

Примеры: Ящик хейдзунка (Heijunka Box)
Инструмент, используемый для выравнивания ассортимента и объема производства по предприятию с помощью карточек канбан, вынимаемых через фиксированные промежутки времени носит название «ящик выравнивания» (сглаживания).
Схема типичного ящика хейдзунка представляет собой совокупность горизонтальных и вертикальных рядов ячеек, причем каждый горизонтальный ряд характеризует определенный вид продукции (один вид деталей). Каждый вертикальный ряд обозначает интервал времени (всегда одинаковый) для изъятия канбан в заданном темпе. Например, смена начинается в 7.00 утра, интервал изъятия канбан — 20 минут. Это частота, с которой рабочий изымает канбан из ящика и распределяет их по производственным процессам предприятия. Поскольку каждая ячейка задает темп движения материального и информационного потоков, каждый канбан в ячейке характеризует один питч производства одного вида продукции.
Питч равен времени такта, умноженному на число готовых изделий, помещающихся в упаковке.
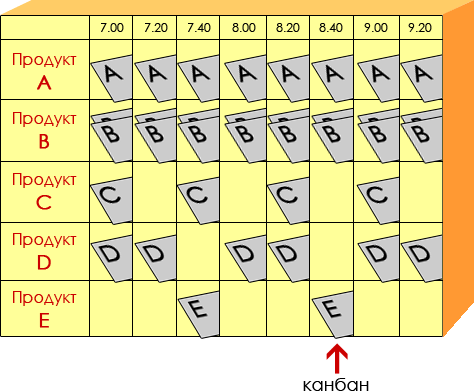
Для продукта А питч составляет 20 минут, и в каждой ячейке находится по одному канбан. Для продукта В питч равен 10 минутам, поэтому в каждой ячейке находится по два канбан. Питч продукта С составляет 40 минут, поэтому канбан расположены в каждой второй ячейке. Продукты D и Е изготавливаются в результате одного и того же производственного процесса, питч которого равен 20 минутам, а соотношение спроса на продукт D и продукт Е составляет 2:1. Поэтому канбан для продукта D расположены в ячейках, соответствующих первым двум промежуткам времени смены, а канбан для продукта Е — в ячейке, соответствующей третьему промежутку времени, и так далее в той же последовательности.
Используя ящик хейдзунка так, как описано выше, можно добиться выравнивания спроса в коротких промежутках времени (вместо того, чтобы давать в цеха информацию обо всем дневном, недельном или сменном объеме), а также сглаживания спроса по видам продукции (например, обеспечивай производство продукта В и продукта Е небольшими партиями в равномерном соотношении).
.
Основные МОМЕНТЫ
Хейдзунка является эффективным инструментом минимизации запасов, капитальных затрат, рабочей силы и времени производственного цикла по всему потоку создания ценности.
Целями хейдзунка являются сокращение времени выполнения заказа, исключение простоев заказчика, обеспечение равномерной загрузки оператора, сокращение объёмов незавершенного производства.
На этапе стандартизации рабочих мест необходимо разбить выполняемые операции на минимальные элементы и определить время циклов всех операций по всем изделиям.
Таблица сбалансированной работы потока простых и сложных изделий имеет вид столбчатой гистограммы, на которой отображается время цикла для изготовления простых и сложных изделий по рабочим местам, а также рассчитанное время такта.
Определение соотношения сложных и простых изделий проводится исходя из объёма ежедневного заказа по каждому изделию.
Если средневзвешенное время цикла меньше времени такта, то работа выполнима. Если больше, то необходимо уменьшить количество элементов в операциях.
Равномерность потока при изготовлении одним оператором простых и сложных изделий обеспечивается возможностью его перемещения в соседние рабочие зоны, что достигается чередованием изготовления простых и сложных изделий.