

2. Оценка эффективности работы оборудования в трм.
Чтобы понять, в каком направлении развивается предприятие, необходимо определить показатель, с помощью которого можно было бы измерять эффективность работы оборудования, и задать отправную точку. Таким показателем является ОЭО (общая эффективность оборудования).
Общая эффективность оборудования – это способ измерить, насколько эффективно используется время работы оборудования (то есть когда происходит добавление ценности).
При определении эффективного времени работы оборудования необходимо, прежде всего, исключить из общего времени работы оборудования плановые простои (обеденные и регламентные перерывы, плановое обслуживание). В результате мы получим фактическое время работы оборудования. Из фактического времени работы исключаются простои, связанные с поломками, ремонтами, переналадками, сменой инструмента и потери при запуске оборудования. Это время работы оборудования. Но в самом производственном процессе также существует ряд потерь, вызванный незначительными остановками или несоответствием режимов обработки изделия. Исключив данный вид потерь, мы получаем производительное время работы оборудования. Наконец, исключив из производительного времени оборудования потери, связанные с требованиями по качеству изделия (доводка, ликвидация дефектов) мы получим эффективное время работы оборудования.

Рис.16.2.
Эффективное время
работы оборудования
Общая эффективность оборудования (ОЭО) определяется по формуле:
![]() ,
где
,
где
ЭГ - эксплуатационная готовность, которая отражает все простои оборудования (поломки и ремонты, переналадки, смена инструмента, потери при запуске):
![]() ,
,
ПГ - производственная готовность, которая учитывает потери в производстве (снижение скорости работы, кратковременные остановки):
![]() ,
,
ГОК - готовность обеспечения качества, которая учитывает потери по качеству (дефекты и исправления):
![]() .
.
Чтобы устранить потери, связанные с особенностями функционирования оборудования, необходимо знать текущие показатели ОЭО. Рабочие, которые постоянно имеют дело со станками и механизмами, должны знать результаты измерений ОЭО. Результаты измерений следует отражать в графиках и таблицах, которыми операторы могут пользоваться, улучшая работу станков (см.рис). Регулярно анализируя работу оборудования (см. таблицу 16.1), можно установить закономерности функционирования каждого станка. Это помогает совершенствовать работу оборудования.
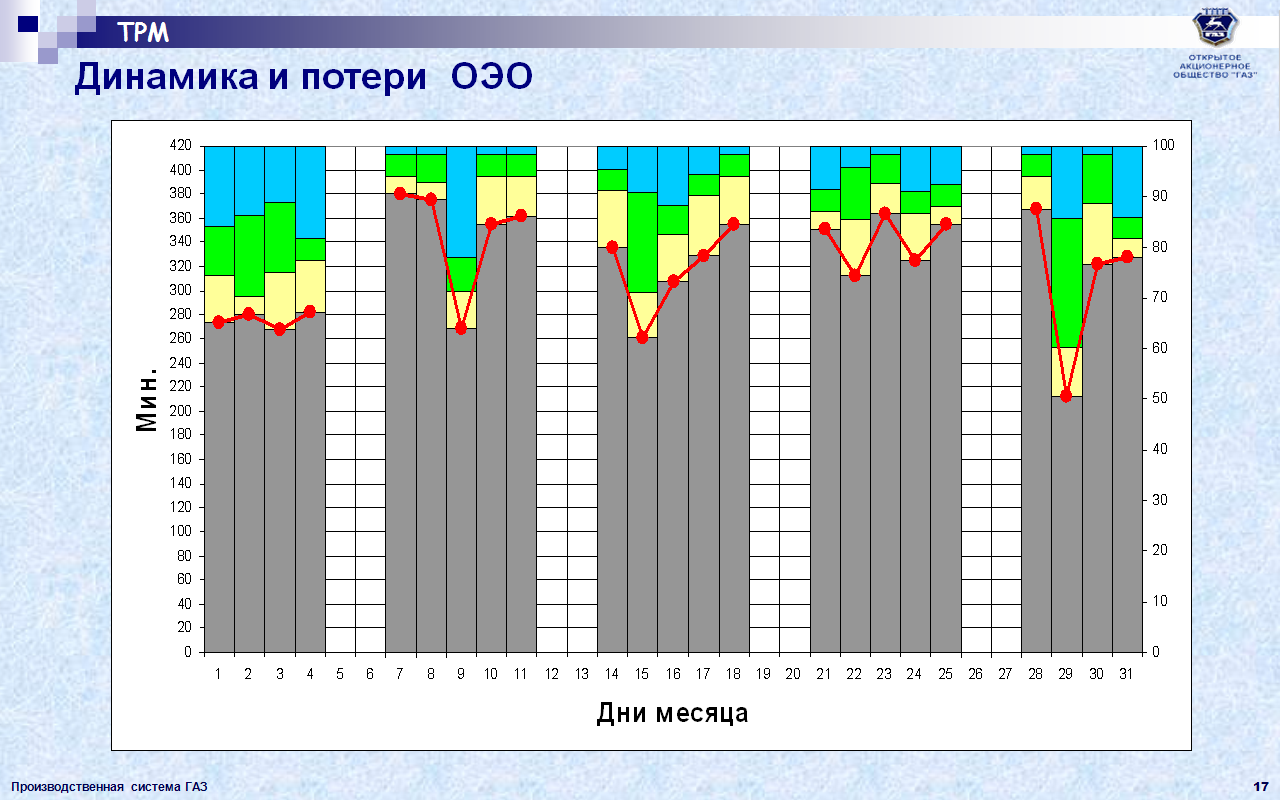
Рис.16.3. Динамика и потери ОЭО
Таблица 16.1 Вопросы для анализа работы оборудования в системе ТРМ
|
|
1 |
Лучше ли функционирует станок по сравнению с предыдущим замером показателей? |
2 |
Какие виды простоев больше всего влияют на эффективность станка? |
3 |
Когда возникли неисправности? |
4 |
Каким было качество за прошедший месяц? |
5 |
Насколько эффективно используется оборудование? |
6 |
Каково среднее время работы станка между отказами, какова частота отказов, каково среднее время работы до ремонта? |
Анализ ОЭО показывает, что больше всего снижают эффективность работы оборудования поломки и переналадка (см. рис. 16.4). Значит, наибольший эффект в повышении ОЭО даст ликвидация этих потерь.

Идеальный показатель ОЭО должен быть выше 85%.
При правильном методическом применении система TPM способна дать поразительные результаты эффективного использования оборудования:
свести практически к нулю незапланированные остановки оборудования,
минимизировать время обслуживания оборудования
долгие годы поддерживать качественные параметры оборудования (точность обработки, соблюдение технологических режимов).
Достигается это не только за счет правильной эксплуатации и грамотного технического обслуживания, а, в первую очередь, путем вовлечения операторов, работающих на оборудовании, в процесс его изучения и правильного ухода, систематических проверок и устранения мелких неисправностей, а также проведения простейшего ремонта.
Развертывание системы ТРМ осуществляется по выработанной опытом сотен предприятий процедуре и позволяет добиться радикального улучшения по шести группам показателей:
- повысить производительности труда по добавленной стоимости в 1,5-2 раза, во столько же раз увеличить загруженность оборудования и сократить число поломок и аварий в десятки и даже сотни раз;
- уменьшить число случаев брака и рекламаций в 5-10 раз;
- снизить себестоимость на 30%;
- практически исключить случаи нарушения сроков поставок и сократить объем незавершенного производства на 50%;
- исключить производственный травматизм, повлекший невыход на работу, и превышение установленных нормативов воздействия на окружающую среду;
- повысить в несколько раз инициативность персонала, измеряемую числом поданных сотрудниками рационализаторских предложений.