

ЗАЙЦЕВ Е.И., НАЗИМ Я.В., БУСЬКО М.В.
СВАРОЧНЫЕ РАБОТЫ В СТРОИТЕЛЬСТВЕ
КОНСПЕКТ ЛЕКЦИЙ
Часть ІII

Министерство образования и науки Украины
Донбасская национальная академия строительства и архитектуры
Кафедра “Металлические конструкции”
ЗАЙЦЕВ Е.И., НАЗИМ Я.В., БУСЬКО М.В.
«СВАРОЧНЫЕ РАБОТЫ В СТРОИТЕЛЬСТВЕ»
(конспект лекций, часть ІII; для студентов всех форм обучения по направлению подготовки «Строительство»)
Утверждено на заседании кафедры ”Металлические конструкции” Протокол № 609 от 06.02.2007 г.
Макеевка, ДонНАСА, 2007 г.
УДК: 621.791:69(075)
Сварочные работы в строительстве. Конспект лекций, часть ІII / Сост.: Зайцев Е.И., Назим Я.В., Бусько М.В. – Макеевка: ДонНАСА. – 2007. – 58 с.
В части III содержатся сведения о сварных соединениях и швах, их подготовке; технологии ручной дуговой сварки; автоматической и механизированной сварке под флюсом; дуговой сварке в защитных газах, в т.ч. порошковой проволокой. Приведены основные сведения об электрошлаковой сварке.
Представлены контрольные вопросы для самопроверки, литература.
Издание 2-е, переработанное и дополненное.
Для студентов специальностей ПГС, ТСК, ТГВ, ГСХ, ВК.
Составители: Зайцев Е.И., доц.
Назим Я.В., доц.
Бусько М.В., асс.
Ответственный за выпуск: Зайцев Е.И., доц.
Рецензенты: Губанов В.В., доц.
Живченко В.С., доц.
Предисловие
В современном строительно-монтажном производстве, да и других отраслях хозяйственной деятельности, сварка является одним из основных технологических процессов – на нее приходится до 30 – 35% общей трудоемкости работ.
Правильный выбор технологии сварочных работ, соблюдение оптимальных режимов наряду с рядом других организационно-технологических мероприятий обеспечивает высокую производительность при одновременной гарантии высокого качества производства работ.
В части III представлены основы технологии основных способов дуговой сварки плавлением, как наиболее часто применяемые при изготовлении различных металлоконструкций, других конструкций различного назначения и при строительно-монтажных работах.
Общие сведения о сварке, теоретические основы сварочных процессов, материалы и оборудование представлены в I и II частях конспекта лекций.
Представлены контрольные вопросы для самопроверки, приводится список литературы.
11. Основы технологии дуговой сварки
11.1. Сварные соединения и швы
Термины и определения основных понятий при сварке металлов определяет ГОСТ-2601-84.
11.1.1. Сварные соединения. Классификация и характеристика
Сварное соединение – это неразъемное соединение, выполненное сваркой. Типы сварных соединений, конструктивные их элементы и размеры для соответствующих видов дуговой сварки приведены в ГОСТ: 5264-80, 8713-79*, 11533-75*, 11534-75, 14771-76*, 14776-79*, 14806-80, 15164-78*.
Основные типы соединений: стыковые, угловые, тавровые и нахлесточные. Они являются характерными для всех видов дуговой, электрошлаковой и газовой сварки стали и цветных металлов, отличаясь лишь толщиной свариваемых деталей, конструктивными размерами деталей и швов, установленных выше приведенными стандартами.
Стыковое соединение – сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями (рис. 11.1а). Такие соединения, отличающиеся высокой надежностью, экономичностью и прочностью при любых видах нагрузок, легко и доступно поддающиеся контролю качества, наиболее распространены. Соединения применимы при любых толщинах соединяемых частей.
|
|
|
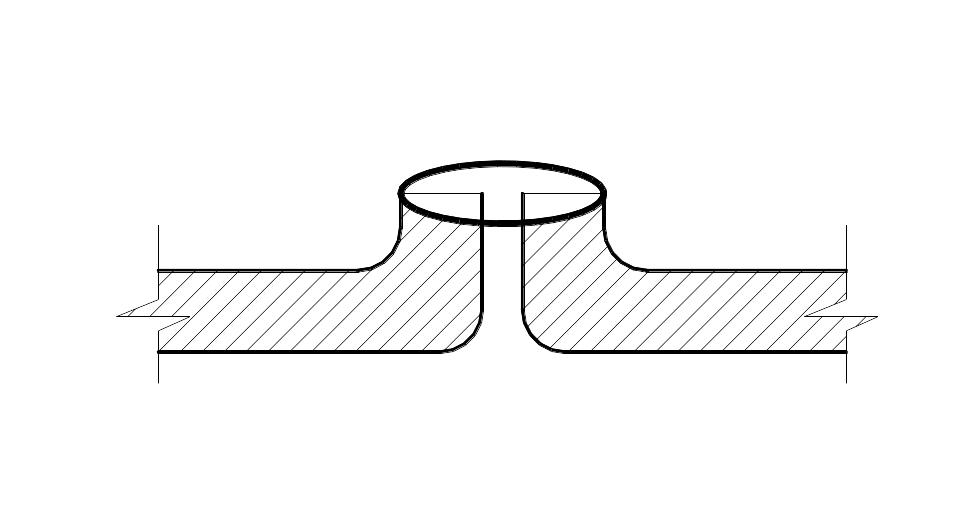
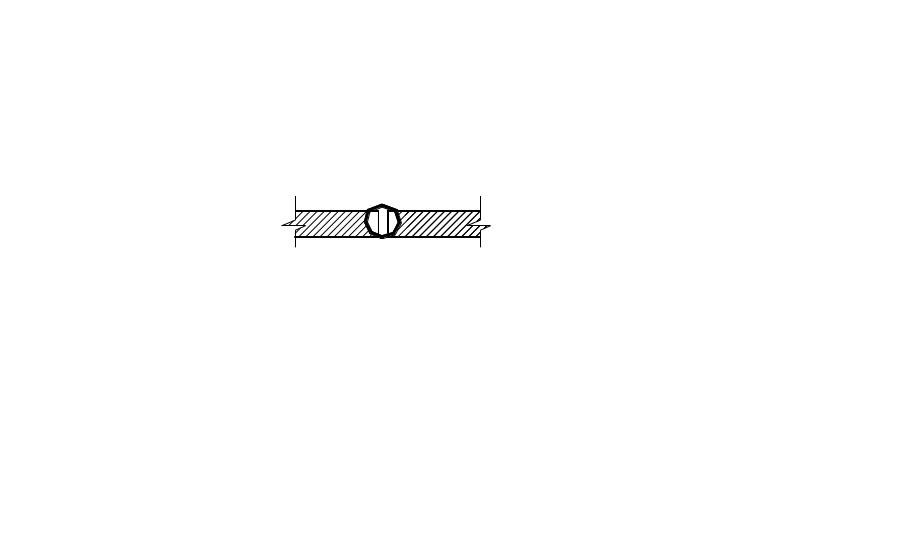
Рис. 11.1, а. Стыковые соединения
Угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 11.1б).
|
|
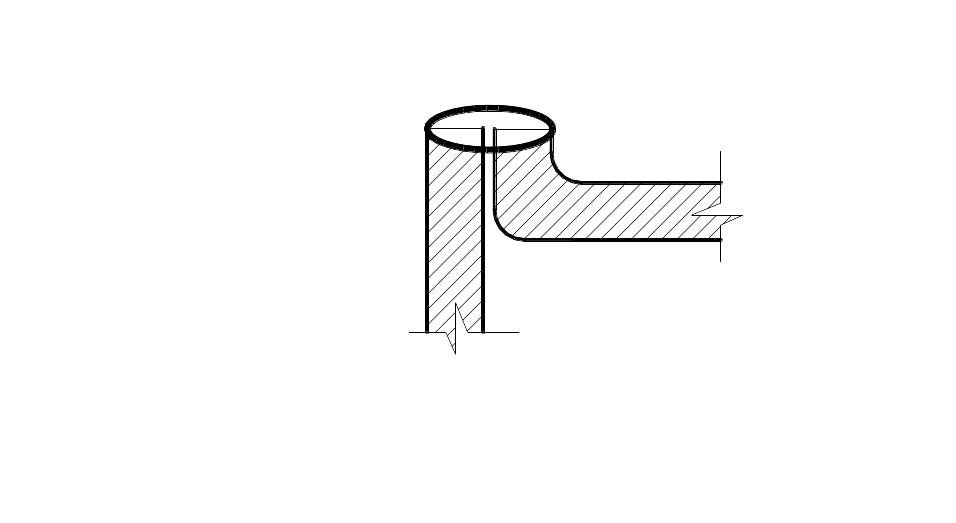
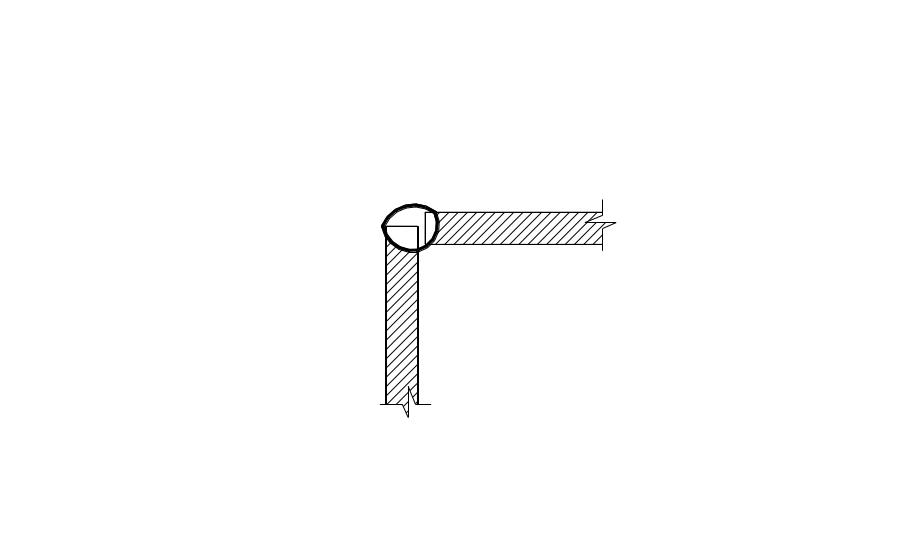
Рис. 11.1, б. Угловые соединения
Т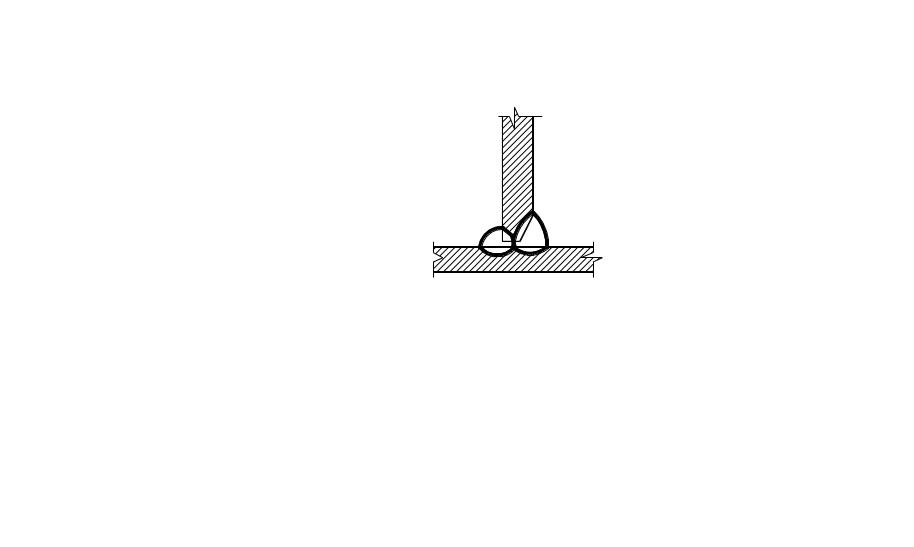
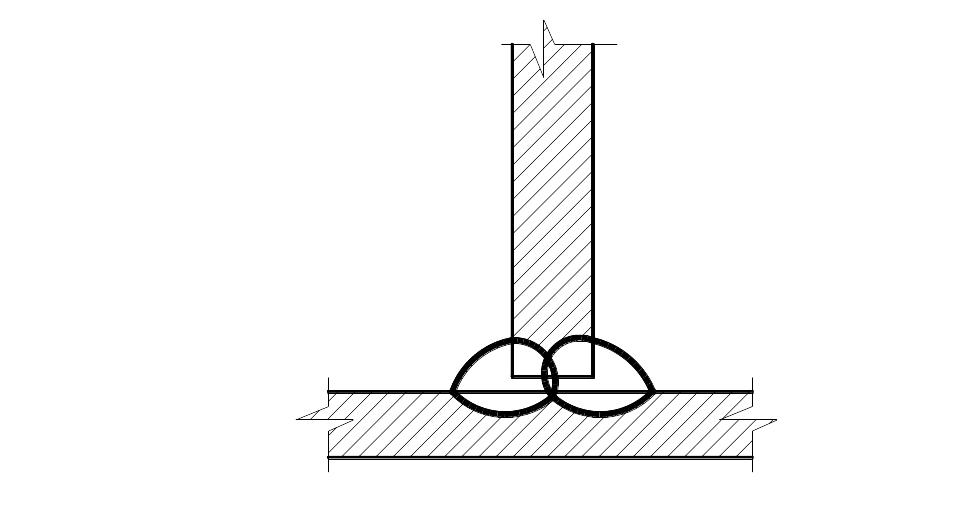 авровое
соединение – сварное соединение,
в котором торец одного элемента примыкает
под углом и приварен к боковой поверхности
другого элемента (рис.11.1в).
авровое
соединение – сварное соединение,
в котором торец одного элемента примыкает
под углом и приварен к боковой поверхности
другого элемента (рис.11.1в).
Рис. 11.1, в. Тавровые соединения
Угловые и тавровые соединения просты, экономичны, надежны при любых загружениях, широко применяются при изготовлении и монтаже различных строительных конструкций без ограничения толщины проката.
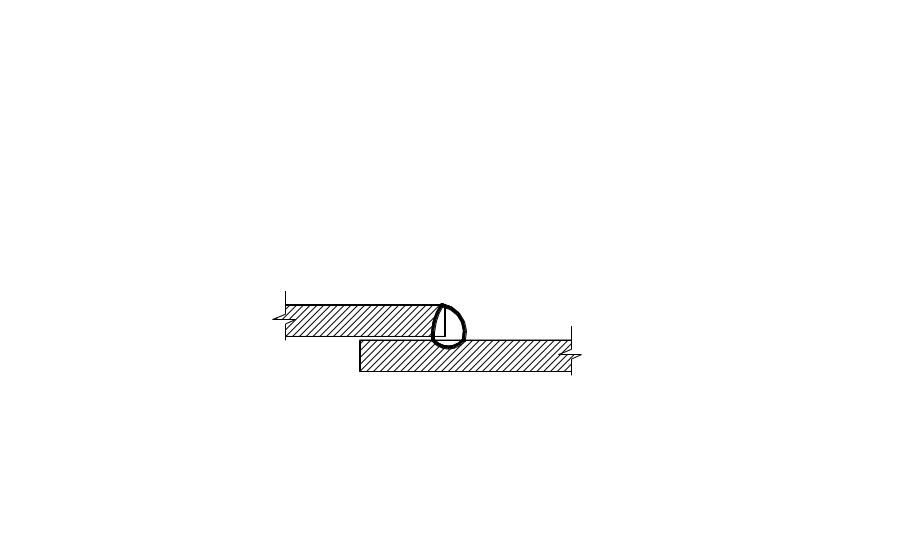
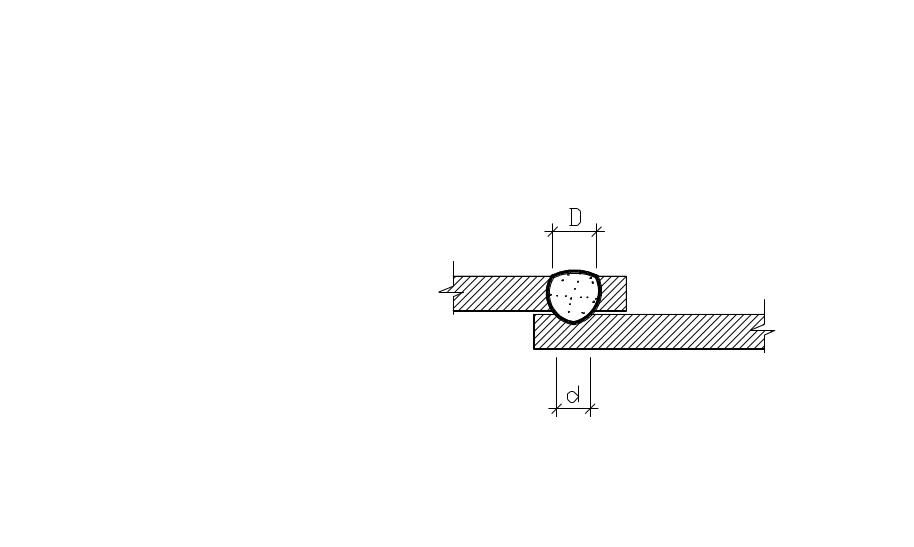
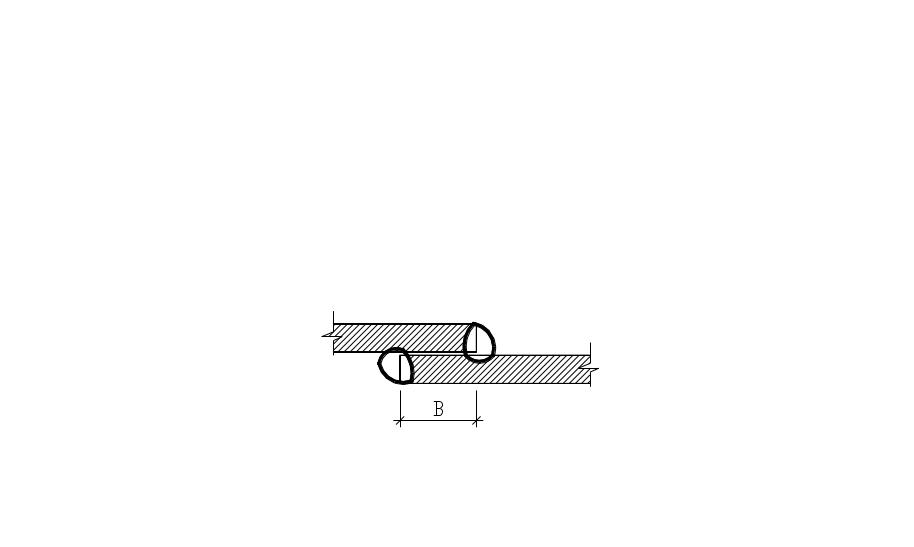 Нахлесточное
соединение – сварное соединение,
в котором свариваемые элементы расположены
параллельно и частично перекрывают
друг друга (рис. 11.1,г).
Нахлесточное
соединение – сварное соединение,
в котором свариваемые элементы расположены
параллельно и частично перекрывают
друг друга (рис. 11.1,г).
Рис. 11.1, г. Нахлёсточные соединения
Эти соединения отличаются простотой конструкции, не требуя специальной подготовки кромок. Однако, они менее экономичны стыковых; в конструкциях, работающих на переменные или динамические нагрузки, они не рекомендуются к применению из-за пониженного предела выносливости. Ограничивается толщина соединяемых деталей не более 60 мм. В таких соединениях длина нахлестки В должна быть не менее удвоенной суммы толщин соединяемых деталей. Разновидностью таких соединений являются соединения сварные точечные.
В конструкциях применяют также соединения с острыми и тупыми углами, чаще всего угловые и тавровые.