

Лабораторна робота № 4 вивчення будови і характеристик талевого каната
4.1 Мета роботи
4.1.1.Вивчення конструкцій талевих канатів і конструкційних матеріалів, застосовуваних у їх виробництві.
4.1.2.Ознайомлення із комплексом характеристик, якими характеризується конструкція, технологія виготовлення та експлуатаційні властивості талевих канатів.
4.1.3.Ознайомлення із нормативною документацією, якою регламентуються вимоги до талевих канатів та їх умовні позначення.
4.2 Тривалість і місце проведення заняття
4.2.1.Лабораторія кафедри.
4.2.2.Тривалість проведенняя заняття – 2 год.
4.3 Основні теоретичні відомості
Для з’єднання бурової лебідки із кронблоком застосовуються сталеві дротяні канати, які називаються талевими. В процесі експлуатації талеві канати піддаються розтягу і численним перегинам на шківах кронблока, талевого блока і на барабані лебідки, внаслідок чого відбувається їх втомне руйнування. Зовнішні дротини канатів спрацьовуються при терті по жолобах шківів і ребордах барабана лебідки. Важкі умови роботи і недостатня довговічність спричиняють значне споживання самих канатів і суттєві витрати часу на їх заміну, що негативно впливає на техніко-економічні показники буріння. Міцність талевих канатів визначає безпеку бурової бригади.
За ГОСТ 16853-88 талеві канати для установок експлуатаційного і глибокого розвідувального буріння виготовляються в трьох виконаннях, що різняться матеріалом осердь:
1 – із металевим осердям (МС);
2 – із органічним трипасмовим осердям (ОС);
3 – із пластмасовим стержневим осердям (ПС).
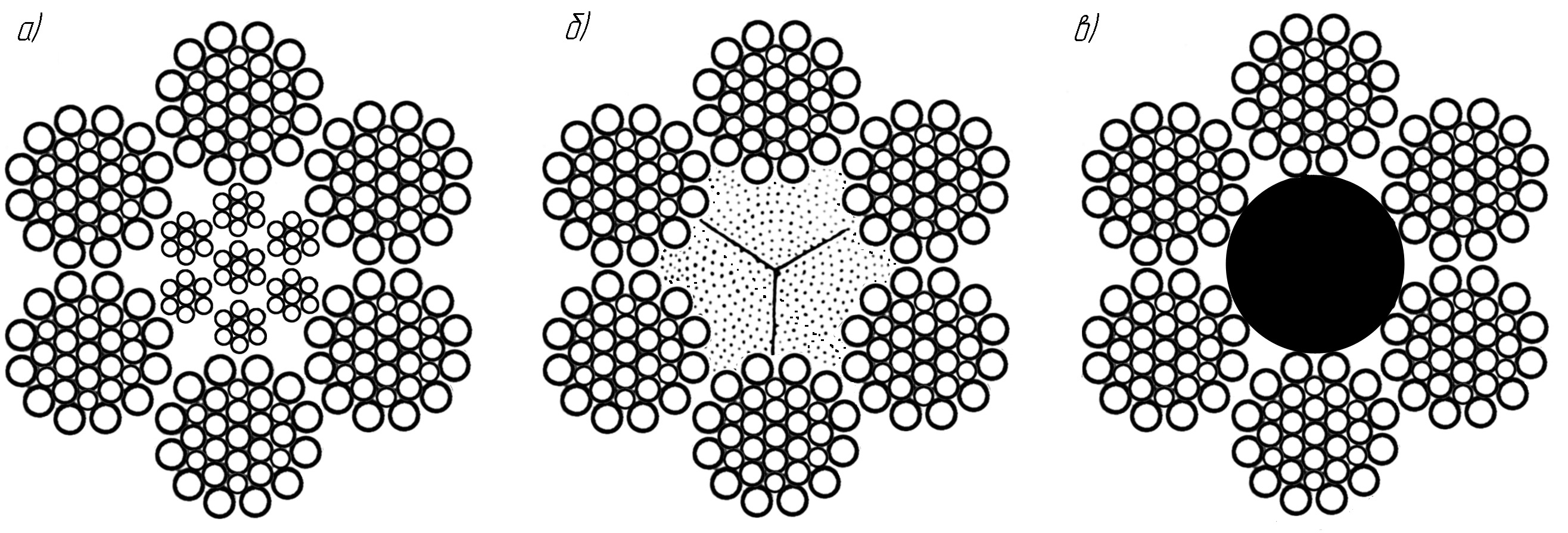
Рисунок 4.1 – Перерізи шестисталкових талевих канатів типу ЛК-РО конструкції 631 (1+6+6.6+12):
а – канат з металевим осердям конструкції 77=49;
б – канат з органічним трипасмовим осердям;
в – канат з пластмасовим стержневим осердям
Діаметр каната вимірюється як діаметр кола, описаного довкола його поперечного перерізу (рисунок 4.2).
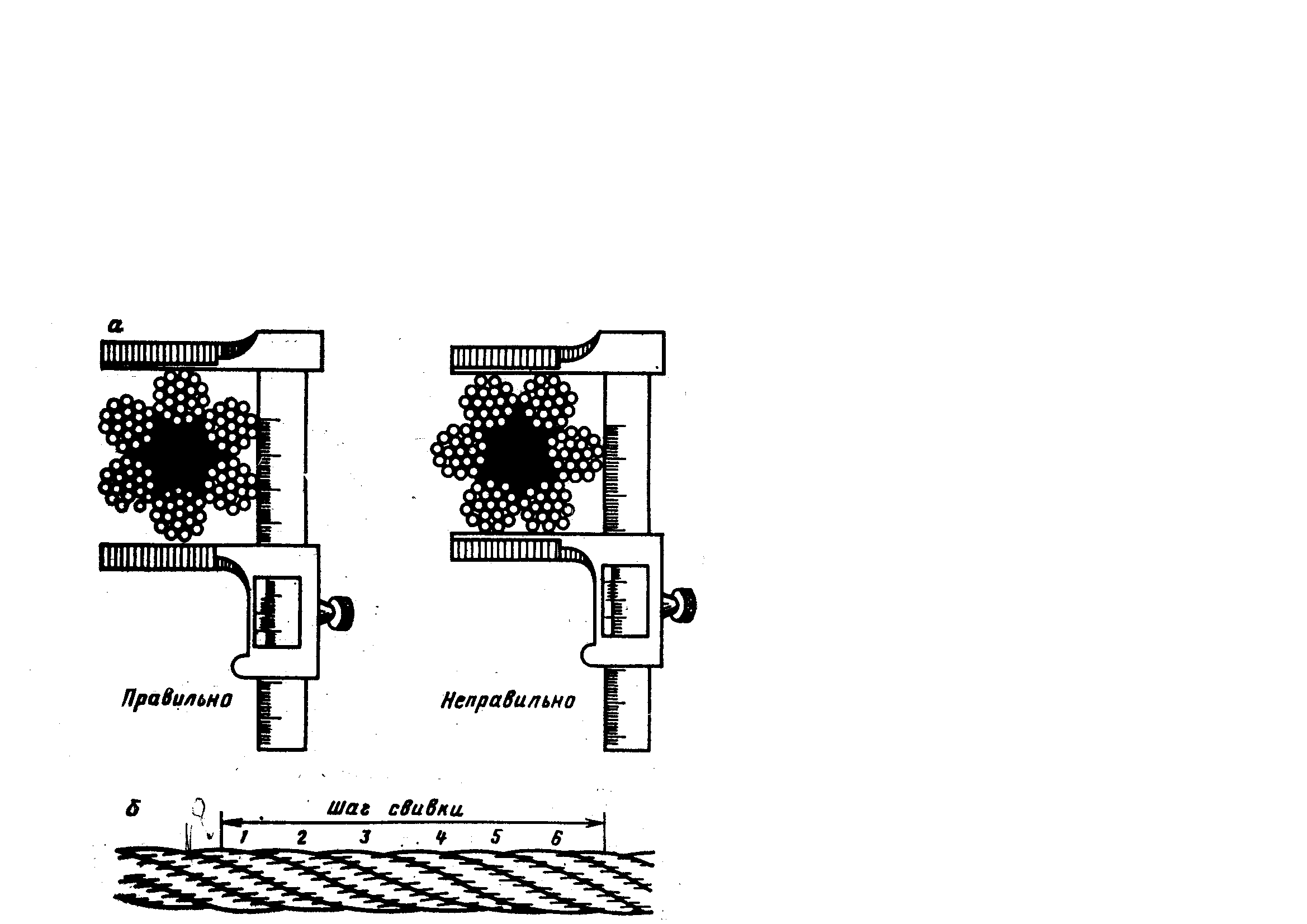
Рисунок 4.2 - Вимірювання діаметра а і кроку сукання шестисталкового канату б
Крок сукання сталок каната вимірюється вздовж твірної (осі) як відстань між двома однойменними точками зовнішніх дротин, розташованих через кожні k+1 сталки, де k - число сталок в канаті.
Дротини для канатів виготовляють із високовуглецевої сталі з добавками 0,4-0,7 % марганцю і 0,3 % кремнію. В результаті термічної обробки і наклепу при протяжці, границя міцності дротини може бути збільшена до 2600 МПа. Сталки і металеві осердя талевих канатів виготовляються зі світлої (без захисного металевого покриття) дротини, границя міцності якої знаходиться в межах 1600-1800 МПа. Дротини з більшою міцністю мають понижену втомну міцність і тому для виготовлення талевих канатів не використовуються. Жорсткі вимоги ставляться до постійності механічних властивостей та геометричних розмірів вздовж дротини.
Довговічність сталевих канатів суттєво залежить від матеріалу і конструкції їх осердя, призначенням якого є запобігати зміщенню сталок і зминанню каната під дією осьових і радіальних навантажень. Канати з органічним осердям із рослинних волокон (коноплі, сизаль, манила, джгута) більш гнучкі. Канатам із пластмасовими і металевими осердями притаманна більша жорсткість при поперечних навантаженнях, завдяки чому менше деформується поперечний переріз при проходженні канатів через шківи і намотуванні на барабан лебідки. Пластмасові осердя з поліпропілену у вигляді суцільного круглого стержня вперше були використані в талевих канатах. Лабораторними і промисловими випробуваннями доведено, що роботоздатність талевих канатів із пластмасовим осердям на 20-30 % перевищує роботоздатність однотипних канатів з органічним осердям (з прядива конопель).
Для підвищення зносостійкості та захисту від корозії канат при виготовленні змащують спеціальними мастилами (технічний вазелін, бітум у співвідношенні з гудроном, поліамідні мастила та ін.). Мастила для талевих канатів разом з антикорозійними і антифрикційними властивостями повинні мати достатню адгезію і термостійкість. Дія значних відцентрових сил на канат, які виникають при його коловому русі із шківами і барабаном, виявляється у викиданні мастила з канатів, вона диктує підвищені вимоги до адгезійних властивостей мастил.
Технологічний процес виготовлення талевих канатів складається з трьох основних операцій:
- сукання багатошарових сталок закритого круглого перерізу з прямих або преформованих дротин;
- виготовлення осердя каната;
- сукання сталок і осердя в одношаровий шестисталко-вий канат тросової конструкції.
Шестисталковій конструкції притаманне раціональне співвідношення діаметрів сталок і осердя, при якому забезпечується вигідне поєднання міцності і гнучкості каната.
За способом сукання канати тросової конструкції поділяються на прості і такі, що не розкручуються (преформовані). Сталки простих канатів в готовому вигляді мають прямолінійну форму, вони виготовляються з прямих дротин. При такій технології виготовлення в дротинах зберігаються напруження, що виникли внаслідок їх пружної деформації в процесі сукання сталок і каната. Преформовані канати, які не розкручуються, сукаються з попередньо деформованих сталок, яким надано форми, що вони її мають в готовому канаті. Сталки таких канатів зсукані з дротин, попередньо деформованих відповідним чином. Ускладнена технологія виготовлення та вища вартість преформованих канатів компенсується покращеними експлуатаційними властивостями, більшою роботоздатністю.
Різне взаєморозташування дротин в сталках зумовлює їх точковий (в канатах типу ТК) або лінійний (в канатах типу ЛК) контакт. Лінійний контакт досягається при однаковому напрямі і сталому кроці сукання дротин в суміжних шарах сталок. Канати типу ЛК більш довговічні завдяки дії менших контактних напружень. Випробуваннями доведено, що їх роботоздатність в 1,5-2 рази перевищує роботоздатність канатів типу ТК. За способом сукання розрізняють канати хрестової і односторонньої звивки. В канатах хрестової звивки дротини в сталці звиті в одну сторону, а сталки в канат - в протилежну. В канатах односторонньої (паралельної) звивки дротини і сталки звиті в одну сторону. Дротини зовнішнього шару сталок в канатах хрестового сукання розташовані паралельно, при односторонньому суканні - під кутом до осі каната.
Канати одностороннього сукання внаслідок гнучкості і щільності розташування дротин по перерізу володіють підвищеною витривалістю і зносостійкістю. Але вони непридатні для бурових установок, оскільки викликають закручування вільно підвішеного талевого блока із-за великих звивних напружень в дротинах каната. В канатах хрестового сукання дротини деформуються в різних напрямах при звивці сталок і каната, тому звивне напруження виявляється незначним.
Канати мають правий або лівий напрям звивки. При правому напрямі сукання сталки розташовуються зліва вверх направо, а при лівому – зправа вверх наліво. Напрямок сукання вибирається залежно від положення каната відносно барабана і напряму укладки його витків на барабані.
При багатошаровому намотуванні напрям сукання вибирається з умови впорядкованої і щільної укладки першого шару, який сприяє нормальному намотуванню наступних шарів. З врахуванням вільної підвіски талевого блока і прийнятої схеми намотування каната на барабан лебідки талеві канати виготовляються правою хрестовою звивкою.
Сталеві канати характеризуються рядом геометричних, механічних, міцнісних і конструктивно-технологічних параметрів, основні з них приведено нижче.
До основних геометричних параметрів сталевих канатів відносять:
–.зовнішній номінальний розрахунковий діаметр каната Dк (25, 28, 32, 35 і 38 мм);
–.розрахунковий діаметр дротин, постійний по шарах сталки каната або змінний від шару до шару, фактичний діаметр дротин по довжині однієї дротини і в різних дротин;
–.діаметр сталки каната dс;
–.сумарна площа S∑ перерізу всіх дротин каната (для канатів виконання 1 – з площею перерізу дротин осердя включно);
–.коефіцієнт конструктивної щільності Kщ.
До основних механічних та міцінісних параметрів сталевих канатів відносять:
–.тимчасовий опір розриву дротин в канаті;
–.фактичне розривне зусилля агрегатна міцність каната в цілому на розтяг Rа;
–.сумарне розривне зусилля всіх дротин в канаті R∑;
–.маса одного погонного метра змащеного каната.
До основних конструктивно-технологічних параметрів сталевих канатів відносять:
–.число дротин в одній сталці і в кожному її шарі;
–.число шарів сукання дротин в сталку;
–.напрямок сукання дротин в сталку по її шарах;
–.число сталок в канаті (для талевих канатiв завжди шість);
–.напрямок сукання сталок в канат;
–.матеріал центрального осердя і його конструкція.
Конструкція сталки каната визначається числом дротин в ній, їх розміщенням в шарах. Число дротин в сталцi умовно позначається сумою їх чисел в кожному шарі, наприклад: 1+6+12 або 1+9+9 (тип ЛК-О), 1+6+12+12 (тип ТЛК-О), при наявності в одному шарі дротин різного діаметра їх число подається у вигляді суми в дужках або через крапку, наприклад 1+6+(6+6)+12 або 1+6+6.6+12 (тип ЛК-Р). Конструкція каната позначається добутком числа сталок в канаті i числа дротин в кожній з них, добуток доповнюється інформацією про матеріал центрального осердя, наприклад: 6х19 + 1 о.с.; 6х19 + 1 м.с.; 6х31 + 1 м.с.
Умовне позначення талевих канатів за ГОСТ 16853-88 містить в собі:
–.виконання каната;
–.розрахунковий номінальний діаметр каната (в мм);
–.марку каната, визначену маркою дроту, використа-ного для його виготовлення.
–.напрям сукання сталок в канат;
–.маркувальну групу - тимчасовий опір розриву дротин в МПа;
Наприклад, канат виконання 1, діаметром 32 мм, виготовлений із дротин марки 1 шляхом лівого хрестового сукання з тимчасовим опором розриву σв=1770 МПа позначається так: Канат МС-32-1-Л-1770 ГОСТ 16853-88.