

4 Жұмыстың орындалу тәртібі
Ең алдымен «Rominat A3» (1-сурет) машинасының құрылымдық схемасымен және техникалық сипаттамасымен танысу қажет.
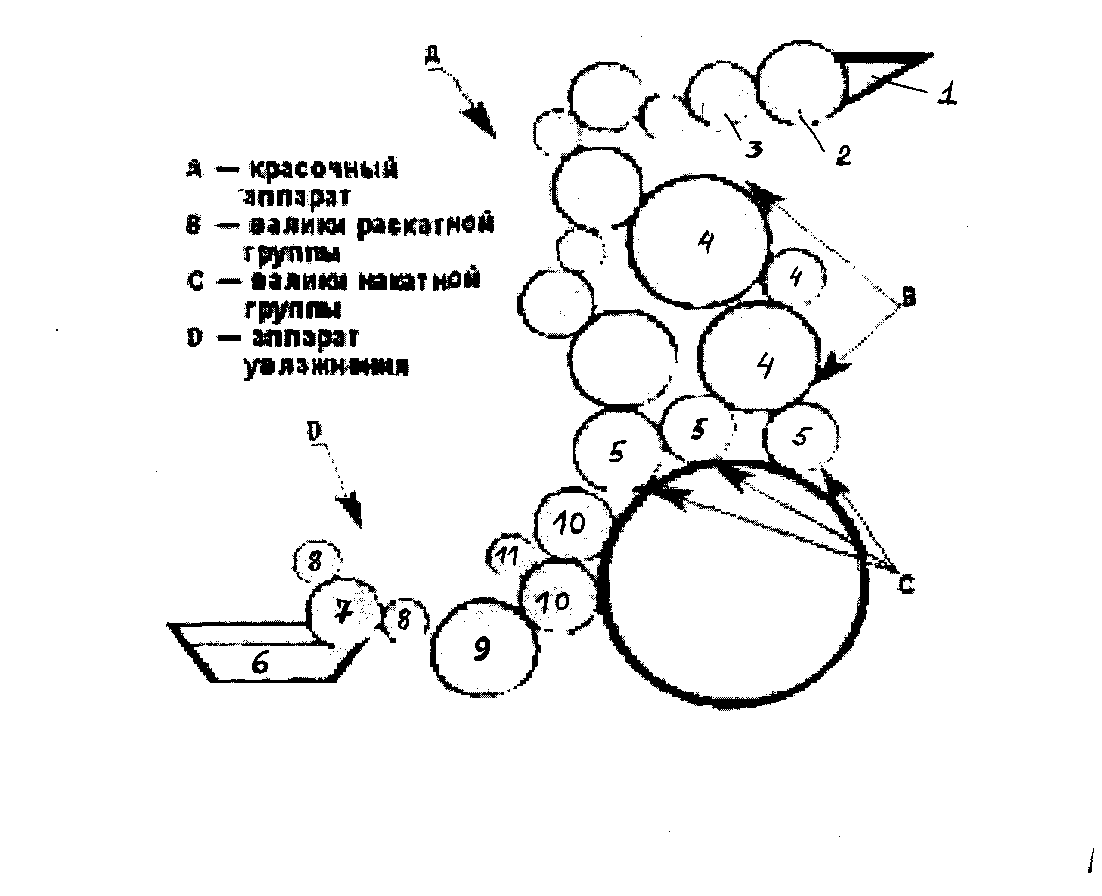
«Rominat A3» – басу машинасының негізгі құрылғыларына жатады: басу аппараты,бояу аппараты, ылғалдандырғыш аппараты, қағаз өткізу жүйесі.
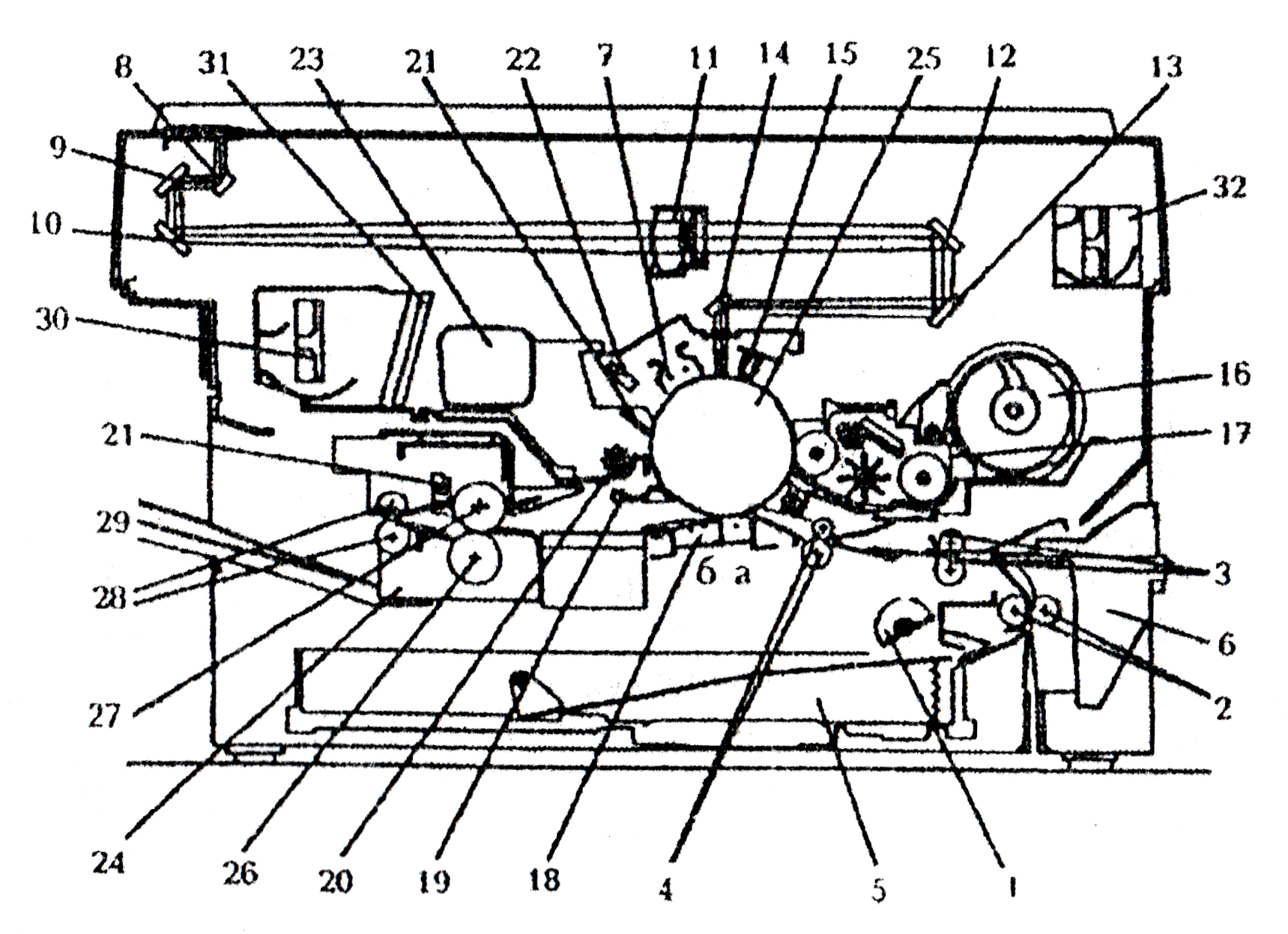
Басу аппараты үш цилиндрден тұрады: формалық (1), офсеттік (2), басу (3). Олардың қызметі офсеттік басу принципіне негізделеді: формалық цилиндрдегі басу формасындағы (4) элементтерден бояу машинаның жұмыс істеу барысында қысымның әсерінен офсеттік цилиндрдің резеңкематалы покрышкасына өтеді, содан кейін барып қағазға беріледі. Осы кзде басу формасында тура бейне, офсеттік покрышкада айналық бейне, қағазда тура бейне пайда болады.
Форма және таңбада біркелкі бейне алу үшін және цилиндрдің сырғанауын болдырмау үшін, олардың диаметрлері жұмыс жағдайында бірдей болу қажет.
Формалық цилиндрдің ілгіштері бар планкада перфорирленген формаларды бекіту үшін арнайы қысқыш құрылғысы және формамаен бірге сәйкестендіру кезінде радикалды және диагональды бағыттарда жыжыту құрылғысы бар. Жылжу мәні милиметрлік шкала бойынша бақыланады.
Офсеттік цилиндрде офсетік покрышка бекітіледі. Ол декель ролін атқарады.
Басу цилиндрі бірнеше функция атқарады: басу қысымын тудырады және арнайы қармауыштың көмегімен бетті қабылдау-шығыру құрылғысына тасымалдайды.
Бояу аппарты қажетті мөлшерде бояудың берілуін, оның арнайы құрылымды-механикалық қасиеттерін алу үшін жаймалау барысында басылым элементтерге тегіс қалыңдықта жайылуын қаматамасыз етеді. Бояу аппараты бояу жәшігінен (6), пышақ (7), дукторлық цилиндрден (8), беретін біліктен (9) тұратын қоректендіргіш тораптан, жаятын цилиндрлер (10,11) мен жаятын біліктерден (12) тұратын жаятын топтан және жағатын біліктерден (13) тұратын жағатын топтан тұрады.
Бояудың жалпы берілуін дуктолық цилиндрдің бұрышын өзгерту арқылы, ал форманың жеке учаскелеріне бояудың жергілікті берілуін бояу пышағын қысып тұрған бұрамалар (14) арқылы реттейді.
Ылғалдандырғыш аппарат бояудың формаға жағылу алдында ашық элементтерге ылғалдандырғыш ерітіндінің жұқа қабатын жағуға арналған. Ол ылғалдандырғыш ерітіндіге арналған ваннадан (15), дукторлық цилиндр (16), беретін білік (17), қабылдап-таратқыш цилиндр (18), ылғал жағатын біліктер (19), қысатын немесе тазартқыш цилиндр (20), резеңкелі ракельден (21) тұрады.
Ылғалдың жалпы берілуін дуктолық цилиндрдің бұрышын өзгерту арқылы, ал жергілікті берілуін резеңкелі ракельдің жағдайын өзгерту арқылы реттейді.
Қағаз өткізу жүйесі пневматикалық самонаклад арқылы қағазды береді де, оны көлбеу столы арқылы тасымалдап, басу цилиндріне беріп, шынжырлы тасымалдағыш арқылы қабылдау столына шығарады.
Қағаз бумасының жоғарғы бетінің тұрақты деңгейін қаматамасыз ету үшін, қағаз алынған сайын автоматты түрде көтеріліп отыратын самонакладтың стапельдік столына (22) қағаз бумасы салынып отырады. Үрлегіштер (23) арқылы буманың жоғарғы бетіне ауа жіберіледі, ал алты сорғышы бар штанга (24) жоғары бетке түсіріліп, бұрылған кезде бетті бумадан бөледі. Беттерді бөліп тұратын серіппе (25) арқылы бірнеше беттің беріліп кетпеуін қадағалайды.
Вакуумның арқасында сорғыштарға беттің алдыңғы шеттері арқылы самонакладтың көлбеу столының шығаратын цилиндр (26) және шығаратын ролик (27) арасына орналасқанша қысылып, ұсталып тұрады. Көлбеу столда алдыңғы тіректерге беттердің бір-бірлеп жылжуын қамтамасыз ететін тесьмалық тасымалдауыш (29) бар. Тесьма резеңкеленген роликтермен (30) тартылған. Парақтарды тесьмаға қысу үшін қағаздың қалыңдығына қарай серіппе арқылы реттелетін жүктемені немесе қысықыш роликтер (31) қысады.
Жоғары жылдамдықты жұмыс кезінде немесе жұқа қағаз қолданған кезде самонакладтың көлбеу столында беттің форматына байланысты штанга бойымен жылжи алатын металдық қысқыш планкалар (32) орнатылады.
Алдыңғы тірекке жақын қысатын роликтер беттердің алдыңғы шеті алдыңғы тірекке келген кезде, беттердің артқы шетіне 0,5мм жетпей орналасуы керек.
Алдыңғы тіректер (33) басу цилиндріне беттерді берер алдында олардың шеттерін 0,1-0,2мм шектікте теңестіріп, қажет жағдайда форманың елеусіз қисықтығын жояды. Бүйірлік теңестіру механизмі (34) беттерді көлденең бағытта 3мм шектікте теңестіреді.
Машинада екі беттің бірден өтіп кетпеуі үшін, беттің қалыңдығына қарй реттеліп отыратын механикалық бақылау құрылғысы (39) раманың алдыңғы штангасына орнатылады.
Қағазды теңестіргеннен соң, басу цилиндрінің қармауыш клапандары (35) арқылы алынып, басу процесі жүреді, содан кейін парақ шынжырлы тасымалдауыш (37) қармауышы (36) арқылы басылған бет қабылдау столына (38) шығарылады.
Кіші форматты басу машиналарын басуға дайындау операцияларына жартылай өнімді дайындау (қағаз, бояу, форма, декель материалдары, басу машиналарының тораптарын реттеу) жатады.
«Rominat A3» басу машинасының техникалық сипаттамасы:
Қағаз парағының максималды өлшемі, мм |
307х440 |
Қағаз парағының минимальды өлшемі, мм |
110х148 |
Максималды басу аймағы, мм |
297х430 |
Қағаз салмағы, г/м2 |
30-350 |
Қағаз қалыңдығы, мм |
0,4 |
Басу жылдамдығы, отт/час |
10 тыс. |
Қағаз беру астауының биіктігі, мм |
940 |
Қағаз қабылдау астауының биіктігі, мм |
420 |
Басу қалыбының өлшемі, мм |
0,15 (0,1) х 307х478 |
Резиналық полотно өлшемі, мм |
1,9х312х510 |
Габариті, мм |
1610х890х1510 |
Салмағы, кг |
840 |
«Rominat A3» басу машинасын тиражды басуға дайындаудың технологиялық процесінің схемасы
Қағазды дайындау |
Қағазөткізу жүйесін дайындау |
Декелді дайындау |
Басу аппаратын дайындау Басу қысымын реттеу |
Басу қалыбын бақылау |
|
Ылғалдауыш ертіндіні дайындау |
Ылғалдауыш аппаратты дайындау |
Бояуды дайындау |
Бояу аппаратын дайындау |
|
Бақылау таңба алу |
|
Бекіту |
|
Таралымды басу
|
Қағаз өткізу жүйесінің дайындығы самонакладтың стапельдік столын қағазбен зарядтаудан басталады. Қағаз тура орталыққа орналасуы қажет. Қағаздың өлшемі бойынша бүйірлік сызғыштар және шеттік шектегіштер, сонымен қатар үрлегіштер мен сорғыштарға берілетін ауаның мөлшері реттеледі; сүңгі көмегі арқылы стапельдік столды қолданылатын қағаз қалыңдығына қарай автоматты көтеріліп отырылуы реттеледі, орташа қалыпқа бүйір және алдыңғы тіректер қойылады; қағаздың қалыңдығына қарай басу цилиндрінің қарамауышы реттеледі және барлық жүйе арқылы қағаз өткізілгеннен кейін қабылдау столындағы машинаның негізгі бөлігін қолмен айналдыра отырып, бүйірлік итермелеуіштер және артқы тірек орнатылады.
Басу аппаратын дайындау формалық және офсеттік, офсеттік пен басу цилиндрлерінің арасындағы саңылауды реттеуден басталады. Олардың мәндері машинаның паспортындағы берілген шамаларына сәйкес орнатылып, сүңгілер көмегімен өлшенеді. Саңылау мөлшеріне цилиндрлер арасындағы қысым тәуелді. Содан кейін қысқыш планкаларда машинаның өлшеміне сәйкес тік бұрышты кесілген офсеттік покрышка бекітіледі. Декельдің құрамы әр түрлі болуы мүмкін: резеңкематалы, қаптама т.б. Материал декельдің деформациялану мәніне байланысты таңдалады. 500 таңба алғаннан кейін офсеттік покрышканы міндетті түрде тарту керек.
Басу цилиндрін дайындауға қармау механизмдер жұмысын тексеру, офсеттік және басу цилиндрлері арасындағы қысымды милиметрлі градирленген шкала бойынша қағаз қалыңдығы бойынша орнату жатады.
Ылғалдандырғыш аппартты дайындау дукторлық цилиндр орналасқан ваннаны ылғалдандырғыш ерітіндімен толтырудан басталады. Біліктерді орнатып, ылғалдың берілуін реттеуден тұрады.
Алдын ала ылғалдандырғыш ерітіндінің РН мәні РН-метрлер немесе индикатор қағаздары көмегімен тексеріліп, қажет жағдайда ерітінді құрамын, компоненттерінің концентрациясын өзгерту арқылы қажетті РН мәнін алуды жүзеге асырады. Біліктердің цилиндрге қысылу дәрежесі сүңгі немесе қалыңдығы 0,1-0,2мм пластмассалы пленка көмегімен реттеледі. Олар ылғалдың тегіс жайылуы үшін біліктер ұзындығы бойымен оңай суырылып алынуы қажет.
Бояу аппаратн дайындамастан бұрын бояуды дайындау қажет; қажет болған жағдайда бояудың басу-техникалық қасиеттеріне түзетулер енгізу қажет.
Бояу аппаратын дайындау беретін білікті орнату, бояу жәшігін бояумен толтыру, бояудың формаға берілуін реттеуден тұрады. Жағатын біліктердің формаға қысылу дәрежесін байланыс аумағындағы бояу ізінің ені бойынша реттеледі. Қысылу дәрежесі біліктерде -3,7мм, 4,8мм, 4,4мм, ал біліктердің цилиндрге қысылу дәрежесі сүңгі немесе қалыңдығы 0,1мм пластмассалы пленка көмегімен реттеледі.
Машинаның барлық тораптарын тексегеннен кейін, орнатылған форманың декстрин қабатын алып, машинаны бос жүріске қосады. Содан кейін ылғалдандырғыш аппартатты, бірнеше айналымнан кейін бояу аппаратын іске қосады. Бірінші 15-20 айналымнан соң машинаны ісктен шығарып, форманы қарап, ылғалдану және бояу жағылу сипатын тексереді. Содан кейін қысым механизмін және самонакладты қосып, 2-3 бақылау таңбаларын алады да, крестері бойынша сәйкестендіру дәлдігін бағалайды.
Сәйкестендіру операциясынан кейін бояудың жергілікті және ортақ берілуіне реттеу жүргізіледі. Плашка бойымен шағылған зоналық оптикалық тығыздықты денситометрлік бақылау арқылы жүргізеді.
Жабдықтар мен материалдар
«Rominat A3» - машинасы, денситометр, форма, бсу бояулары, қағаз, жуатын, жағатын материалдар.
№4 тәжірибелік жұмыс
Quickmaster DI 46-4 цифрлық офсетті басу машинасының жұмысымен танысу.
Жұмыстың мақсаты
DI типті офсетті басу машинасының жұмысы мен оның құрылу ерекшеліктерімен танысу. Осы машинада басылған басылымның сапасын бағалау.
Жұмыстың мазмұны
Quickmaster DI 46-4 басу машинасының сипаттамасына байланысты жұмыс істеу схемасымен, басу машинасына арналған басу формасын дайындау әдісімен, құрғақ офсеттік басу әдісінің ерекшеліктерімен танысу;
Машинаны басуға дайындау ерекшеліктерімен танысу;
Басылым сапасын бағалау.
Теориялық негіздемесі
«Heidelberg» фирмасы шығарған Quickmaster DI 46-4 басу машинасында «Computer-to-print» принципі және «құрғақ» офсеттік жазық басу әдісі қолданылады.
Жазық басу әдісінде басу және ашық элементтер басу формасының жазықтығы бойынша біркелкі орналасады.
Құрғақ офсеттік басу әдісінде форманың ашық элементтерінің беттік энергиясы өте төмен болады. (Басу элеменнтерінің беттік энергиясы 40 мН/м, ашық элементтерде 20 мН/м). Бояудық беттік энергиясы орташа болады. Физикалық химия заңы бойынша бояу жоғары беттік энергиясы жоғары бетке жағылып, адгезиялық қасиет көрсетеді. Құрғақ офсеттік басу формасының ашық элементттері беттік энергиясы төмен силиконды полимерден жасалады. Бояу біліктері басу формасының ашық элементтерімен түйіскенде бояу білікте қалады, ал басу элементтерінде бояу оған көшеді.
Басу формасын дайындау. Quickmaster DI 46-4 басу машинасында силиконды формалық материал қолданылады және «Realdry» басу формасын дайындау технологиясы бойынша орындалады. Формалық материал полиэфирлі пленкадан тұрады, оның үстіне өте жұқа титанды қабат жағылады. Ал оның үстінен 2,5 мкм қалыңдықта силиконды қабат жағылады. Бейне толқын ұзындығы 830 нм лазерлік инфрақызыл сәулемен жазылады. Сәуле титандық қабатта жұтылады (2.1 сурет).
Соның нәтижесінде сәулеленген аймақ қызады. Силикондық қабатта термиялық абляция (ұсақ бөлшектерге бөліну) жүреді. Экспонирленген соң оны сумен жуып, форманы термиялық бұзылу қалдықтарынан тазалайды. Сәулеленген аймақта бояуды жақсы қабылдайтын полиэфирлі негіз айқындалады. Форманың таралымға төзімділігі 20 мың баспа-таңба.
Quickmaster DI 46-4 басу машинасын құрылымы. Машинаның негізгі функционалды элементіне растрлік процессор (RIP) жатады. Машина құрылымы планетарлық. Ол 4 секция, яғни бояу аппараты, формалық цилиндр, офсеттік цилиндр және басу цилиндрінен тұрады. Қағазды айналып тұрған басу цилиндрі іліп алып, барлық төрт секция арқылы өткізеді. Оған кезекпен қара, көгілдір, күлгін және сары бейне жағылады.
Сурет 2.2 Формалық материалдың құрылымы
және басу формасын дайындау: 1- силиконды
қабат, 2- титанды қабат, 3- полиэфирлі
астар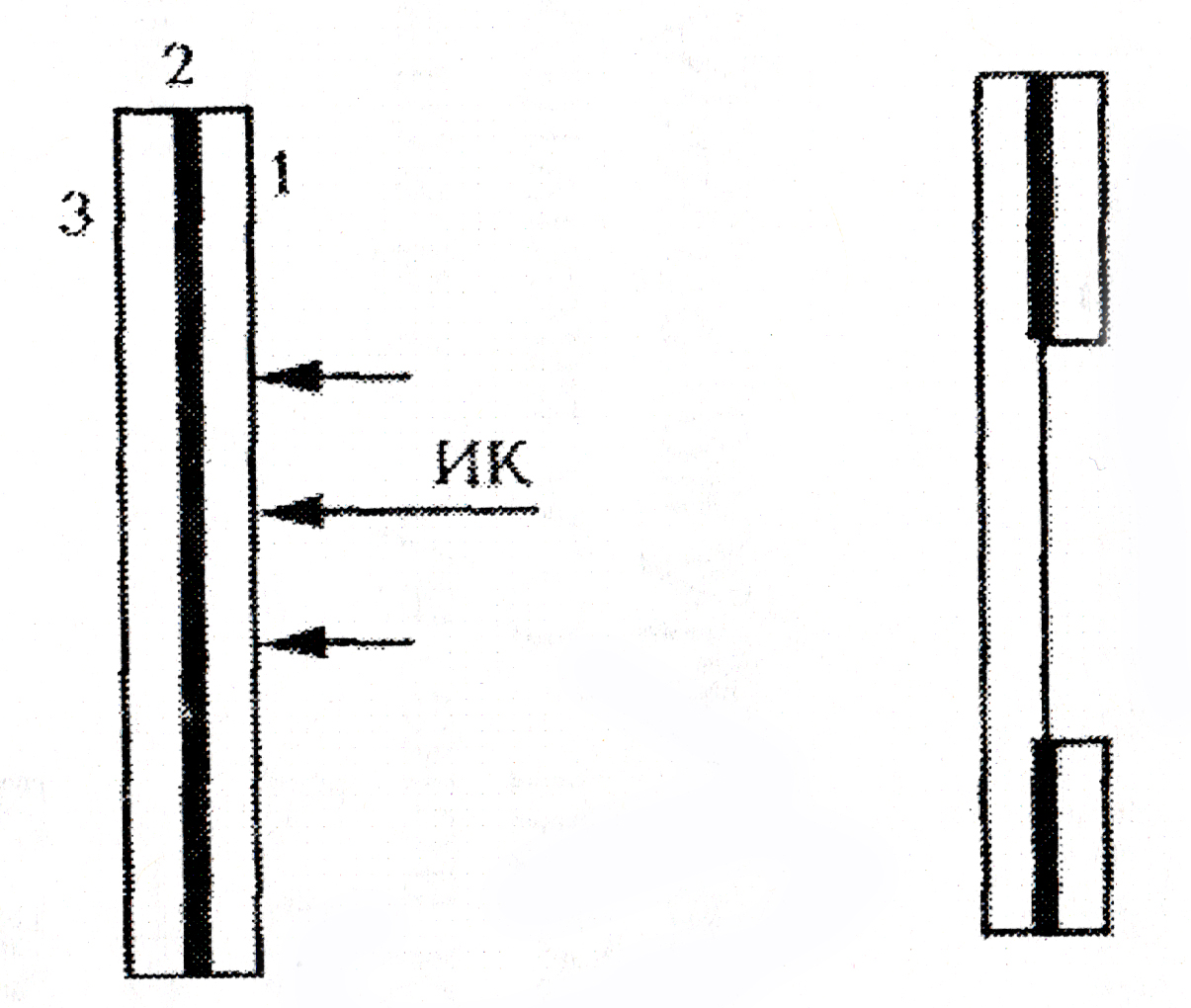
Басу цилиндрінің төрт ілгіші бар, сондықтан онда бір мезгілде 4 қағазбен жұмыс істеуге болады. Мұндай құрылым дәл келтіруді (точная приводка) жеңілдетеді. Машинада рулонды формалық материал қолданылады. Дайындалған форма рулонға оралады. Экспонирлеу үшін «Presstek» фирмасы шығарған «ProFire» лазерлік құрылғысы қолданылады.
Тапсырыспен жұмыс істеу. «Quickmaster DI 46-4» машинасында PostScript, PDF тағы да басқа форматта беттеліп келетін RІР-ке түседі. Тапсырыс растрленеді және Ethernet желісі бойынша буферлік есте сақтау құрылғысында сақталады. Графикалық басқару пульті арқылы басушы кез-келген тапсырысты таңдай ала алады.
Осы графикалық пульті арқылы тапсырысты басуға дайындайды. Басу алдында бейнені монитор арқылы бақылап отырады.
Машина жұмысы ең алдымен формалық материалды барлық секциядан өткізіп, содан соң лазерлік сәуле арқылы бейне жазылады. Ол кезде нүктелендіру мүмкіндігі 1270 - 2540 dpi, яғни 50 - 100 нүкте/мм, ал нүкте өлшемі 35 мкм тең болады. Бұл операциялардан кейін форма экспонирленіп, ол автоматты түрде жуылады. Егер нүктелендіру мүмкіндігі төмен болса, онда форма - 4 мин-та , ал жоғары болған жағдайда - 12 мин-та жазылады.
Содан кейін басу жылдамдығы сағатына 10 мың баспа табаққа дейін шығарылады. Тапсырысты жылдам кептіру үшін қажет болған жағдайда жылдамдытылған кептіру аппараты қолданылады. Ол Quickmaster DI 46-4 басу машинасы «Heidelberg DryStar» инфрақызыл - кептіру жабдығы қолданылады.
Жұмыстың орындалу реті
Quickmaster DI 46-4 басу машинасының сипаттамасы бойынша құрылысымен танысу;
Quickmaster DI 46-4 басу машинасында басылған тест-обьектінің сапасын анықтау;
Басылатын өнімнің басу процесін және рұқсат ету мүмкіндігін анықтау, өнім сапасын бағалау.
Керекті құрал-жабдықтар мен материалдар
Quickmaster DI 46-4 басу машинасында басылған тест-обьекті;
2) Көрінетін диапозондағы 6300 (63200) Jenway 6300, UV mini 9240. маркалы спектрофотометрлері;
3) Рұқсат ету мүмкіндігін анықтауға арналған шкаласы бар лупа.
4) Тест- обьект.
№5 тәжірибелік жұмыс
Аналогтық типтегі ақ - қара көшіру аппаратын мысалға ала отырып электрофотографиялық процеспен танысу.
Жұмыстың мақсаты
Электрофотографиялық процесс, аналогтық типтегі ақ - қара көшіру аппаратынын құрылысымен және орташа өнімділіктегі көшіру аппаратының технологиялық мүмкіндіктерімен танысу.
Жұмыстың мазмұны
Электрофотографиялық процестің сатысымен, аналогтық типті көшіру аппаратының құрылысымен және негізгі түйінінің функциясымен танысу.
Орташа өнімділіктегі аналогтық типті көшіру аппаратының технологиялық мүмкіндіктерімен танысу.
Көшіру режимін таңдап, көп бетті түпнұсқадан көшірме алу.
Теориялық негіздемесі
Электрофотографиялық процестің сатылары. Электрофотографияда бейненің жазылуы өткізу астарынан және фотоөткізгіштің жұқа қабатынан тұратын фоторецепторда өндіріледі. Қараңғыда фотоөткізгіш - изолятор өзінің бетінде зарядты ұстауға қабілетті. Актинді жарықпен әсер еткенде ол өткізгіш қасиетке ие болады және жарықтандырылған жерлерінде заряд нейтралданады, яғни жарық түспеген жерде ғана қалады. Фоторецепторда бейнені жазу үшін астар жерге қосылу керек, ал фотоөткізгіштің беті зарядталуы керек.
Көшіру аппаратында көшірмені бекіту түйінінен басқа, айналасында барлық функционалды түйіндері бар цилиндрлі фоторецепторлар қолданылады.
Электрофотографиялық процесс 6 сатыдан тұрады.
Фоторецепторды зарядтау;
Экспонирлеу;
Жасырын электростатикалық бейнені айқындау;
Тонерлі бейненің қағазға көшуі;
Фоторецепторды тазарту;
Көшірмеде тонерлі бейнені бекіту.
Көшіру аппаратының құрылымы. Көшіру аппаратының құрылымы 3.1-суретте көрсетілген. Көшіру аппараты модулді кұрылымды. Басты модулі негізгі аппарат. Мұнда көп бетті түпнұсқалардың көшірмелерінің жиналуы мен оларды бекіту колмен жүргізілгенімен, әйнек үстіне түпнұсқаны қою арқылы іске асады. Қол еңбегін азайту үшін аппарат қосымша құрылғылармен жабдықталған. Олар: түпнұсқаны автоберу, сортер, степлер және көпбетті құжатты парақтап бекіткіш және парақты автоматты түрде беретін қосымша қағаз астауы сонымен қатар, екі жағынан көшірмелейтін дуплексті құрылғыдан тұрады.

Көшіру аппаратының аналогты технологиялық көрсеткіштері. Қазіргі заманғы орташа өндірістегі аналогты көшіру апаратының түпнұсқаны автоберу жабдығы келесі технологиялық мүмкіндіктерге ие. Ол В5 (176х250мм) форматынан А3 (176х480мм) форматына дейін қағаз бумасына автоматты түрде қағаз беруге негізделген. Қағазды қолмен беру астауының қағазды минималды өлшемі А6 (105х148мм).
Түпнұсқа ретінде түптелген түпнұсқаны (кітап, журнал), сонымен қатар, жеке парақты пайдалануға болады. Жазық және тегіс, А5-АЗ форматты түпнұсқаларды және тығыздығы 60х110г/м3 авто беру көмегімен көшірмелеуге болады.
Автоберу бірнеше түпнұсқаларды бірден бере алады немесе автоберудің арнайы құрылғысы арқылы бірден береді. Түптелген түпнұсқа арнайы белгілі бағытталып әйнек үстіне қолмен қойылады. Одан кейін «түптелген түпнұсқа» режимі тандалады да, «переплет астын өшіру» орындалады. Бұл командамен өшіру лампасының көмегімен ені 30 мм дейін орталық жолақ өшіріледі. Егер бұл команда орындалмаса түптелген түпнұсқаның түбіртегінің түсі көшірілгенде қара жолақ түрде беріледі.
Сәйкес команданы орындай отырып, бір уақытта екі бетті (оң және сол жағын) немесе бір бетін көшіруге болады. Кей жағдайда көшіру режимінің әрбір бетті жеке параққа немесе екі бетті бір парақтың екі жағына көшірілуін тандауға болады. Көп бетті түпнұсқалар үшін бірнеше көшіру режимдері болуы мүмкін. Бір жақты немесе екі жақты көшірмені екі бетке немесе бір бетке үлкейтіп көшіруге болады. Кез-келген режимдер 40 түпнұсқаға дейін басуға мүмкіндік береді. Көшірмелеу аппаратымен диапазонды панелде көрсетілген масштабты өзгертуге, кез-келген көрсетілген масштабта диапазонды 1% қадаммен таңдай алады. Стандартты размерлі (А4, А3) түпнұсқаларды автоберу құрылғысына қоюға, автоматты режимді қолдануға болады. Бұл жағдайда бейне тандалған қағаз размері мен көшіру режиміне байланысты сәйкес келуінше автоматты түрде үлкейеді немесе кішірейеді. Басқару панелі көшіру бағдарына қарай режимдердің біреуін таңдауға болады: стандартты (текст), фоторежим немесе автоматты режим. Автоматты режимде көшіру аппараты әрбір түпнұсқаның экспонирлеу жағдайын өзі тандайды. Бұл көшірмелеуде түпнұсқаның түрлі түсті немесе қара түсін көшіруде ыңғайлы. Көшірілгенде ақшыл фонда алынады.
Пленкалы материалмен жұмыс істегенде өзінің ерекшелігі болады. Кей жағдайда аппарат пленканы көрмей қалады, содан көшірілгенде ақ парақ күйінде шығуы мүмкін. Дұрыс көшірме алу үшін арнайы режим мен төменгі температура таңдалуы керек.