

11.1.3. Конструктивные элементы швов и соединений
Подготовка узлов и конструкций к сварке. Для получения сварного соединения требуемого качества ГОСТами (на соответствующие виды дуговой сварки) установлены конструктивные элементы и размеры сварных соединений и швов и определены требования к подготовке кромок – разделке – торцовых и боковых поверхностей, непосредственно соединяемых сваркой (см. рис. 11.1а…г – 11.8).
Разделка кромок соединений (А и Д на рис. 11.2) состоит в придании кромкам, подлежащим сварке, необходимой формы. Угол скоса кромки – острый угол ( ) между плоскостью скоса и плоскостью торца детали, образуемый с помощью кромкострогальных станков или газорезательного оборудования (А и Д на рис. 11.2).
Для предотвращения прожогов при сварке остается притупление С, а детали собираются с зазором в, установленным ГОСТом для металла различной толщины и в зависимости от типа соединения. Так же приведены размеры швов – ширина е и е1, выпуклость д и д1 (усиление), толщина шва а; для угловых швов – размер катета К и величина перекрытия деталей В для нахлесточных соединений.
Размер скоса кромок, величина притупления и некоторые другие параметры соединений и швов установлены в зависимости от способа сварки с целью обеспечения сплавления соединяемых частей, с одной стороны, и предотвращения прожога – с другой стороны.
Перед сваркой детали собирают в соответствии с чертежом и надежно закрепляют их для получения после сварки конструкций с заданными формой и размерами. Для фиксации взаимного расположения деталей служат специальные сборочные приспособления (кондукторы и т.п.) или прихватка. Прихватка – короткий сварной шов, выполняемый в месте расположения проектного шва, длиной 50-60 мм и толщиной (катетом) валика 4-6 мм в зависимости от толщины металла. Ставят прихватки с шагом 400-600 мм (для тонкого металла меньше). Качество сварочных материалов для прихваток должно быть таким же, что и для основного шва.
При сборке деталей устанавливают, если предусмотрено типом шва, остающиеся или съемные подкладки (рис. 11.6, г) и выводные планки (рис. 11.10). Последние ставят в начале и конце свариваемого соединения, на них начинают и заканчивают сварку. Согласно СНиП 3.03.01 – 87 кромки свариваемых элементов в местах расположения швов и прилегающие к ним поверхности шириной не менее 20мм при ручной или механизированной сварке и не менее 50мм при автоматической сварке, должны быть защищены от ржавчины, красок, грязи, влаги жиров и т.п.
а |
б |
|
|
в |
|
|
1 – свариваемые изделия; 2 – выводная планка
а – сварка стыкового соединения без скоса кромок;
б – то же с разделкой кромок;
в – сварка тавровых соединений |
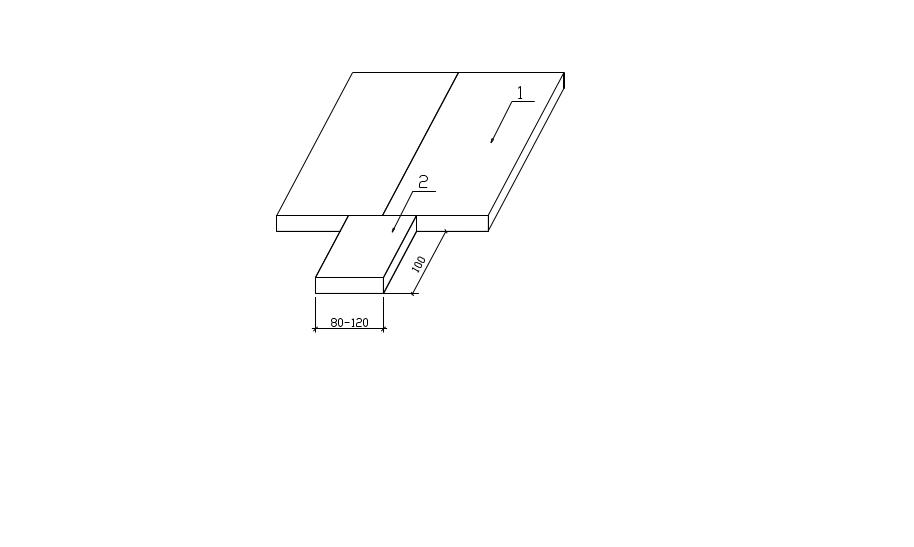
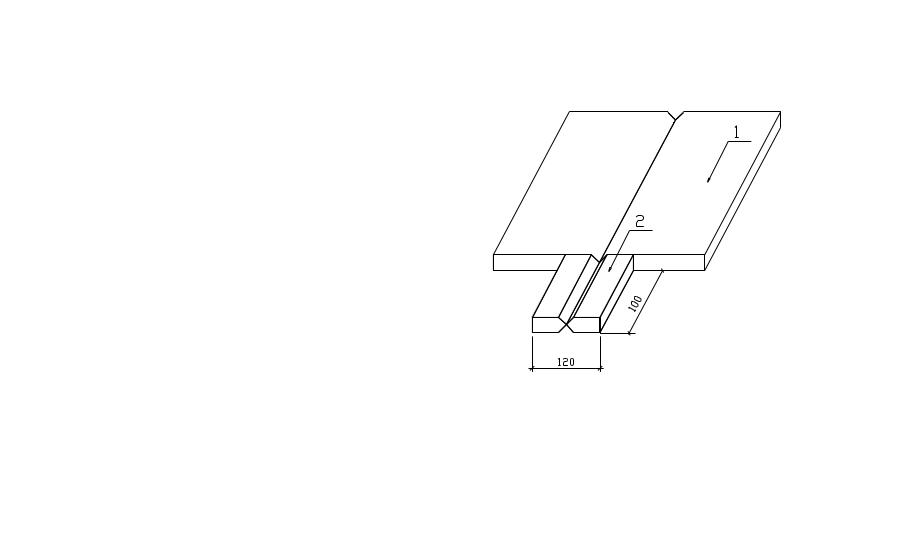
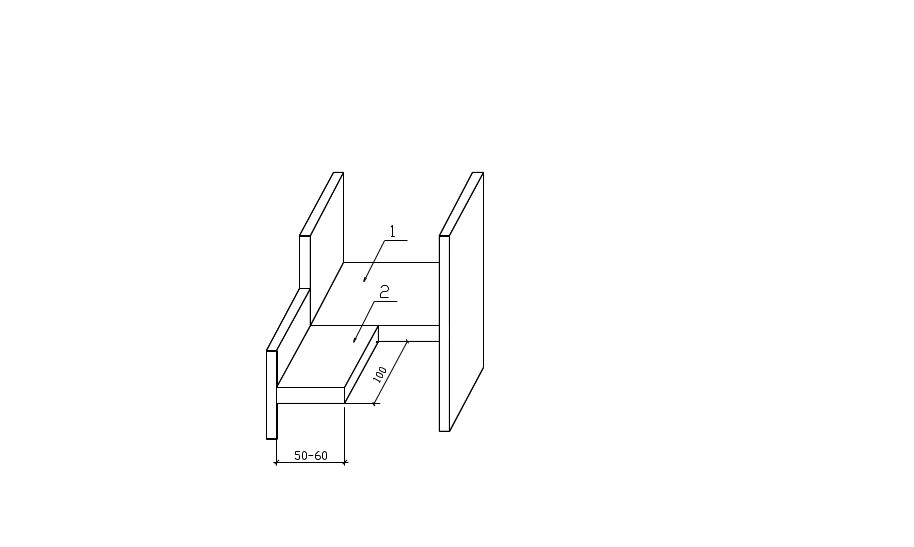
Рис. 11.10. Выводные пленки, устанавливаемые в начале и конце шва
Выполненные швы должны иметь гладкую или мелкочешуйчатую поверхность, а сварное соединение должно удовлетворять требованиям проекта, ГОСТа или технических условий.