2.3 Схема сборки узла
Схема сборки узла предполагает следующую последовательность выполнения работ
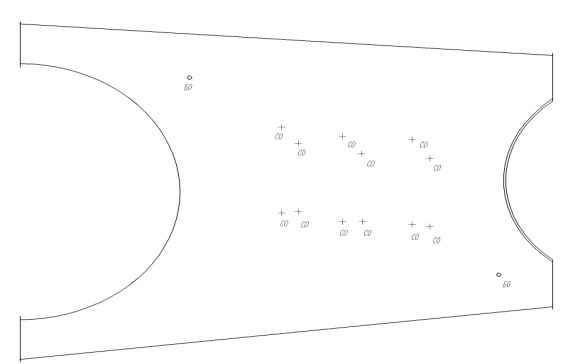
Установка в приспособление стенки 4
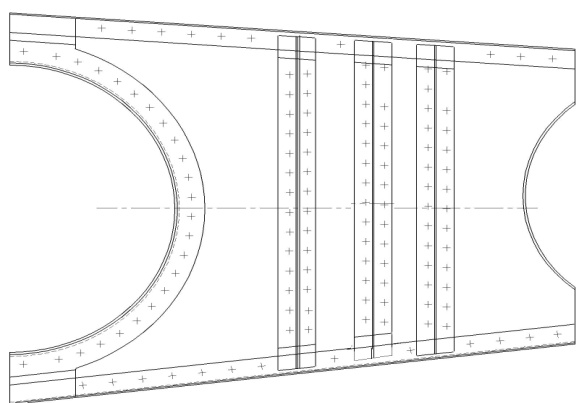
Установку в приспособление верхнего пояса1
Установку в приспособление нижнего пояса2
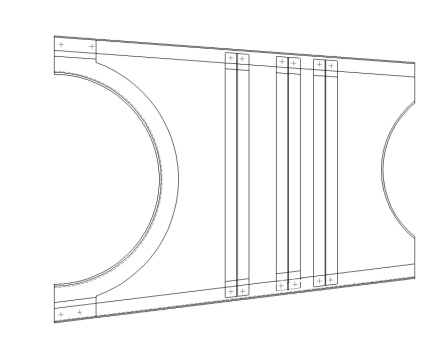
Установку в приспособление бокового пояса3
Установку на стенку стоек жестки 5 и 6 по СО и фиксацию их ТБ
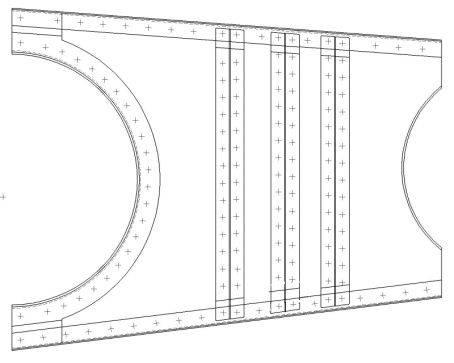
Сверление по разметки отверстий поясов, стоек совместно со стенкой
Разметка и сверление отверстий в тройных пакетах
Разборка зачистка снятие фасок, заусенцев, контроль, сборка на ТБ
Соединение пакетов на клепальном прессе КП-503М
Контроль швов, точности обводов.
Данный узел содержит большое количество заклепочных соединений, и удобные подходы для совершения прессовой клепки. Клепку выполнить на клепальном прессе, то есть весь процесс сборки выполняется за две операции, а названные работы будут переходами этой операции.
2.4 Укрупненный технологический процесс сборки
Укрупненный технологический процесс сборки концевой части 5-й нервюры ГО представлен в таблице 2
2.4.1 Требования к законченности деталей при поставке на сборке
Основные требования по изготовлению деталей представлены в технических требованиях на поле чертежа.
Принятые технические решения обуславливают дополнительные требования к конструкции детали поступающей на сборку.
Требования к законченности деталей узла:
На сборку детали поступают в следующем состоянии:
Стенка (4)- задать 4 БО диаметром4,1 мм для базирования стенки в сборочном приспособлении и задать по 4 СО диаметром 3,1 мм для базирования стоек 5 и 6.
Стойки 5, 6 задать по 4 СО диаметром 3,1 мм.
Таблица 2-Укрупненный технологический процесс
Операция |
Переход |
Метод |
Эскиз |
Инструмент, оснастка, оборудование |
Примечание |
||||||
№ пп |
Содержание |
№ пп |
Содержание |
||||||||
1.1
|
Сборка узла в сборочном приспособлении |
1.1 |
Установить стенку в сборочное приспособление поз.4 |
Вручную |
|
Сборочное приспособление |
Базирование по опорной плите с базовыми отверстиями с применениями технологических нормалей(штыри) |
||||
1.2 |
Установить верхний и нижний пояс в сборочное приспособление поз 1,2 |
Вручную |
|
Сборочное приспособление |
Крепить винтовыми прижимами к плоскости рубильника и опорной плите |
||||||
1.3 |
Установить боковой пояс в сборочное приспособление поз 3 |
Вручную |
|
Сборочное приспособление |
Крепить винтовыми прижимами к плоскости рубильника и упорам
|
||||||
Cм продолжение на следующей странице
Продолжение таблицы 2
|
|
1.4 |
Установить стойки жесткости на стенку |
Вручную |
|
Ключ, отвертка |
Соединять по СО, фиксировать на ТБ |
1.5 |
Сверлить отверстия в деталях 1;2;3;4;5;6 |
Вручную по разметке |
|
Сверло диаметром 3.5 в деталях1;2, в детали 3, сверло диаметром 4.1 мм, в деталях 5;6 сверло диаметром 2,7 мм. Пневмодрель, ключ. |
Сверлить все отверстия в поясах, стоках и стенке совместно. |
||
1.6 |
Разметить и сверлить отверстия в тройных пакетах деталей 1,2,3,4,5,6 |
Вручную |
|
Сверло для сверления в деталях 1;2;3;4 диаметром 3,5 мм, для деталей1;2;4;5;6 диаметром 3,8 мм. Линейка карандаш, керн, пневмодрель, ключ |
Разметить отверстия в соответствии с чертежом |
Продолжение таблицы см. на след. странице
Продолжение таблицы 2
|
|
1.7 |
Снять деталь со сборочного приспособления, разобрать, снять фаски в отверстиях, контроль, собрать обратно. |
Вручную |
|
Зенковка 2,6х90, пневмодрель, ключ, отвертка, Калибр пробка, калибр перпендикулярности, щетка |
Очистить от стружки, снять фаски |
|
2.2 |
Соединить детали поз1;2;3;4;5;6 |
Пресс КП-504М |
|
Пресс КП-504М |
Установить заклепки |
|
Контроль |
|
Контроль заклепочных швов. Проверка правильности швов. |
Измерение прямолинейности |
|
Линейка |
|
|
|
|
|
Проверка замыкающих головок |
Измерением замыкающих головок |
|
Калибр скоба |
|
|
|
|
Контроль сборки узла, контроль обводов узла, проверка зазоров |
Измерением |
|
ШК, щуп |
|