отсутствие поломок оборудования за счет замены узлов и механизмов до выхода их из строя;
повышение надежности и ремонтопригодности;
снижение затрат на обслуживание;
обеспечение готовности запчастей в любой момент времени.
Для достижения этих целей необходимо развернуть деятельность по плановому обслуживанию в нескольких направлениях:
оказание технической поддержки по проведению автономного обслуживания, разделение работ по обслуживанию между производством и ремонтной службой;
детальный анализ хронических проблем на производстве (анализ режима работы, условия возникновения неполадок, факторы, влияющие на проблему);
сокращение времени на проведение обслуживания;
планирование ремонтов оборудования;
организация системы учета расходов и планирования потребности в различных товарах и материалах.
Стандарты планового обслуживания оборудования включают в себя техническое обслуживание с периодическим контролем (ТОПК) на каждую единицу оборудования и годовой график проведения ТОПК.
ТОПК - техническое обслуживание оборудования с периодическим контролем.
При внедрении планового обслуживания можно выделить несколько этапов:
оценка состояния оборудования (ОЭО), сбор и анализ данных по отказам на основании ведения досок производственного анализа и листов производственного анализа с целью устранения выявленных неполадок в будущем;
восстановление износа и улучшение оборудования;
разработка годового графика и регламента ТОПК;
прогнозирование ремонтов оборудования на основании проведения ТОПК.

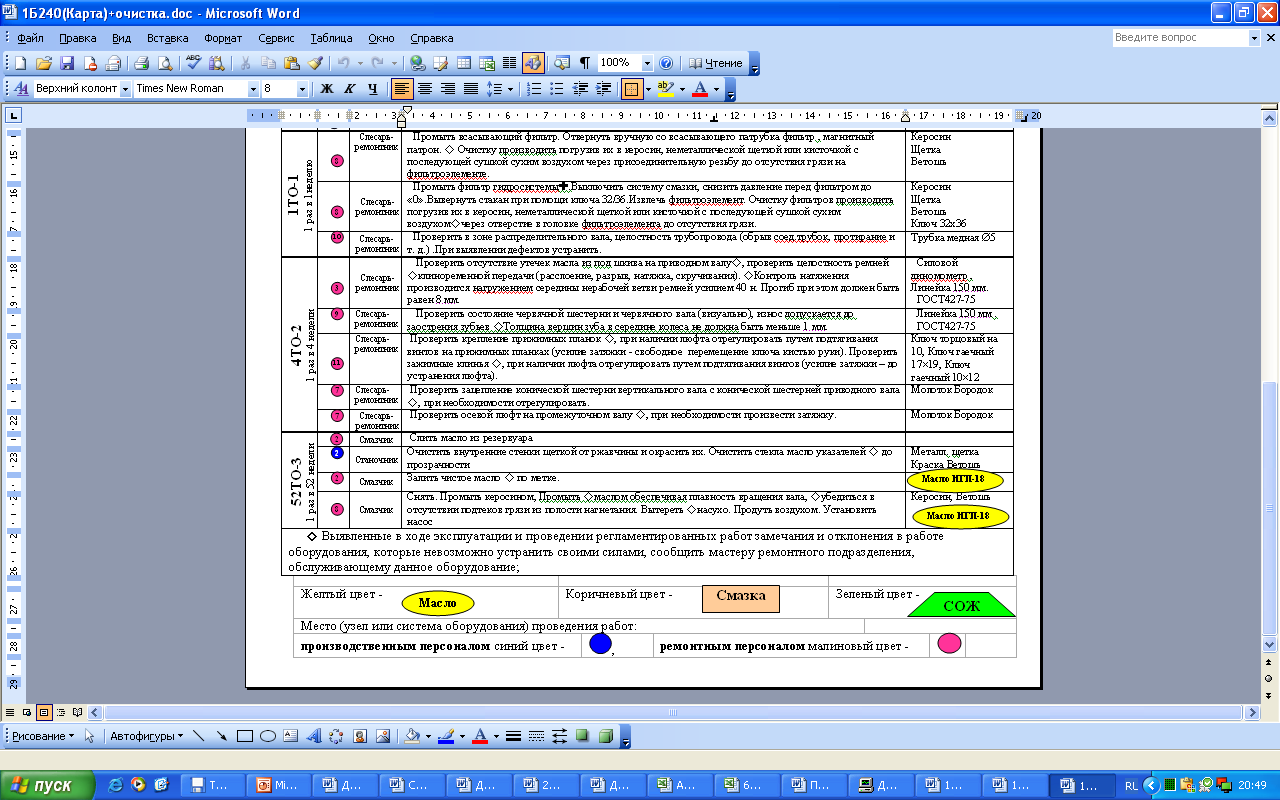
Рис.17.6. Карта стандартных операций
В первой колонке указывается вид работ и периодичность. Например, 0ТО-0 означает, что данный вид работы проводится ежесменно, 4ТО-1 – 1раз в 4 недели, 26ТО-2 –1 раз в 26 недель.
Во второй графе указывается место проведения данного вида работы (цифра), цвет показывает, кем она проводится.
В графе «Специальность» показывается, кто проводит данное обслуживание
В графе «Выполняемые работы и требования» дается детальная характеристика выполняемой работы с указанием технических требований, требований по качеству и безопасности.
В последней графе указывается инструмент, с помощью которого проводится данный вид работ.

Рис.17.7. Схема расположений мест маркировки
На данной схеме показываются места проведения стандартизированных работ по ТОПК и смазке согласно их принадлежности (слесарь-ремонтник, электромонтер, оператор)
Последовательность выполнения работ по ТОПК технического состояния оборудования такова. Специалисты подразделения, планирующего ремонт, разрабатывают для каждой ремонтной бригады план работ по техническому обслуживанию, смазке и ремонту оборудования на неделю, в срок до пятницы перед планируемой неделей. Наименование работ по техническому обслуживанию, смазке оборудования переносятся из годового плана ТОПК.
На основании плана работ по техническому обслуживанию, смазке и ремонту оборудования на неделю ремонтный мастер составляет сменные задания по техническому обслуживанию, смазке и ремонту и выдает членам ремонтной бригады до начала смены.
Члены ремонтной бригады производят работы по техническому обслуживанию и смазке оборудования, руководствуясь технологическими картами по техническому обслуживанию, а также в процессе выполнения этих работ производят записи выявленных в течение смены замечаний в «Блокнот ремонтника».
Ремонтный мастер после приемки работ по техническому обслуживанию и смазке оборудования производит записи выявленных замечаний по техническому состоянию оборудования и по дефектам в таблицу «Журнала регистрации замечаний и движения работ по техническому обслуживанию, смазке и ремонту оборудования», а также производит планирование ремонта оборудования.
При возникновении отказа оборудования мастер выдает задание на экстренный ремонт. Сведения о выполненном ремонте заносятся в «Карту отказов оборудования».
При выполнении ремонта оборудования осуществляется заявка на изготовление необходимых запчастей. После ремонта проводится обкатка станка и его сдача-приемка заказчику.

Рис.17.8. Последовательность выполнения работ по ТОПК.
Проведение стандартизированной работы – одно из обязательных и необходимых условий достижения цели: повышения общей эффективности оборудования, снижение затрат на ремонты. Цель анализа – выявить, каким образом выполняется конкретная работа и улучшить ее выполнение, устранив потери. Анализ включает в себя наблюдение за процессом, хронометраж и обработку результатов с заполнением бланков стандартизированной работы.
Далее необходимо провести обучение ремонтного персонала проведению обслуживания самым эффективным способом.