

2. Структура, свойства и применение чугуна
Микроструктура чугуна состоит из металлической основы и графитных включений. Свойства чугуна зависят от свойств металлической основы и характера включений графита.
Металлическая основа может быть: перлитной, когда 0,8 % углерода находится в виде цементита, а остальной углерод в виде графита; феррито-перлитной, в которой количество углерода в виде цементита составляет менее 0,8 %; ферритной. Структура металлической основы определяет твердость чугуна.
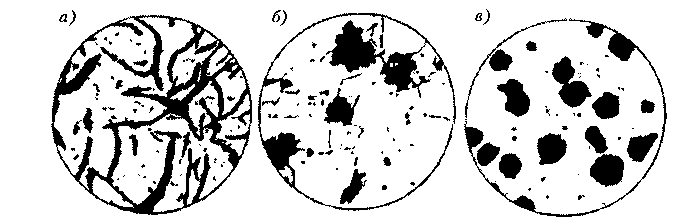
Рис. 1. Различные формы графита в чугуне: а — пластинчатый графит (серый чугун); 6— хлопьевидный (ковкий чугун); в — шаровидный (высокопрочный чугун)
Графит в сером чугуне — пластинчатый; в ковком чугуне — хлопьевидный; в высокопрочном — шаровидный (рис. 1). По сравнению с металлической основой графит имеет низкую прочность, поэтому места его залегания можно считать нарушениями сплошности. Таким образом, чугун можно рассматривать как сталь, пронизанную включениями графита, ослабляющими его металлическую основу. В связи с этим серый чугун имеет низкие характеристики механических свойств (σв, δ, ψ) при испытаниях на растяжение. Включения графита играют роль концентраторов напряжений, поэтому работа удара близка к нулю. Вместе с тем твердость и прочность при испытаниях на сжатие, зависящие от свойств металлической основы, у серого чугуна достаточно высоки.
Однако серый чугун с пластинчатой формой графита имеет и ряд преимуществ. Он позволяет получать дешевое литье, так как при низкой стоимости обладает хорошей жидкотекучестью и малой усадкой. Включения графита делают стружку ломкой, поэтому чугун легко обрабатывается резанием. Благодаря смазывающему действию графита чугун обладает хорошими антифрикционными свойствами, имеет высокие демпфирующие свойства, хорошо гасит вибрации и резонансные колебания.
Серый чугун маркируется буквами СЧ и цифрами, характеризующими величину временного сопротивления при испытаниях на растяжение. Марки и механические свойства серых чугунов приведены в табл. 1.
Таблица 1 Механические свойства и химический состав серых чугунов (ГОСТ 14120-85)
Марка чугуна
|
σв, МПа не менее
|
Твердость НВ, не более
|
|
Содержание элемента, % |
|||
С
|
Si
|
Mn
|
Р |
S |
|||
не более |
|||||||
СЧ10 |
100 |
190 |
3,5-3,7 |
2,2-2,6 |
0,5-0,8 |
0,3 |
0,15 |
СЧ15 |
150 |
210 |
3,5-3,7 |
2,0-2,4 |
0,5-0,8 |
0,2 |
0,15 |
СЧ20 |
200 |
230 |
3,3-3,5 |
1,4-2,4 |
0,7-1,0 |
0,2 |
0,15 |
СЧ25 |
250 |
245 |
3,2-3,4 |
1,4-2,4 |
0,7-1,0 |
0,2 |
0,15 |
СЧ30 |
300 |
260 |
3,0-3,2 |
1,3-1,9 |
0,7-1,0 |
0,2 |
0,12 |
СЧ35 |
350 |
275 |
2,9-3,0 |
1,2-1,5 |
0,7-1,1 |
0,2 |
0,12 |
Из серых чугунов марок СЧ 10, СЧ 15 изготавливают малоответственные детали типа станин, корпусов клапанов и вентилей с толщиной стенки до 15 мм. Их используют в качестве вкладышей подшипников и сменных втулок на шейки валов свекломоек, для отдельных деталей пельменных и котлетных автоматов.
Серые чугуны марок СЧ 20 и СЧ 25 применяют для более ответственных деталей с толщиной стенки до 30 мм, работающих в условиях трения. К ним относятся: шнеки и цилиндры волчков для мяса, шестерни и червячные колеса фаршемешалок, колодки жировых сепараторов.
Чугуны марок СЧ 30, СЧ 35 идут на изготовление тяжелонагруженных деталей сложной формы с толщиной стенок до 100 мм, таких, как стаканы и крышки цилиндров, небольшие коленчатые валы, головки матриц макаронных прессов.
Допускается легирование серых чугунов малыми добавками Сr, Сu, Р.
По мере округления графитных включений их отрицательная роль как надрезов металлической основы снижается, и механические свойства чугуна растут. Округленная форма графита достигается модифицированием. Модификаторами чугуна являются SiCa, FeSi, Al, Mg.
При использовании в качестве модификатора магния в количестве до 0,5 %, вводимого перед разливкой, получают высокопрочный чугун с шаровидной формой включений графита. Магний обычно вводят в автоклавы. Действие магния объясняют увеличением поверхностного натяжения графита и образованием микропузыръков пара, в которые диффундирует углерод.
Маркируется высокопрочный чугун буквами ВЧ и цифрой, характеризующей величину временного сопротивления, например ВЧ 35.
Механические свойства некоторых высокопрочных чугунов приведены в табл. 2. Из высокопрочных чугунов изготавливают ответственные детали: зубчатые колеса, коленчатые валы, лопасти мешалок.
Таблица 2 Механические свойства высокопрочных чугунов (ГОСТ 7293-85)
Марка чугуна
|
σ1,МПа |
σ0,2, МПа |
о, % |
Твердость, НВ
|
|
не менee |
|
||
ВЧ35 |
350 |
220 |
22 |
140-170 |
ВЧ40 |
400 |
250 |
15 |
140-202 |
ВЧ45 |
450 |
310 |
10 |
140-225 |
ВЧ50 |
500 |
320 |
7 |
153-345 |
ВЧ60 |
600 |
370 |
3 |
192-277 |
ВЧ70 |
700 |
420 |
2 |
228-302 |
ВЧ80 |
800 |
480 |
2 |
248-351 |
ВЧ100 |
1000 |
700 |
2 |
270-360 |
Название ковких чугунов условно, так как изделия из них изготавливают литьем, и пластической деформации они не подвергаются. Ковкий чугун получают из белого путем графитизирующего отжига. Графит в ковком чугуне имеет форму хлопьев. Состав ковкого чугуна, %, довольно стабилен: 2,2-3,0 С; 0,7-3,5 Si; 0,2-0,6 Мn; 0,2 Р; 0,1 S. Из-за низкого содержания углерода ковкий чугун обычно выплавляют не в вагранке, а в электропечи. Отливки после заполнения форм быстро охлаждают, и получают структуру белого чугуна. Затем отливки подвергают длительному отжигу (до 2 сут) — томлению, предохраняя их от окисления печными газами засыпкой песком и др. В результате отжига структура ковкого чугуна состоит из зерен феррита или перлита и хлопьев графита. Излом чугуна со структурой, состоящей из феррита и графита, будет темным. Такой ковкий чугун называют черносердечным, так как он содержит сравнительно много графита.
Если в области эвтектоидного превращения проводить более быстрое охлаждение, то в структуре сохранится перлит. Такой чугун называют перлитным ковким или светлосердечным. В его структуре содержится меньше графита, чем в ферритном ковком чугуне.
Ковкий чугун маркируется буквами КЧ и цифрами временного сопротивления и относительного удлинения, например КЧ 35-10.
В табл. 3 приведены марки, химический состав и механические свойства некоторых ковких чугунов.
Таблица 3 Механические свойства и химический состав ковких чугунов (ГОСТ 1215-79)
Марка чугуна |
МПа
|
δ, %
|
Твердость, НВ
|
|
Содержание элемента, % |
|
||
С
|
Si
|
Мn
|
Р |
S |
||||
не мене е |
не более |
|||||||
|
|
|
Ферритные чугуны |
|
|
|||
КЧ33-8 КЧ 37-12 |
323 362 |
8 12 |
100-163 110-163 |
2,6-2,9 2,4-2,7 |
1,0-1,6 1,2-1,4 |
0,4-0,6 0,2-0,4 |
0,18 0,12 |
0,20 0,06 |
|
|
|
Перлитные чугуны |
|
|
|||
КЧ55-4 КЧ65-3 |
539 637 |
4 3 |
192-241 212-269 |
2,5-2,8 2,4-2.7 |
1,1-13 1,2-1,4 |
0,3-1,0 0,3-1,0 |
1,10 0,10 |
0,20 0,06 |
Отливки из ковких чугунов применяют для деталей, работающих при ударных и вибрационных нагрузках (картеры редукторов, фланцы, муфты). Из-за сложности технологии ковкие чугуны сравнительно редко применяются в пищевом машиностроении.
Для изготовления шиберов, колосников и других деталей, работающих в печной атмосфере при температуре до 1100 °С, применяют жаростойкие чугуны, дополнительно легированные хромом.
Маркировка легированных чугунов, по аналогии со сталями, осуществляется с помощью букв, обозначающих легирующие элементы, и цифр, указывающих на содержание в процентах. Буква Ш в конце маркировки указывает на то, что графит в чугуне имеет шаровидную форму. Если буква Ш отсутствует, то графит пластинчатый.
Нелегированный чугун не содержит других легирующих элементов, кроме углерода.
Вопросы для самопроверки:
Как маркируются чугуны?
Как классифицируются чугуны?
Какие чугуны применяются в пищевой промышленности?
Какие требования предъявляют к чугунам в пищевой промышленности?
Какие основные свойства чугунов Вы знаете?
Литература:
Гуляев А.П. Металловедение: Учеб. пособие для вузов. – 6-е изд., перераб. и доп. – М.: Металлургия, 1986. – 542 с.89-141
Иваней А.А. Электронный конспект лекций.
Солнцев Ю.П. Оборудование пищевых производств. Материаловедение: Учеб. для вузов.- СПб.: Изд-во «Профессия», 2003.- 526с.
Технология металлов и материаловедение: Учебник для вузов и техникумов /Под ред. Л.Ф. Усовой – Производственное издание. М.: Металлургия, 1987. – с.106-123;
Фетисов Г.П., Карпман М.Г., Матюнин В.М. и др. Материаловедение и технология металлов. – М.: Высш. шк., 2000. – 638 с.
Форма отчета
Практическая работа № 4
«КЛАССИФИКАЦИЯ И МАРКИРОВКА ЧУГУНОВ, ИХ СВОЙСТВА И ПРИМЕНЕНИЕ В ПИЩЕВОЙ ПРОМЫШЛЕННОСТИ»
ознакомиться с принципами маркировки чугунов.
ознакомиться с классификацией чугунов.
изучить свойства чугунов и их применение в пищевой промышленности.
указать виды чугунов, их маркировку и расшифровать, области применения в пищевой помышленности.
Практическая работа 5
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ
Цель работы - ознакомиться с методиками термической обработки сталей.
Задачи:
Изучить теоретические сведения термической обработки сталей.
Определить режим закалки образца стали в соответствии с заданием.
Определить режим низкого, среднего и высокого отпуска образцов стали в соответствии с заданием.
Указать твердость образцов после закалки.
Указать твердость образцов после отпуска.
Охарактеризовать структуру стали после выполненных различных видов термической обработки.
Сделать анализ влияния термической обработки стали на ее механические свойства.
ОСНОВЫ ТЕОРИИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Свойства сплава зависят от его структуры (внутреннего строения). Основным способом, позволяющим изменять структуру, а, следовательно, и свойства, является термическая обработка.
Основы термической обработки были разработаны великим русским ученым Д. К. Черновым. Дальнейшее развитие теория и практика термической обработки получила в работах С. С. Штейнберга, А. А. Бочвара, Г. В. Курдюмова, Н. А. Минкевича, А. П. Гуляева, Э. Бейна, Э. Давенпорта и других ученых.
Термическая обработка представляет собой совокупность операций нагрева, выдержки и охлаждения, проводимых в определенной последовательности с целью изменения внутреннего строения сплава и получения нужных свойств. Любой вид термической обработки может быть представлен графиком в координатах температура—время (рис. 1 а).
основные виды термической обработки стали
По классификации А. А. Бочвара различают четыре основных вида термической обработки: I) отжиг I рода; 2) отжиг II рода; 3) закалка; 4) отпуск.
Отжиг I рода. Этот вид термической обработки возможен для любых металлов и сплавов. Его проведение не обусловлено фазовыми превращениями в твердом состоянии. Нагрев при отжиге I рода, повышая подвижность атомов, частично или полностью устраняет химическую неоднородность, уменьшает внутренние напряжения, т. е. способствует получению более равновесного состояния. Основное значение при проведении такого отжига имеют температуры нагрева и время выдержки при этой температуре, так как именно эти параметры

Рис. 1. Графики различных видов термической обработки: а — общая схема; б — отжиг II рода; в — закалка; г — отпуск
определяют скорость процессов, устраняющих отклонения от равновесного состояния. Скорость нагрева и охлаждения для отжига I рода имеет второстепенное значение.
Различают следующие разновидности отжига I рода:
Диффузионный отжиг (гомогенизирующий) используют для устранения химической неоднородности, возникающей при кристаллизации сплава (дендритной ликвации).
Выравнивание химического состава происходит благодаря диффузионным процессам, скорость которых зависит от температуры. Поэтому обычно температура такого отжига составляет 0,8—0,9Тпл. Время выдержки при этой температуре должно обеспечить выравнивание состава и растворение избыточных фаз.
Рекристаллизационный отжиг применяют после холодной пластической деформации (холодной обработки давлением) для снятия наклепа и получения равновесного состояния сплава. В результате рекристаллизации в деформированном металле образуются новые зерна, снимаются напряжения и восстанавливается пластичность металла.
Отжиг для снятия напряжений, возникающих при ковке, сварке, литье и т. п., которые могут вызвать коробление, т. е. изменение формы, размеров и даже разрушение изделий.
Отжиг II рода. Так называют отжиг металлов и сплавов, испытывающих фазовые превращения при нагреве и охлаждении. Графически такая термическая обработка представлена на рис. 1 б. При нагреве происходит фазовое превращение α→β, а при охлаждении обратное: β→α.
Весь процесс можно записать так:
|
нагрев |
|
охлаждение |
|
α |
→ |
β |
→ |
α |
Такую термическую обработку проводят для сплавов, в которых имеются полиморфные, эвтектоидные или перитектоидные превращения, а также может быть переменной растворимость в твердом состоянии. Практическая целесообразность фазовой перекристаллизации определяется тем, каково влияние структурных изменений на свойства сплава.
Закалка. Закалка, как и отжиг II рода, осуществляется только для металлов и сплавов, имеющих фазовые превращения в твердом состоянии. Главное различие этих видов термической обработки — скорость охлаждения. Все виды отжига проводят с медленным охлаждением, а закалку — с быстрым.
Графически закалка представлена на рис. 1 в. При закалке возможны два варианта структурных изменений: 1) α→β, т. е. быстрым охлаждением фиксируется высокотемпературное состояние; 2) α→β→α', где α' — метастабильная фаза, состав которой одинаков с составом исходной β фазы. В этом случае при охлаждении происходит бездиффузионное превращение, имеющее мартенситную кинетику. Для закалки основными параметрами являются температура нагрева, время выдержки и скорость охлаждения.
Отпуск. Этот вид термической обработки применим лишь к закаленным сплавам. При этом закаленные изделия нагревают ниже температуры фазового превращения (рис. 1 г).
Основные параметры отпуска — температура нагрева и время выдержки. В результате отпуска уменьшаются внутренние напряжения, сплавы переходят в более равновесное состояние.
Кроме этих основных видов термической обработки, имеются еще два принципиально различающихся способа обработки, представляющих сочетание термической обработки с металлургией или механической технологией.
Химико-термическая обработка (ХТО). При этом виде обработки обязательно изменяется химический состав поверхностных слоев изделия. При ХТО обрабатываемые изделия нагревают в каких-либо химически активных средах.
В результате диффузии происходит насыщение поверхностных слоев тем или иным элементом (обычно на небольшую глубину). Изменяя химический состав поверхностных слоев, тем самым изменяют их свойства (твердость, износоустойчивость, антикоррозионные свойства и т. д.).
Поскольку диффузионные процессы в твердом состоянии протекают медленно, ХТО обычно осуществляется за длительное время. Температуру процесса выбирают конкретно для каждого вида ХТО.
Термомеханическая обработка (ТМО). Этот вид обработки появился сравнительно недавно. При ТМО сочетают пластическую деформацию с термической обработкой таким образом, чтобы наклеп оказывал влияние на кинетику фазовых и структурных превращений, происходящих при термической обработке.
ПРЕВРАЩЕНИЯ В СТАЛИ ПРИ НАГРЕВЕ
В основе всех превращений, которые совершаются в стали при нагреве, лежит стремление системы к минимуму свободной энергии (рис. 2). Теоретически превращение перлита в аустенит должно совершаться при температуре А1, т. е. при 727° С. Фактически же для этого превращения нужен перегрев, так как экспериментально было установлено, что даже при обычных скоростях нагрева температура критических точек А1 и А3 повышается.
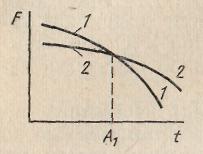
Рис. 2. Изменение свободной энергии аустенита (1) и перлита (2) в зависимости от температуры
Кроме того, чем выше температура, тем быстрее совершается превращение. Превращение перлита в аустенит сопровождается полиморфным превращением Feα ↔Feγ, а также растворением цементита Fе3С в аустените. Для исследования процессов, происходящих при нагреве стали, строят диаграммы изотермического образования аустенита. Для этого образцы нагревают до температуры выше А1 и выдерживают при ней, фиксируя начало и конец превращения. На рис. 3 приведена такая диаграмма для стали с 0,8% С.
Превращение начинается с зарождения центров аустенитных зерен на поверхности раздела феррит—цементит (рис. 3 А). Экспериментально аустенит обнаруживается уже при небольших перегревах (выше 727° С) и очень малых выдержках. (По данным некоторых исследователей, в процессе превращения перлита в аустенит инкубационный период отсутствует, т. е. превращение начинается сразу при нагреве до температуры несколько выше точки А1 (линия I на рис. 3). Это объясняется тем, что в стали поверхность раздела феррит — цементит сильно развита.
Время превращения перлита в аустенит при изотермической выдержке существенно зависит от температуры. Это наглядно показывают кривые начала (1) и конца (2) превращения (см. рис. 3). Объясняется это тем, что с увеличением степени перегрева относительно А1 уменьшается размер критического зародыша аустенита, увеличивается скорость возникновения зародышей и линейная скорость их роста.
Правее линии 1 происходит образование зародышей аустенита на поверхности раздела феррита и цементита в перлите (схема А). Образующиеся зерна аустенита вначале имеют такую же концентрацию углерода, как и исходная фаза — феррит, так как полиморфное превращение протекает с большей скоростью, чем диффузия углерода. Затем в аустените начинает растворяться вторая фаза перлита — цементит (см. рис. 3, область между линиями 2 и 3, схемы Б, В), содержание углерода в аустените увеличивается. К концу превращения в тех местах, где находились пластинки цементита, концентрация углерода в аустените становится более высокой по сравнению с участками, в которых до превращения был феррит. Поэтому для выравнивания состава аустенита требуется некоторое время, зависящее от температуры — чем выше температура, при которой совершалось превращение П→А, тем быстрее завершится диффузионный процесс перераспределения углерода в аустените (с ростом температуры нагрева уменьшается скачок концентраций на границе аустенит — феррит— линии GP и GS сближаются).
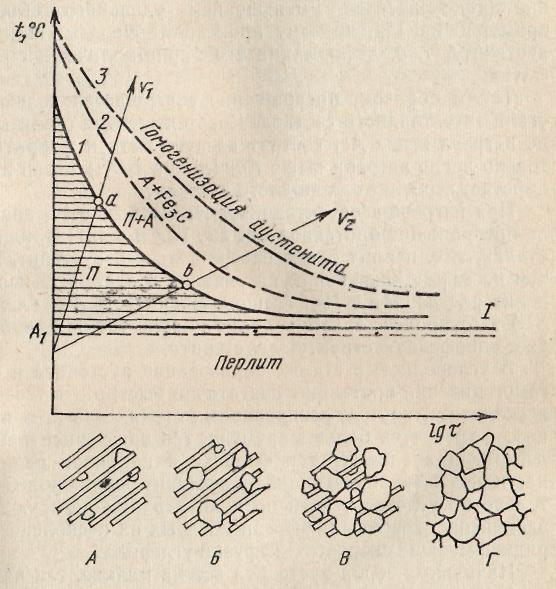
Рис. 3. Диаграмма изотермического образования аустенита:
1 — начало образования аустенита; 2 — конец превращения перлита в аустенит; 3 — полное растворение цементита; а, б — точки начала превращения перлита в аустенит при нагреве со скоростями υ1 и υ2 (υ1>υ2); А, Б, В, Г — последовательные стадии превращения перлита в аустенит
Влияние скорости нагрева на продолжительность превращения характеризуется лучами υ1 и υ2. При меньшей скорости нагрева (луч υ2) превращение П—А произойдет при более низких температурах по сравнению с более быстрым нагревом (луч υ1).
На скорость превращения перлита в аустенит влияет также степень дисперсности перлита — чем мельче пластинки цементита, тем быстрее образуется аустенит, так как в этом случае больше межфазная поверхность феррита с цементитом. Перлито-аустенитное превращение сопровождается уменьшением удельного объема примерно на 1%, поэтому происходит фазовый наклеп аустенита, т. е. деформация его кристаллической решетки.
Таким образом, превращение совершается только в стали эвтектоидного состава. Доэвтектоидные стали после нагрева выше Ас1 состоят из аустенита и феррита и только после нагрева выше Ас3 (линия GOS) сталь приобретает строение однородного аустенита.
При нагреве заэвтектоидных сталей выше Ас1 вначале превращение протекает так же, как и в эвтектоидных сталях, т. е. перлит будет превращаться в аустенит. Затем по мере дальнейшего нагревания в аустените постепенно растворяется ЦII. Выше температуры Аст (линия SE) этот процесс заканчивается, и сталь также приобретает однофазную структуру аустенита.
В углеродистых сталях образование аустенита и его гомогенизация протекают достаточно быстро — в течение нескольких минут. В легированных сталях для этих процессов требуется больше времени, так как концентрация легирующих элементов в феррите и карбидах различна, и поэтому образующийся аустенит неоднороден не только по углероду, но и по концентрации легирующих элементов, скорость диффузии которых на несколько порядков меньше скорости диффузии углерода.
Начальные зерна аустенита всегда мелкие, так как в каждой перлитной колонии одновременно зарождается несколько центров кристаллизации аустенита (см. схему на рис. 3). При дальнейшем нагреве зерна аустенита растут, причем в различных сталях с различной скоростью.
Стали различают по склонности к росту зерна аустенита при нагреве. Если зерно аустенита начинает быстро расти даже при незначительном нагреве выше A1 то сталь считают наследственно крупнозернистой; если зерно растет только при большом перегреве, то сталь является наследственно мелкозернистой. Даже стали одной марки, но разных плавок могут сильно различаться по склонности к росту аустенитного зерна. Это объясняется тем, что они содержат различное количество неметаллических включении (окислов, нитридов, сульфидов и т. п.), которые могут затруднять рост аустенитного зерна при нагреве. Таким образом, склонность к росту аустенитного зерна является плавочной характеристикой.
Такие элементы, как ванадий, титан, молибден, вольфрам, алюминий, уменьшают склонность к росту зерна аустенита, а марганец и фосфор увеличивают ее. Заэвтектоидные стали, как правило, менее склонны к росту зерна. Условия выплавки стали также имеют большое значение, например кипящая сталь обычно бывает наследственно крупнозернистой.
При последующем охлаждении зерна аустенита не измельчаются. Это следует учитывать при назначении режимов термической обработки, так как от размеров зерна существенно зависят механические свойства. Так, например, ударная вязкость мелкозернистой стали может в несколько раз превышать ударную вязкость крупнозернистой стали той же марки.
Различают величину зерна наследственного и действительного.
Для определения наследственного зерна образцы нагревают до 930°С (проявляется склонность стали к росту зерна) и затем определяют размер зерна. От размера зерна аустенита зависит поведение нагретой стали в различных процессах термической обработки и пластической деформации. Особенно чувствительна к размеру зерна аустенита ударная вязкость.
Действительная величина зерна — это размер зерна при обычных температурах, полученный после той или иной термической обработки.
Существует стандартная шкала величины зерна, согласно которой величину зерна характеризуют номером по восьмибалльной системе. Величину зерна определяют под микроскопом при увеличении в 100 раз и сравнивают с размерами зерна стандартной шкалы. Стали, имеющие зерно до номера 4, считают крупнозернистыми, а имеющие номер 5—8 — мелкозернистыми.
ПРЕВРАЩЕНИЯ В СТАЛИ ПРИ ОХЛАЖДЕНИИ
Если сталь охлаждать очень медленно, то происходящие превращения можно установить, пользуясь диаграммой состояния Fe — Fe3C. При 727°С (А1) должно происходить эвтектоидное превращение Feγ(C)→Feα (С) + Fe3C.
Термодинамическим условием этого превращения является некоторая степень переохлаждения (охлаждение ниже А1), когда свободная энергия перлита становится меньше свободной энергии аустенита (см. рис. 2).
При охлаждении стали с большей скоростью кинетику и механизм превращения аустенита выясняют с помощью постановки специальных экспериментов. Рассмотрим закономерность превращения переохлажденного аустенита стали эвтектоидного состава (0,8% С). Образцы из этой стали (так же, как и образцы из любой другой стали) нагревают до температуры, при которой ее структура состоит из однородного аустенита. Из диаграммы Fe — Fe3C видно, что это температура порядка 770°С. Затем образцы быстро переносят в термостаты с заданной температурой, меньшей A1(интервал между изотермами обычно 25—50° С), и в процессе изотермической выдержки наблюдают за происходящими в аустените превращениями. Наблюдения можно проводить, пользуясь различными методами: измеряя твердость, электросопротивление, магнитные характеристики и т. п.
Превращение аустенита можно легко обнаружить с помощью наблюдений за изменениями магнитных характеристик образца, так как аустенит парамагнитен, а образующаяся механическая смесь феррита и цементита обладает ферромагнитными свойствами.
В результате получают серию кинетических кривых (см. рис. 4 а). По оси абсцисс откладывают время, по оси ординат—процент превратившегося аустенита. Вначале наблюдается инкубационный или подготовительный период — время, в течение которого сохраняется переохлажденный аустенит (Оа1 Оа2 и т. д.). Точки а — это начало превращения, они соответствуют превращению 0,5—1% аустенита. Характер кривой показывает, что превращение протекает с различной скоростью и достигает максимума при образовании примерно 50% продуктов превращения. После получения около 70% продуктов превращения скорость начинает уменьшаться и постепенно затухает по мере приближения к 0% количества оставшегося аустенита (b1,b2, b3 и т. д.).
С увеличением степени переохлаждения устойчивость переохлажденного аустенита уменьшается (Oa1>Oa2>Оа3), но достигнув минимума при переохлаждении ниже А1 на 150—200°С, вновь увеличивается (Oa4< <Oа5<Oа6).
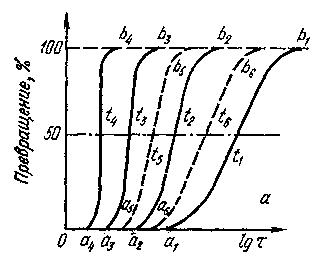
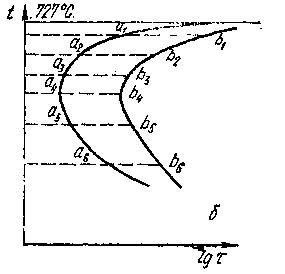
Рис. 4. Кинетические кривые изотермического превращения аустенита (а) и построенная по ним диаграмма (б)
По полученным экспериментальным точкам строят диаграмму изотермического превращения переохлажденного аустенита в координатах t — lgτ (см. рис. 4 б). На этой диаграмме левая кривая (а1 а2 а3 а4 а5 а6) является границей начала превращения переохлажденного аустенита, она показывает зависимость величины инкубационного периода от степени переохлаждения. Правая кривая (b1b2b3b4b5b6) показывает конец превращения аустенита, т. е. зависимость времени, необходимого для полного превращения аустенита, от степени переохлаждения.
Такие диаграммы обычно называют диаграммами изотермического превращения аустенита, а также С-образными диаграммами за сходство кривых начала и конца превращения аустенита с буквой С. (В переводе с англ. ТТТ-диаграммы — time — temperature — transformation (время — температура—превращение), что правильно отражает их сущность. Впервые диаграмма изотермического распада аустенита в стали была построена в 1930 г. Бейном и Давенпортом.
На рис. 5 приведена диаграмма изотермического превращения аустенита для эвтектоидной стали (0,8% С).
Перлитное превращение происходит в верхней части диаграммы (выше 500° С). Сущность превращения заключается в том, что в результате превращения аустенита образуется механическая смесь двух фаз — феррита и цементита, состав которых отличается от состава исходного аустенита. Исходный аустенит содержит 0,8% С, а образующиеся фазы — феррит ~0,02% С, цементит 6,67% С.
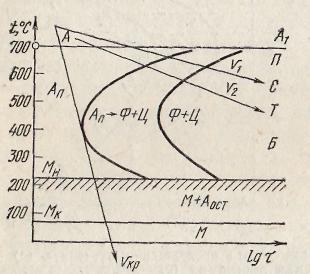
Рис. 5. Диаграмма изотермического превращения аустенита для эвтектоидной стали (0,8% С):
А — устойчивый аустенит; Ап— аустенит, переохлажденный ниже А1, Ф — феррит; Ц — цементит
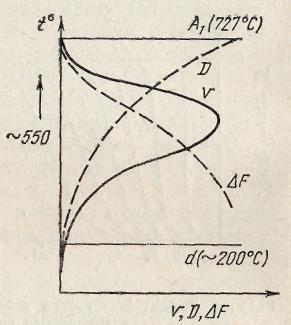
Рис. 6. Скорость распада аустенита v в зависимости от степени переохлаждения: D — скорость диффузии; ΔF — разность свободных энергий
Следовательно, это превращение является диффузионным. В то же время, как было показано, время устойчивости аустенита и скорость его превращения зависят от разности свободных энергий ΔF=FA— FП, т. е. от степени переохлаждения.
Скорость диффузии D и разность свободных энергий ΔF зависят от степени переохлаждения противоположно: скорость диффузии экспоненциально уменьшается по мере понижения температуры превращения, а разность свободных энергий увеличивается (рис. 6).
Максимальная скорость превращения соответствует переохлаждению ниже А1 на 150—200 град, т. е. соответствует минимальной устойчивости аустенита. При дальнейшем понижении температуры значительно уменьшается скорость диффузии, благодаря чему увеличивается устойчивость аустенита. Кривые начала и конца превращения сдвигаются вправо (см. рис. 4, б; 5).
Механизм перлитного превращения. При образовании из аустенита перлита ведущей фазой является цементит (в зерне аустенита всегда имеются флуктуационные обогащения углеродом, особенно вблизи границ зерна).
Зарождение цементитного зародыша облегчено на границе аустенитных зерен, так как здесь меньше работа образования критического зародыша. Образовавшаяся пластинка цементита растет, удлиняется и тем самым обедняет соседние участки аустенита углеродом. Поэтому рядом с пластинкой цементита — вдоль нее — образуется пластинка феррита. Такой кооперативный рост двухфазной колонии в результате диффузионного перераспределения компонентов — наиболее характерная особенность перлитного превращения. Перлит занимает объем больше, чем аустенит, поэтому по мере роста перлитной колонии в аустените возникают напряжения. Это вызывает образование пластинок перлита уже с другой ориентацией (рис. 7, 8).
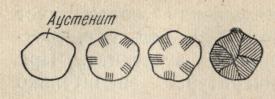
Рис. 7. Схема образования перлита

Рис. 8. Микроструктуры, характеризующие процесс образования перлита из аустенита при 705° С (Бейн), Х 500. Время превращения, с: а —400; б— 1150; в— 1320; г — 1450; д — 4000
Поскольку с увеличением степени переохлаждения растет число зародышей новых зерен, количество феррито-цементитных пластинок увеличивается, а их размеры и расстояния между ними сильно сокращаются. Дисперсность образующихся фаз увеличивается также и вследствие уменьшения скорости диффузии с переохлаждением.
Перлит, сорбит, троостит представляют собой механическую смесь феррита и цементита. Эти структуры различаются только степенью дисперсности карбидной составляющей, т. е. межпластиночным расстоянием, (средняя суммарная толщина соседних пластинок феррита и цементита) которое является важнейшей структурной характеристикой, определяющей механические свойства стали (рис. 9, а — е).
Резкой границы между П, С, Т не существует: по мере понижения температуры постепенно совершается переход от одной структуры к другой. Твердость феррито-цементитной смеси прямо пропорциональна площади поверхности раздела между ферритом и цементитом.
Поэтому с увеличением степени дисперсности фаз увеличивается их твердость (табл. 1).
Таблица. 1 Твердость фаз
tпревр, °C |
τпревр, °C |
Структура |
d, мкм |
Твердость, НВ |
700 |
600 |
П. п. |
1,0—0,77 |
200 |
675 |
30 |
Т.п. |
~0,5 |
250 |
650—600 |
10 |
С |
0,4—0,25 |
300 |
600—550 |
5 |
Т |
~0,1 |
400 |
Примечание. П.п. — пластинчатый перлит; Т.п. — тонкопластинчатый перлит; С — сорбит; Г — троостит (0,8% С)
Бейнитное превращение
Выше 500° С скорость диффузии достаточна для того, чтобы образовавшийся феррит содержал равновесное количество углерода. Если увеличить степень переохлаждения, то ниже изгиба С-образной кривой образуется игольчатая структура, называемая игольчатым трооститом или бейнитом.

Рис. 9. Структура эвтектоидной стали в зависимости от температуры распада аустенита. Х100: а—в — перлит; г — сорбит; д—е — троостит
Бейнитное превращение называют также промежуточным превращением, поскольку оно происходит при температурах между перлитным —диффузионным превращением и мартенситным — бездиффузионным (ниже линии Мн на диаграмме рис. 5).

Рис. 10. Микроструктуры, характеризующие процесс распада аустенита при температурах, лежащих ниже изгиба С-образной кривой. Температура превращения 260° С (Бейн). Х500. Время превращения, с: а — 400; б — 500; в — 850; г – 900; д — 2500
Главное отличие бейнита от перлитных структур — содержание углерода в феррите. При высоких температурах углерод успевает выделяться из раствора и феррит содержит около 0,01—0,02% С. При низких температурах (примерно 500—250° С) скорости диффузии малы, углерод не успевает полностью выделиться из раствора, поэтому феррит содержит ~ 0,1% С (400° С) и даже ~ 0,2% С (300° С).
Вблизи границы с областью перлитного превращения образуется «верхний» или перистый бейнит («верхний» перистый троостит). Он состоит из чередующихся не всегда параллельных друг другу коротких пластинок цементита и феррита. При температурах порядка 300° С образуется «нижний» или игольчатый бейнит («нижний» игольчатый троостит), напоминающий по своему строению мартенсит.
При больших увеличениях (электронный микроскоп) можно увидеть, что иглы состоят из мельчайших пластинок цементита и феррита. Размер частичек около 0,09— 0,08 мкм. Частицы цементита ориентированы вдоль октаэдрических плоскостей исходного аустенита. Твердость бейнита около HB500.
На рис. 10 показан процесс превращения переохлажденного аустенита в бейнит.
Свойства бейнита «верхнего» и «нижнего» существенно различаются. В первом случае наблюдается плохое сочетание механических свойств — недостаточная прочность при низких значениях б и ап. Нижний бейнит, образующийся при температурах Мн+(50ч – 110° С), обладает высокой прочностью при хорошем сочетании с пластичностью и вязкостью.
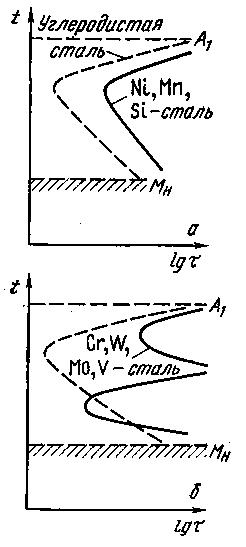
Рис. 11. Диаграммы изотермического превращения аустенита углеродистых и легированных сталей: а — легирующие элементы не образуют карбидов; б — легирующие элементы образуют карбиды
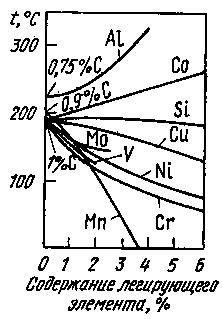
Рис. 12. Зависимость температуры начала мартенситного превращения от содержания легирующих элементов
Для различных марок сталей С-образные диаграммы отличаются расположением линий, т. е. такую диаграмму строят для каждой марки стали.
Легирующие элементы, не образующие карбидов, увеличивают устойчивость переохлажденного аустенита: на диаграмме изотермического превращения таких сталей линии начала и конца превращения сдвигаются вправо (рис. 11, а) по сравнению с углеродистыми сталями (при одинаковом содержании углерода).
По-разному влияют легирующие элементы и на температуру начала мартенситного превращения. Как правило, они понижают температуру Мн (за исключением кобальта и алюминия, рис. 12).
Карбидообразующие элементы оказывают более сложное влияние на изотермическое превращение аустенита. В этом случае возможны две области минимальной устойчивости аустенита, замедляется образование перлитных структур и ускоряется бейнитное превращение (рис. 11, б).
Кроме приведенных на рис. 12 принципиально различных диаграмм, при введении легирующих элементов в сталь возможны и другие, более сложные диаграммы.
Диаграммы изотермического превращения аустенита, построенные в координатах время — температура, имеют большое практическое значение при назначении режимов термической обработки на практике.
Хотя диаграммы построены в результате изучения изотермического превращения, с их помощью можно анализировать процессы фазовых превращений, протекающие при непрерывном охлаждении. На рис. 5 на диаграмму изотермического превращения аустенита нанесены кривые охлаждения, соответствующие различным режимам. Так, например, для получения структуры сорбита следует проводить охлаждение со скоростью υ1, а для получения троостита υ2. Увеличивая скорость охлаждения, можно получить в детали структуру мартенсита.
МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
При больших степенях переохлаждения, например при 230°С для эвтектоидной стали, аустенит находится в неустойчивом состоянии. При этих температурах аллотропическое превращение Feγ→Feα происходит в условиях, когда скорость диффузии углерода очень мала (см. рис. 6). При бездиффузионном превращении Feγ (С) —Feα(C) весь углерод, растворенный в решетке аустенита, остается в решетке феррита. Так как максимальная растворимость углерода в α-железе не превышает 0,02%, а в исходной фазе — аустените — может содержаться до 2,14%С, то образуется пересыщенный твердый раствор, называемый мартенситом.
Мартенсит — это пересыщенный твердый раствор внедрения углерода в Feα. Атомы углерода находятся в междоузлиях: либо в центре оснований тетраэдров, либо посредине их длинных ребер (рис. 13). При образовании мартенсита решетка Feα сильно искажается, превращаясь из кубической в тетрагональную (с/а>1) решетку.
С увеличением содержания углерода степень тетрагональности решетки мартенсита увеличивается (рис. 14): c/a=1 +0,046р, где р — содержание углерода, % (по массе).

Рис. 13. Схема перестройки решетки аустенита в решетку мартенсита (X — атом углерода)

Рис. 14. Изменение степени тетрагональности мартенсита от содержания углерода (по данным разных авторов)
Наименьшая скорость охлаждения, необходимая для образования структуры мартенсита, называется критической скоростью закалки υкр (см. рис. 5).
Механизм мартенситного превращения имеет ряд особенностей, отличающих его от диффузионных превращений. Большой вклад в исследование этого превращения внесли советские ученые С. С. Штейнберг, Г. В. Курдюмов, В. Д. Садовский, А. П. Гуляев.
Как было отмечено ранее, первая основная особенность мартенситного превращения — его бездиффузионный характер. (Под бездиффузионностью превращения следует понимать не отсутствие всяких перемещений атомов, а отсутствие диффузионного перемещения атомов углерода).
Г. В. Курдюмов указывал: «Мартенситное превращение состоит в закономерной перестройке решетки, при которой атомы не обмениваются местами, а лишь смещаются друг относительно друга на расстоянии, не превышающие межатомные». Атомы перемещаются в определенных направлениях единообразно и взаимосвязано, т. е. происходит кооперативное одновременное перемещение атомов, расположенных в одной или нескольких смежных кристаллографических плоскостях.
Необходимая для этого процесса энергия получается за счет разности свободных энергий аустенита и мартенсита.
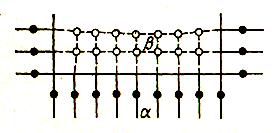
Рис. 15. Схема строения когерентной границы между кристаллами фаз α и β
Объем образующегося мартенсита больше объема исходного аустенита, поэтому в процессе роста новой фазы возрастает величина упругой энергии до тех пор, пока не будет превзойден предел упругости в переходной зоне. После этого в ней произойдет пластическая деформация (сдвиг), нарушится сопряженность кристаллов, прекратится рост кристалла мартенсита (в этих условиях невозможно кооперативное направленное смещение атомов). Кристаллическая решетка образующегося мартенсита закономерно ориентирована по отношению к решетке аустенита.
В процессе роста мартенситного кристалла на границе между ним и аустенитом имеется непрерывный переход от решетки аустенита к решетке мартенсита, т. е. имеется когерентность (упругая связь) двух решеток (рис. 15). При когерентном росте новой фазы атомы перемещаются только на небольшие близкие расстояния. Это означает, что соседи любого атома в исходной фазе остаются соседями этого же атома в новой фазе. Поверхностная энергия при таком росте очень мала.
В результате — низкое значение энергии активации, а линейная скорость роста новой фазы должна быть очень большой. Это подтверждается экспериментально. Энергия активации такого процесса составляет 1000 кал/г·атом, а скорость роста кристалла мартенсита примерно 1000 м/с. Он образуется практически мгновенно (за 10-7 с).

Рис. 16. Структура мелкоигольчатого (а) и крупноигольчатого (б) мартенсита стали У10. Х500
Итак, вторая особенность мартенситного превращения — ориентированность кристаллов мартенсита.
Ориентированное смещение атомов при мартенситном превращении приводит даже к образованию на полированной поверхности рельефа. Как показано экспериментально А. П. Гуляевым, кристаллы мартенсита имеют форму пластин. В плоскости шлифа видны обычно их сечения, поэтому мартенситная структура под микроскопом выглядит как игольчатая (рис. 16). Образуясь мгновенно (со скоростью взрыва), пластины мартенсита растут либо до границы зерна аустенита, либо до дефекта. Образующиеся следующие мартенситные пластины расположены к первым под углами 60 или 120° и размеры их ограничены участками между первыми пластинами (В этой закономерной ориентировке проявляется принцип структурного соответствия между образующимся мартенситом и исходной фазой — аустенитом). Чем крупнее исходное зерно аустенита, тем крупнее и пластинки мартенсита, т. е. он будет грубоигольчатым (рис. 16,б).
Третья особенность мартенситного превращения— оно происходит только при непрерывном охлаждении, т. е. в интервале температур, начинаясь и заканчиваясь для каждой стали при определенной температуре независимо от скорости охлаждения. Температуру начала мартенситного превращения называют мартенситной точкой и обозначают Мн, а температуру окончания обозначают Мк (см. рис. 5).
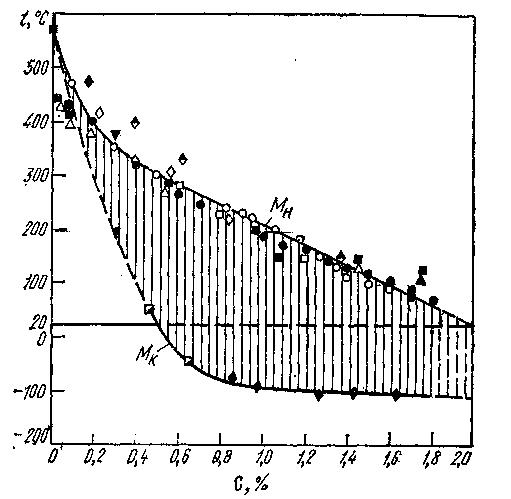
Рис. 17. Зависимость температуры начала (Мн) и конца (Мк) мартенситного превращения от содержания углерода в стали по данным различных авторов
Положение точек Мн и Мк зависит от содержания углерода в стали (рис. 17) и присутствия легирующих элементов и не зависит от скорости охлаждения. Поэтому на С-образной диаграмме Мн и Мк — горизонтальные линии.
Если изотермическую выдержку проводить в интервале Мн—Мк, то, несмотря на имеющееся иногда даже большое количество аустенита, мартенситное превращение прекращается. Причина такого явления пока еще окончательно не выяснена, но практически оно имеет большое значение: если для какой-либо стали Мк находится в области отрицательных температур (например, для стали, содержащей больше 0,6% С), то при комнатной температуре в структуре наряду с мартенситом будет сохраняться какое-то количество аустенита. Такой аустенит называют остаточным А ост.( Небольшое количество остаточного аустенита имеется в сталях и после охлаждения ниже Мк).
Свойства мартенсита обусловлены особенностями его образования. Мартенсит характеризуется очень высокой твердостью (HRC55—65) и хрупкостью. Такая высокая твердость объясняется, во-первых, тем, что при образовании пересыщенного углеродом твердого раствора кристаллическая решетка Feα сильно искажается, в ней создаются большие внутренние напряжения. Во-вторых, вследствие увеличения объема при превращении аустенита в мартенсит возникает фазовый наклеп, что способствует измельчению блочной структуры и росту внутренних напряжений.
В сталях и сплавах на основе железа наблюдают два морфологических типа мартенсита — пластинчатый и реечный.
Пластинчатый мартенсит, который также называют игольчатым, низкотемпературным или двойникованным, образуется в высокоуглеродистых сталях и сплавах железа с большим содержанием никеля. Кристаллы пластинчатого мартенсита имеют форму тонких линзообразных пластин, которые в разрезе на шлифе выглядят иглами. Такая форма мартенсита соответствует минимуму энергии упругих искажений при его образовании в аустенитной матрице и аналогична форме механических двойников.
Реечный мартенсит, называемый также массивным, высокотемпературным, недвойникованным, образуется в закаленных малоуглеродистых и среднеуглеродистых сталях, а также в большинстве конструкционных легированных сталях. Кристаллы этого мартенсита имеют форму тонких реек, вытянутых в одном направлении (отсюда название этой формы мартенсита). Рейки параллельны и образуют плотный пакет, внутри которого они разделены мало- или высокоугловыми границами.
Огромная скорость образования пластин мартенсита объясняется когерентностью и упругим сопряжением двух решеток — образующегося мартенсита и исходной фазы, аустенита. Происходит «скользящее» движение, обусловленное бездиффузионным, кооперативным перемещением атомов на расстояния, меньшие межатомных. Так же характерной чертой кинетики мартенситного превращения является его автокаталитичность, напоминающая цепные реакции. На скорость роста кристаллов мартенсита оказывает большое влияние плотность дислокаций и механизм их движения — скольжение вместе с границей или переползание. Повышенная плотность дефектов (дислокаций, двойниковых прослоек) оказывает дополнительное влияние и на фазовый наклеп, наблюдающийся при превращении аустенита в мартенсит (объем мартенсита больше объема аустенита). Кроме того, повышенная плотность дислокаций, особенно их появление на границе фаз, может привести даже к частичному нарушению когерентности.
Мартенситное превращение происходит не только у сталей, оно обнаружено у многих металлов и сплавов, испытывающих аллотропические или полиморфные превращения при быстром значительном переохлаждении высокотемпературных модификаций. Особенностью мартенситного превращения в сталях является его необратимость.
Превращение аустенита в мартенсит — бездиффузионный процесс. Превращение мартенсита в аустенит при нагреве происходит диффузионно.
ПРЕВРАЩЕНИЯ В ЗАКАЛЕННОЙ СТАЛИ ПРИ НАГРЕВЕ
Мартенсит закалки — неравновесная (метастабильная) структура, сохраняющаяся ввиду малой подвижности атомов при низких температурах. При закалке в изделиях всегда возникают большие внутренние напряжения в результате объемных изменений. Для получения более равновесного состояния после закалки изделия подвергают отпуску, нагревая до температур ниже Ас1. Изучая процессы, происходящие в закаленной стали при нагреве, наиболее часто пользуются прибором — дилатометром. В прибор помещают два одинаковых по размерам образца из одной и той же стали. Один из образцов находится в отожженном, другой — в закаленном состояниях. При нагреве до температур ниже Ас1 в отожженном образце никаких превращений не происходит, его размеры изменяются только за счет теплового расширения, а в закаленном образце совершаются и структурные превращения, сопровождающиеся изменениями объема. Прибор дифференциальный, он показывает только те изменения размеров, которые происходят в закаленном образце при нагреве за счет структурных превращений. В результате получается кривая, подобная приведенной на рис. 18.
Различают четыре основных превращения, происходящих при нагреве закаленной стали. В результате изменения состава стали и времени выдержки при отпуске происходит смещение температурных интервалов этих превращений, однако сущность процессов остается неизменной.
Первое превращение происходит при температуре до 200 °С. При низких температурах — до 100 °С — скорость диффузии очень мала. Так, при 0 °С время, в течение которого половина объема мартенсита будет участвовать в начальной стадии распада, это сотни лет. При 20 °С на этот же процесс потребуется около шести лет, а при 100° С всего лишь 50 мин. Поэтому до 80 °С за время эксперимента практически никаких изменений в закаленном образце не наблюдается.
В интервале температур от 80 до 150—200 °С происходит так называемый «двухфазный» или «гетерогенный» распад мартенсита.
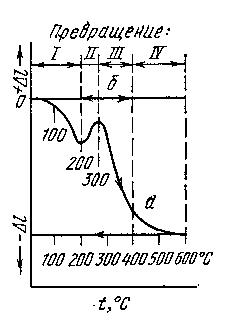
Рис. 18. Дилатометрическая кривая отпуска закаленной (а) и отожженной (б) углеродистой стали (1,2% С)
При этих температурах в отдельных участках исходного мартенсита выделяются тончайшие пластины карбида. Толщина таких пластинок составляет несколько атомных слоев, длина — несколько сот ангстрем. Решетка образовавшегося карбида когерентна решетке мартенсита, т. е. на их границе имеется общий слой атомов. Состав образовавшихся пластинок карбида окончательно не установлен. Известно, что он метастабилен, имеет гексагональную решетку. Его обозначают как ε-карбид или карбид FexC.
В непосредственной близости от образовавшихся пластинок карбида твердый раствор обедняется углеродом, уменьшается тетрагональность мартенсита. Но при этих температурах ввиду малой скорости диффузии концентрация не успевает выравниваться, поэтому в одном зерне могут сосуществовать два твердых раствора с одинаковым типом решетки, но с разной концентрацией углерода. Поэтому такой распад мартенсита и называется «двухфазным».
Кристаллы образовавшихся карбидов при этих температурах не растут. Процесс развивается за счет выделения новых частиц карбида в тех участках мартенсита, которые имеют исходную концентрацию углерода.
В результате первого превращения при отпуске получается так называемый отпущенный или кубический мартенсит.
Отпущенный мартенсит — это гетерогенная смесь пересыщенного углеродом α-раствора неоднородной концентрации (от исходной до незначительно большей, чем в феррите) и не обособленных частиц карбида. С уменьшением тетрагональности мартенсита уменьшается объем всего образца (см. рис. 18).
Второе превращение происходит в интервале температур 200—300 °С. В этом интервале остаточный аустенит превращается в отпущенный мартенсит. Такое превращение возможно вследствие того, что с уменьшением тетрагональности мартенсита уменьшаются сжимающие напряжения, действующие на остаточный аустенит.
Превращение остаточного аустенита сопровождается некоторым увеличением объема. Одновременно происходит уменьшение тетрагональности мартенсита и при температурах ближе к 300 °С начинаются обособление и рост частичек карбида. Внутренние напряжения уменьшаются.
Третье превращение происходит в интервале 300— 400 °С. Скорость диффузии при этих температурах заметно увеличивается, весь избыточный углерод постепенно выделяется из решетки Feα, карбидные частички полностью обособляются, приобретают строение Fe3C и начинают расти. Образующаяся высокодисперсная смесь феррита и цементита называется трооститом отпуска.
Четвертое превращение — при нагреве выше 400° С. При этой температуре происходят постепенный рост частичек карбида и их коагуляция. При 550—600 °С размер частичек равен 0,1—0,2 мкм. Такая структура называется сорбитом отпуска.
В отличие от сорбита, полученного при охлаждении аустенита, цементит в сорбите отпуска имеет округлую форму. При нагреве закаленной стали до 650—700 °С получают перлит отпуска или глобулярный перлит с размером частиц —0,3—0,4 мкм.
Малая диффузионная подвижность атомов легирующих элементов оказывает существенное влияние на процессы, протекающие в закаленных сталях при отпуске (только никель и марганец не оказывают заметного влияния на эти процессы).
На первую стадию распада мартенсита (до 150 °С), когда происходит «двухфазный» распад, влияние легирующих элементов незначительно. Выделяющийся карбид железа имеет такую же концентрацию легирующих элементов, как и исходный мартенсит, и также существует когерентная связь.
При дальнейшем нагреве процесс протекает медленнее, чем в углеродистых сталях, и поэтому легированные стали сохраняют структуру отпущенного мартенсита до более высоких температур (иногда до 400— 500 °С).
Легирование оказывает существенное влияние на второе превращение остаточного аустенита в отпущенный мартенсит. Температура этого превращения повышается. Так как в легированных сталях, как правило, сохраняется значительное количество остаточного аустенита, то превращение последнего в отпущенный мартенсит способствует сохранению твердости до более высоких температур.
Третье и четвертое превращения в легированных сталях также происходят при более высоких температурах. Поэтому после одинаковых по температуре нагревов закаленных сталей легированные стали имеют более высокую твердость и прочность.
Карбидная фаза при отпуске претерпевает специфические превращения. С повышением температуры увеличивается подвижность атомов легирующих элементов, благодаря чему становится возможным их перераспределение между цементитом и ферритом. Концентрация легирующих элементов в цементите увеличивается и при определенных значениях решетка цементита перестраивается в решетку того специального карбида, который может находиться в данной стали в равновесии с ферритом. (При сохранении легированного мартенсита до высоких температур возможно выделение специального карбида и непосредственно из мартенсита). Образовавшиеся дисперсные карбиды могут значительно увеличивать твердость.
Таким образом, выше были рассмотрены четыре основных превращения в стали, протекающие при нагреве и охлаждении: П→А, А→П, А→М и М→П. В основе всех превращений лежит стремление системы к минимуму свободной энергии. На рис. 19 приведена схема изменения свободной энергии основных структур с изменением температуры. Из этой схемы видно, что превращения М→А и П→М невозможны.

Рис. 19. Изменение свободной энергии аустенита (FА), мартенсита (FM) и перлита (FП) с изменением температуры; То — температура метастабильного равновесия А—М
Практика закалки и отпуска стали
Закалка углеродистых сплавов производится в целях повышения их механических свойств: твердости, предела прочности, упругости и износостойкости.
Процесс закалки состоит из следующих этапов:
а) нагревания изделия до температуры закалки;
б) выдержки изделия в течение определенного времени при за данной температуре;
в) охлаждения изделия с нужной скоростью.
Температура нагрева под закалку должна обеспечить в стали аустенитную структуру. На рис. 20 показан интервал температур для закалки сталей в зависимости от содержания углерода. Если доэвтектоидную сталь нагревать до аустенито-ферритной структуры, то закалка будет неполная, а твердость стали — невысокая (в структуре будет феррит). Заэвтектоидные стали рекомендуется нагревать до аустенито-цементитной структуры, т. е. производить неполную закалку, так как цементит в структуре увеличит твердость металла.
В случае нагрева выше рекомендованного интервала возможен перегрев стали и снижение ее свойств. Для контроля температуры в печи применяются пирометры. При отсутствии пирометров температуру ориентировочно можно определять по цветам каления. Цвет каления стали в зависимости от температуры, °С, изменяется следующим образом:

Рис. 20. Цвета каления (а) и побежалости (б)
Время выдержки стали при температуре закалки должно быть достаточным для того, чтобы обеспечить образование однородного аустенита по всему сечению.
Время нагрева и выдержки изделий из углеродистой стали зависит от температуры нагрева, нагревающей среды и формы изделий.
В табл. 2 Приведены условия нагрева стали при термической обработке в лабораторных электрических печах.
Таблица 2
Условия нагрева стали при термообработке
Температура нагрева, °С |
Время выдержки, мин, на 1 мм толщины (диаметра) образца в зависимости от его формы |
Температура нагрева, °С
|
Время выдержки, мин, на 1 мм толщины (диаметра) образца в зависимости от его формы |
||||
цилиндр |
квадрат |
пластина |
цилиндр |
квадрат |
пластина |
||
500 |
2,5 |
3,8 |
5,0 |
800 |
1,0 |
1,5 |
2,0 |
600 |
2,0 |
3,0 |
4,0 |
900 |
0,8 |
1,2 |
1,6 |
700 |
1.5 |
2,2 |
3,0 |
1000 |
0,4 |
0,6 |
0,8 |
Скорость охлаждения при закалке оказывает влияние на структуру и свойства стали. Для получения структуры мартенсита в углеродистых сталях необходимо охлаждение со скоростью 400—600 °С в секунду в интервале 600—400 °С. Снижение скорости приводит к появлению структуры троостита (200 °С в 1 сек) и сорбита (около 100 °С в 1 сек).
При закалке важным является медленное охлаждение стали в интервале температур, при которых происходит превращение аустенита в мартенсит (300 °С), так как непосредственный переход аустенита в мартенсит не требует больших скоростей охлаждения и, кроме того, если превращение аустенита в мартенсит будет происходить при медленном охлаждении, то изменение его объема по сечению протекает равномерно и тем самым снижаются внутренние напряжения и деформации.
В табл. 3 приведены скорости охлаждения, получаемые в некоторых наиболее распространенных охлаждающих средах.
Важное значение при закалке имеет способ погружения изделия в охлаждающую жидкость (рис. 21).
Неправильное погружение приводит к, неравномерному распределению в металле внутренних напряжений, что может вызвать коробление изделий, а также недостаточную твердость его отдельных частей. Изделия, имеющие несквозные отверстия, следует погружать в охлаждающую жидкость закрытой стороной, чтобы воздух и пар могли выйти в отверстия, а вода проникла в него. Детали, имеющие вогнутую поверхность, нельзя погружать вогнутой поверхностью вниз, так как образующаяся паровая рубашка не даст этому месту закалиться. При закалке изделий, имеющих неодинаковые сечения, сначала погружают в жидкость наиболее массивные их части. Изделия плоской формы следует погружать в охлаждающую среду узкой стороной.
Отпуск стали проводится после закалки, чтобы уменьшить хрупкость, ослабить напряжения и получить требуемые механические свойства.
Таблица 3 Скорость охлаждения стали в охлаждающих средах
Закалочная среда |
Скорость охлаждения в интервале температур, град/сек |
|
650-550 °С |
300—200 °С |
|
Вода при температуре, °С: |
|
|
18 |
600 |
270 |
28 |
500 |
270 |
50 |
100 |
270 |
74 |
30 |
200 |
10%-ный раствор в воде при 18° С: |
|
|
едкого натра |
1200 |
300 |
поваренной соли |
1100 |
300 |
соды |
800 |
270 |
Эмульсия масла в воде |
70 |
200 |
Масло: |
|
|
минеральное машинное |
150 |
30 |
трансформаторное |
120 |
25 |
Спокойный воздух |
18 |
|
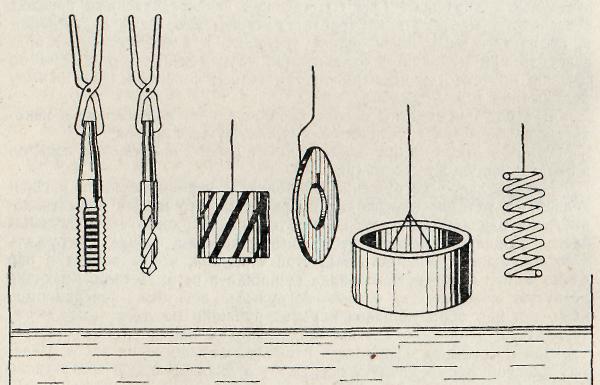
Рис. 21 Способ погружения изделия в охлаждающую жидкость
Температура нагрева стали зависит от вида отпуска.
Время выдержки зависит от размеров изделия и температуры нагрева (табл. 2).
Большое применение имеет отпуск по цветам побежалости, которые зависят от температуры нагрева, °С:
Метастабильные структуры
К метастабильным (неустойчивым) структурам относятся мартенсит, троостит, сорбит и аустенит.
Мартенсит имеет игольчатое строение. Размеры игл зависят от температуры, закалки и от размеров зерен аустенита, из которых они образовались, и их количества. Лучшими механическими свойствами обладает мелкоигольчатый мартенсит. В металломикроскопе мартенсит наблюдается в виде игл, расположенных под углом 60, 90 и 120° друг к другу.
Троостит является продуктом распада аустенита при закалке, а при среднем отпуске — продуктом распада мартенсита. Троостит травится реактивами интенсивнее мартенсита, поэтому под микроскопом он выглядит темным.
Сорбит образуется при высоком отпуске закаленной на мартенсит стали. Сорбит виден под микроскопом в виде светлых участков — зерен цементита в феррите.
Аустенит наблюдается в виде светлых полей или светлого фона. Остаточный аустенит бывает только в высокоуглеродистых и некоторых легированных сталях после закалки.
Вопросы для самопроверки:
От чего зависят свойства сплава?
Назовите основные виды термической обработки?
Как различают разновидности отжига I рода?
Что понимают под отжигом II рода?
Дайте определение закалки?
Дайте определение отпуска?
Что понимают под химико-термической обработкой?
Что понимают под термомеханической обработкой?
Что лежит в основе всех превращений, которые совершаются в стали при нагреве?
Поясните влияние скорости нагрева на продолжительность превращения?
Как различают величину зерна наследственного и действительного?
Какие происходят превращения в стали при охлаждении?
Как можно легко обнаружить превращение аустенита?
Какие превращения происходят в закаленной стали?
Какие применяются виды закалок?
Какой интервал температур применяется при закалке?
Какие применяются виды отпусков?
Какие интервалы температур применяются при отпуске?
Литература:
Блинов И.С. Справочник технолога механосборочного цеха судоремонтного завода. – 5-е изд., перераб. и доп. – М.: Транспорт, 1979. – 704 с.
Иваней А.А. Электронный конспект лекций.
Конструкционные материалы: Справочник /Под общ.ред.Б.Н.Арзамосова.-М.:Машиностроение,1990.-688с.
Марочник сталей и сплавов /Под ред. В.Г.Сорокина.-М.:Машиностроение,1989.-640с.
Солнцев Ю.П. Оборудование пищевых производств. Материаловедение: Учеб. для вузов.- СПб.: Изд-во «Профессия», 2003.- 526с.
Фетисов Г.П., Карпман М.Г., Матюнин В.М. и др. Материаловедение и технология металлов. – М.: Высш. шк., 2000. – 638 с.
Форма отчета
Практическая работа №5.
«ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ»
По таблице заданий найти свой вариант.
Изучить теоретические сведения термической обработки сталей.
Определить режим закалки образца стали в соответствии с заданием.
Определить режим низкого, среднего и высокого отпуска образцов стали в соответствии с заданием.
Указать твердость образцов после закалки.
Указать твердость образцов после отпуска.
Охарактеризовать структуру стали после выполненных различных видов термической обработки.
Сделать анализ влияния термической обработки стали на ее механические свойства.
Протокол испытаний
№ образца |
Марка стали |
Закалка |
Твердость HRC |
Отпуск |
Твердость HRC |
||||
температура нагрева , °С |
выдержка, мин |
охлаждающая среда |
температура нагрева , °С |
выдержка, мин |
охлаждающая среда |
||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица заданий
№ задания |
Марка стали |
Требуемая структура |
1 |
У 12 |
мартенсит |
2 |
12Х18Н10Б |
троостит |
3 |
12Х18Н10Т |
сорбит |
4 |
30ХГС |
перлит |
5 |
14Г2АФ |
бейнит |
6 |
Р6М5 |
перлит+цементит |
7 |
03Н18К9М5Т |
феррит+перлит |
8 |
95Х18 |
мартенсит |
9 |
08Х13 |
троостит |
10 |
ШХ15 |
сорбит |
11 |
36Х2Н2МФА |
перлит |
12 |
25Н25М4Г1 |
бейнит |
13 |
Р18 |
мартенсит |
14 |
12Х1МФ |
троостит |
15 |
30Х9Н8М4Г2С2 |
сорбит |
16 |
40ХН2МА |
перлит |
17 |
04Х11Н9М2Д2ТЮ |
бейнит |
18 |
30ХГСН2А |
мартенсит |
19 |
ШХ15СГ |
троостит |
20 |
09Х14Н19В2БР |
сорбит |
21 |
65С2ВА |
перлит |
22 |
60С2Н2А |
бейнит |
23 |
30Х10Г10 |
мартенсит |
24 |
40Х13 |
троостит |
25 |
09Х15Н8Ю |
сорбит |
Практическая работа 6
КЛАССИФИКАЦИЯ И МАРКИРОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ, ИХ СВОЙСТВА И ПРИМЕНЕНИЕ В ПИЩЕВОЙ ПРОМЫШЛЕННОСТИ
Цель работы: ознакомиться с классификацией и маркировкой цветных металлов и сплавов, их свойствами и применением.
Задачи:
ознакомиться с принципами маркировки цветных металлов и сплавов по Российским стандартам.
ознакомиться с классификацией цветных металлов и сплавов.
изучить свойства цветных металлов и сплавов и их применение в пищевой промышленности.
АЛЮМИНИЙ И ЕГО СПЛАВЫ
Основные свойства алюминия
Из всех легких металлов алюминий характеризуется наибольшим объемом производства, занимая в мировой промышленности второе место после производства стали.
Алюминий кристаллизуется в ГЦК решетке, не имеет полиморфных превращений, обладает малой плотностью (2,7 г/см3), низкой температурой плавления 660 °С, высокой электро- и теплопроводностью, низкой прочностью (σв = 100 МПа) и высокой пластичностью (δ = 35 %), а также высокой атмосферной коррозионной стойкостью. Хорошая коррозионная стойкость алюминия обусловлена образованием на его поверхности тонкой, но плотной пленки оксида Al2O3, предохраняющей его от дальнейшего окисления. Удельные объемы оксида и металла близки между собой. Поэтому оксидная пленка обладает хорошим сцеплением с металлом и малопроницаема для всех газов.
Алюминий хорошо деформируется и сваривается, но плохо обрабатывается резанием. Из него прокаткой можно получать тонкую фольгу, применяемую в качестве оберточного материала.
Классификация, маркировка и применение алюминиевых сплавов
Основными легирующими элементами в алюминиевых сплавах являются Сu, Zn, Mg, Mn. В условиях равновесия сплавы представляют собой равновесный твердый раствор с выделениями интерметаллидных фаз типа CuAl2 (θ-фаза), Al2CuMg (S-фаза), Al6CuMg4 (T-фаза) и др. Вредными примесями, снижающими пластичность алюминиевых сплавов, являются железо и кремний. Их содержание в деформируемых алюминиевых сплавах должно составлять не более 0,5 %. Алюминиевые сплавы маркируются буквами или условными номерами. Часто за условным номером дают обозначения, характеризующие состояние сплава: М - мягкий (отожженный); Т - термически обработанный (закалка и старение); Н - наклепанный и др. Состав и свойства некоторых российских алюминиевых сплавов приведены в табл.1.
Таблица 1 Химический состав и свойства алюминиевых сплавов
Марка сплава
|
|
Содержание элемента |
% |
Режим термообработки |
Механические свойства |
|||||
|
|
|
|
|
||||||
Сu |
Mg |
Мn |
Si |
Прочие |
σв, |
σ0,2, |
δ, |
|||
|
МПа |
МПа |
% |
|||||||
Деформируемые сплавы, не упрочняемые термической обработкой |
||||||||||
АМц |
0,1 |
02 |
1,0-1,9 |
0,6 |
0,1 Zn; 0,7 Fe |
Отжиг |
130 |
50 |
20 |
|
АМг2 |
0,1 |
1,8-2,6 |
0,2-0,6 |
0,4 |
0,2 Zn; 0,4 Fe |
Тоже |
190 |
90 |
24 |
|
АМг5 |
0,1 |
4,8-5,8 |
03-0,8 |
05 |
0,02-0,1 Ti; 0,0002-0,005 Be |
|
270 |
120 |
18 |
|
Деформируемые сплавы, упрочняемые термической обработкой |
||||||||||
Д1 |
3,8-4,8 |
0,4-0,8 |
0,4-0,8 |
0,7 |
0,lNi;0,7Fe |
Отжиг Закалка-старение |
210 |
110 |
18 |
|
Д16 |
3,8-4,9 |
1,2-1,8 |
03-0,9 |
05 |
0,lNi;0,5Fe |
Тоже |
440 |
330 |
18 |
|
В95 |
1,4-2,0 |
1,8-2,8 |
0,2-0,6 |
05 |
0,01-0,25 Cr, 5,0-7,0 Zn |
- || — |
540 |
470 |
10 |
|
В96 |
2,0-2,6 |
2,3-3,0 |
03-0,8 |
— |
8-9 Zn |
- || - |
750 |
720 |
7 |
|
АК6 |
1,8-2,6 |
0,4-0,8 |
0,4-0,8 |
1,0 |
0,7-1,2 Si |
- || - |
420 |
300 |
13 |
|
ВАД23 |
4,8-5,8 |
≤0,05 |
0,4-03 |
— |
0,9-1,4 Li; 0,1-0,25 Cd; |
— ■■ — |
450 |
280 |
20 |
|
01420 |
- |
5,0-6,0 |
— |
— |
1,9-2,3Li 0,09-0,15 Zr |
— ■■ — |
420 |
270 |
5 |
|
Литейные сплавы |
||||||||||
АК12 |
- |
- |
- |
10-13 |
_ |
Литье в землю |
180 |
80 |
7 |
|
(АЛ2) |
|
|
|
|
|
Литье вкокиль |
220 |
90 |
|
|
АК9 |
— |
0,17-0,30 |
0,2-0,5 |
8-05 |
— |
Литье в землю |
260 |
200 |
4 |
|
(АЛ4) |
|
|
|
|
|
Закалка-парение |
|
|
|
|
АМ5 |
4,5-5,3 |
- |
0,6-1,0 |
|
0,15-0,35 Ti |
Тоже |
360 |
360 |
3 |
|
(АЛ19) |
|
|
|
|
|
|
|
|
|
|
По технологическим свойствам подразделяются на деформируемые и литейные сплавы. Точка К соответствует предельной растворимости легирующего элемента в алюминии при эвтектической температуре.
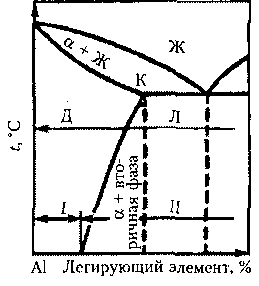
Рис. 1. Типовая диаграмма состояния сплавов А1 — легирующий элемент (схема): Д — деформируемые сплавы; Л — литейные сплавы; I — сплавы, не упрочняемые термической обработкой; II — сплавы, упрочняемые термической обработкой
Сплавы левее точки К имеют при нагреве однофазную структуру α-твердого раствора, высокую пластичность и низкую прочность. Поэтому сплавы этого типа легко обрабатываются давлением и относятся к категории деформируемых сплавов. В свою очередь деформируемые сплавы бывают двух типов: I — не упрочняемые термической обработкой и II — упрочняемые термической обработкой.
В деформируемых алюминиевых сплавах, не упрочняемых термической обработкой, содержание легирующих элементов меньше предела насыщения твердого раствора при комнатной температуре. В термически упрочняемых алюминиевых сплавах содержание легирующих элементов превышает их равновесную концентрацию. Сплавы, по содержанию легирующего элемента находящиеся правее точки К, имеют структуру, состоящую из α-твердого раствора и эвтектики. Они плохо деформируются, но благодаря наличию эвтектики обладают хорошими литейными свойствами: жидкотекучестью и высокой концентрацией литейной пористости. Наилучшая жидкотекучесть наблюдается у сплавов, кристаллизующихся при постоянной температуре (эвтектические сплавы).
Деформируемые алюминиевые сплавы
Деформируемые сплавы, не упрочняемые термообработкой, имеют сравнительно низкую прочность, но более высокую пластичность и коррозионную стойкость. Их применяют в отожженном состоянии или упрочняют с помощью холодной пластической деформации. К таким сплавам относятся сплавы типа АМц (система А1-Мn) и типа АМг (система Al-Mg). Из сплавов типа АМц изготавливают коррозионностойкие изделия, непосредственно контактирующие с пищевыми средами: емкости, поплавки и поплавковые камеры молочных сепараторов, стаканы центрифуг, оборотные бачки для хранения и транспортировки пива, трубопроводы. Сплав АМг2 применяют для производства тары для консервов и пресервов и ряда средненагруженных деталей трубопроводов и емкостей.
Такие сплавы хорошо обрабатываются давлением и свариваются. Из них обычно изготавливают изделия, получаемые глубокой вытяжкой из листового материала. Благодаря меньшей плотности и достаточной прочности чаще применяют алюминиево-магниевые сплавы. Широкое распространение получили деформируемые сплавы, упрочняемые термообработкой. Примером деформируемых термоупрочняемых алюминиевых сплавов являются сплавы алюминия с медью.
Закалка должна производиться со скоростью, предотвращающей распад пересыщенного твердого раствора. Закалку обычно производят в воде. Сразу после закалки сплавы имеют невысокую прочность и обладают способностью к пластической деформации. Закаленные детали можно подвергать различным технологическим деформирующим операциям: гибке, отбортовке, расклепке заклепок.
С целью дальнейшего упрочнения сплавы подвергают естественному в течение нескольких суток или искусственному старению при температуре около 150 ºС в течение 10-24 ч. Эффективнее естественное старение. В этом случае сплавы имеют более высокую пластичность и менее чувствительны к концентраторам напряжений.
Наиболее распространенными деформируемыми алюминиевыми сплавами являются дуралюмины. Они содержат, %: 2,5-5,0 Сu, 0,4-1,8 Mg, 0,4-0,9 Мn. Медь и магний вводят в сплав для его упрочнения, марганец усиливает упрочняющий эффект и повышает коррозионную стойкость. Наибольшее упрочнение достигается после старения.
Достоинством дуралюминов является высокая удельная прочность, благодаря чему они относятся к числу широко применяемых материалов во многих отраслях техники. В пищевой и холодильной промышленности используют для изготовления емкостей, тестомесильных аппаратов, сепараторов, поплавковых камер, арматуры, трубопроводов и т. д.
Дуралюмины имеют пониженную коррозионную стойкость. Для повышения коррозионной стойкости листы дуралюмина плакируют, т. е. покрывают слоем чистого алюминия и производят совместную прокатку листов. Лист алюминия толщиной 2-5 % от основного металла, сваривается с ним, защищая его, таким образом, от коррозии.
Для повышения коррозионной стойкости деталей из дуралюминов их также подвергают анодной поляризации в 10%-ном растворе серной кислоты. Выделяющийся кислород способствует образованию на поверхности дуралюминовой детали оксидной пленки, предохраняющей ее от окисления.
Деформируемые алюминиевые сплавы на основе Al-Zn-Mg-Cu (В95, В96) имеют наиболее высокую прочность среди всех алюминиевых сплавов σв = 500-750 МПа, но невысокую пластичность δ = 7-10 %. Сплавы этой системы легирования используются в самолетостроении для тяжелонагруженных деталей.
Для легирования алюминия применяют литий — самый легкий металл с плотностью 0,5 г/см3. В настоящее время разработаны сплавы систем Al-Cu-Li (ВАД23) и Al-Mg-Li (01420), а также режимы их упрочнения при термической обработке. В сплавах этого типа при искусственном старении достигается большее упрочнение, чем при естественном старении. Сплавы имеют прочность, близкую к прочности дуралюминов (σв= 400 МПа), но значительно меньшую плотность. Сплавы обладают высокой технологической пластичностью, особенно при горячей деформации. Из них могут быть получены все виды деформированных полуфабрикатов, включая фольгу.
Сплавы системы Al-Mg-Li являются самыми легкими из всех известных алюминиевых сплавов (на 12 % легче сплава Д16 и на 15 % — сплава В95). Такое существенное снижение массы объясняется тем, что оба легирующих элемента легче алюминия.
Благодаря сочетанию низкой плотности, высокого модуля упругости, коррозионной стойкости и хорошей свариваемости сфера применения сплавов системы Al-Mg-Li в технике непрерывно расширяется.
В России разработан сплав с добавками Sc и Zr, не упрочняемый термической обработкой. Сплав марки 01570 содержит 6 % Mg, но в отличие от сплава АМг дополнительно легирован 0,15-0,35 % Sс 0,05-0,15 % Zr. Скандий проявляет себя как сильный модификатор, способствующий получению плотных слитков с мелкозернистой структурой. При последующих нагревах твердый алюминиевый раствор скандия распадается с образованием дисперсных частиц Al3Sc, способствующих упрочнению. Если отожженные листы сплава АМг6 имеют σв = 340 МПа и σ0,2 = 180 МПа, то прочность сплава марки 01570 составляет σв> 400 МПа, σ0,2 >300 МПа при высокой пластичности δ=15-20 %. Подобно всем неупрочняемым сплавам на основе Al-Mg, сплав 01570 обладает хорошей свариваемостью, причем скандий оказывает на структуру шва модифицирующее действие.
Подобно сплаву АМг6 сплав 01570 может применяться как криогенный конструкционный материал для работы в среде жидкого кислорода и азота. При уменьшении содержания магния до 4-5 % сплав сохраняет высокую пластичность при температуре жидкого водорода (20 К).
Механические свойства термоупрочняемых алюминиевых Al-Zn-Mg-Cu сплавов одинакового состава при введении малых добавок скандия и циркония приведены в табл. 2.
Таблица 2 Влияние скандия и циркония на механические свойства А1- Zn-Mg-Cu сплавов
Номер сплава
|
Содержание, % |
МПа
|
МПа
|
5, %
|
Малоцикловая усталость, цикл
|
|
скандия |
циркония |
|||||
1 2 3 |
0 0,03 0,12 |
0,07 0,07 0,07 |
480 540 540 |
455 500 500 |
10.5 10,3 10,5 |
75 000 277000 277000 |
Разработан термоупрочняемый слав 01970, содержащий 5,2 % Zn, 2,0 % Mg, 0,3 % Мn, дополнительно легированный 0,2 % Sc и 0,1 % Zr. Его свойства после старения: σв = 480-520 МПа; σ0,2 = 420-490 МПа; δ=11-15% при увеличении сопротивления малоцикловой усталости в 2-2,5 раза по сравнению с обычными высокопрочными сплавами. Сплав имеет высокую коррозионную стойкость. Сварные соединения сплавов, легированные скандием, характеризуются самой высокой прочностью из всех известных алюминиевых сплавов. Они могут быть рекомендованы для наиболее ответственных конструкций.
Литейные алюминиевые сплавы
Литейные сплавы должны обладать высокой жидкотекучестью, малой склонностью к образованию горячих трещин и пористости. Для обеспечения высокого уровня литейных свойств необходим минимальный эффективный интервал кристаллизации. Наиболее высокие литейные свойства имеют сплавы с эвтектической структурой. Наиболее распространенными литейными сплавами являются сплавы алюминия с кремнием, которые называются силуминами.
Широкое распространение получил силумин марки АК12 (АЛ2), содержащий 10-13% кремния, обладающий высокой коррозионной стойкостью. Его структура состоит из α-твердого раствора и эвтектики α+ Si. Прочность силумина невелика: σв = 180 МПа; σ0,2 = 80 МПа; δ = 7%. Из силумина АК12 изготавливают тонкостенные детали сложной конфигурации, работающие при невысоких нагрузках в условиях непосредственного контакта с пищевыми средами. Максимальная рабочая температура не выше 200 ºС.
При более высоких требованиях к прочностным свойствам применяют доэвтектические силумины с 4-10 % Si и добавками небольших количеств Сu, Mg, Мn. Сплав АК9 (АЛ4) используют для таких деталей сложной формы, работающих при повышенных нагрузках, как маховики, кронштейны, хлебные формы. Его применяют после термической обработки, состоящей из закалки от 535 °С и старения при 175 ºС.
Кроме силуминов применяют литейные сплавы, легированные медью и магнием. Они имеют несколько худшие литейные свойства, но более высокие механические характеристики, в том числе при повышении температуры. Эти сплавы могут подвергаться термической обработке.
Для измельчения зерна и улучшения механических свойств литейные алюминиевые сплавы подвергают модифицированию. В качестве модификаторов применяют смеси солей NaF и NaCl в количестве 2-3 % от массы сплава. После модифицирования прочность силуминов увеличивается на 25 %, а их относительное удлинение — в два раза.
Из-за низкой прочности технический алюминий применяется для изготовления малонагруженных элементов конструкций. Сплавы на основе алюминия широко применяются в качестве конструкционных материалов.
Их применяют в строительных конструкциях, пищевом машиностроении, судостроении, железнодорожном и автомобильном транспорте, летательных аппаратах, нефтяном и химическом машиностроении, электротехнике и т. д. Из технического алюминия изготавливают коррозионностойкие емкости, трубопроводы, котлы для варки пиши, непосредственно контактирующие с пищевыми средами. Фольгу из алюминия применяют в качестве упаковочного материала. Алюминий, используемый для изготовления аппаратов, контактирующих с пищевыми средами, практически не должен содержать примесей (алюминий особой чистоты) и мигрировать в продукт. Значительные количества алюминия, например, в сусле и пиве отрицательно влияют на активность дрожжей и процесс брожения.
Из алюминиевых сплавов изготавливают самые разнообразные детали холодильной и криогенной техники. Их применяют для изготовления хранилищ и емкостей для транспортировки жидких газов: кислорода, азота, водорода и гелия, не говоря уже об установках сжижения и хранения природного газа. Алюминиевые сплавы используют в качестве материала для ректификационных колонн и трубных систем. Из них изготавливают баки для жидкого кислорода и водорода диаметром 6,5 м и более, баллоны для сжатого гелия.
ТИТАН И ЕГО СПЛАВЫ
Основные свойства титана
Титан широко распространен в земной коре, где его содержание составляет около 0,6 %, а по распространенности он занимает четвертое место после алюминия, железа и магния. Однако промышленный способ извлечения этого металла был разработан лишь в 40-х годах XX века. Производство титана и его сплавов интенсивно развивалось. Это объясняется сочетанием таких ценных свойств титана, как малая плотность, высокая удельная прочность (σв/γ), коррозионная стойкость, технологичность при обработке давлением и свариваемость, хладостойкость, высокая стойкость против солнечной радиации, немагнитность и ряд других ценных физико-механических характеристик.
Титан — металл серебристо-белого цвета, имеющий малую плотность (4,5 г/см3). Температура плавления титана 1668 ± 4 °С в зависимости от степени его чистоты.
Титан имеет две полиморфные модификации: низкотемпературную α-титана с гексагональной плотноупакованной решеткой и высокотемпературную модификацию β-титана с кубической объемно-центрированной решеткой. Температура полиморфного (α↔β)-превращения составляет 882 °С.
Механические свойства титана существенно зависят от чистоты металла. Различают примеси внедрения - кислород, азот, углерод, водород - и примеси замещения, к которым относятся железо и кремний. Хотя примеси повышают прочность, но одновременно резко снижают пластичность, причем наиболее сильное отрицательное действие оказывают примеси внедрения, особенно газы. При введении всего лишь 0,03 % Н, 0,2 % N или 0,7 % О титан полностью теряет способность к пластическому деформированию и хрупко разрушается.
Технически чистый титан марки ВТ1-1 по прочности и пластичности не уступает ряду хромистых и хромоникелевых коррозионностойких сталей: σв =450-600 МПа; σ0,2 =380-500 МПа; δ ≥ 25 %; ψ≥ 50 %. При понижении температуры от комнатной до криогенных прочностные свойства растут при сохранении высокого уровня пластичности (табл. 3).
По удельной прочности в интервале температур 300-600 °С сплавы титана не имеют себе равных; при температуре ниже 300 °С они уступают алюминиевым сплавам, а выше 600 °С — сплавам на основе железа и никеля.
Таблица 3 Механические свойства титана ВТ1-1 при криогенных температурах
Т, К |
σв, МПа
|
σ0,2, MПa |
δs,% |
ψ, % |
293 |
520 |
400 |
24 |
59 |
77 |
990 |
750 |
44 |
68 |
20 |
1280 |
900 |
29 |
64 |
4,2 |
1210 |
870 |
35 |
58 |
Хотя титан относится к числу химически активных металлов, он обладает высокой коррозионной стойкостью, так как на его поверхности образуется стойкая пассивная пленка TiO2, прочно связанная с основным металлом и исключающая его непосредственный контакт с электролитом. Оксидная пленка на титане возникает при окислении на воздухе. Благодаря оксидной пленке титан и его сплавы не корродируют в атмосфере, пресной и морской воде, устойчивы против кавитационной коррозии и коррозии под напряжением, а также в пищевых кислотах органического происхождения.
Производство изделий из титана и его сплавов имеет ряд технологических особенностей. Из-за высокой химической активности расплавленного титана его выплавку, разливку и дуговую сварку производят в вакууме или в атмосфере инертных газов.
Сплавы титана имеют несколько меньшую жаропрочность, чем специальные стали. Рабочая температура их использования не более 550-600 ºС. При превышении этой температуры титан и его сплавы легко окисляются и интенсивно поглощают газы (рис. 2).
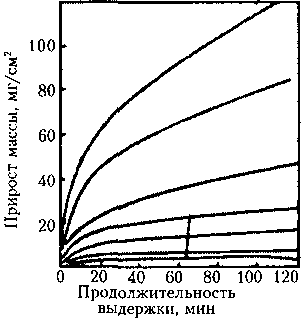
Рис. 2. Окисление титана при различных температурах
При технологических и эксплуатационных нагревах необходимо принимать меры для защиты титана от газонасыщения. Кроме газов, вредной примесью для титана является углерод, образующий карбиды. Титан пластичен и легко обрабатывается давлением при комнатной и повышенной температурах. Титан и его сплавы хорошо свариваются контактной и дуговой сваркой в защитной атмосфере, обеспечивая высокую прочность и пластичность сварного соединения. Недостатком титана является плохая обрабатываемость резанием.
Основная цель легирования титановых сплавов — повышение прочности, жаропрочности и коррозионной стойкости. Широкое применение нашли сплавы титана с алюминием, хромом, молибденом, ванадием, марганцем, оловом и другими элементами. Как и в сплавах на основе железа, легирующие элементы оказывают большое влияние на полиморфные превращения титана.
Фазовые превращения в титановых сплавах
Алюминий, азот и кислород повышают температуру полиморфного превращения α↔β, расширяют область твердых растворов на основе α -титана и таким образом являются α -стабилизаторами. Учитывая охрупчивающее действие азота и кислорода, практическое значение для легирования титана имеет только алюминий. Алюминий является основным упрочняющим легирующим элементом, к тому же имеющим малую плотность. Поэтому он обычно присутствует в большинстве титановых сплавов.
Большинство легирующих элементов (Mo, V, Mn, Fe, Cr и др.), наоборот, понижает температуру полиморфного (α↔β)-превращения и расширяют область существования твердых растворов на основе β -Ti, являясь β-стабилизаторами.
Полиморфное (α↔β)-превращение может идти двумя путями. При медленном охлаждении и высокой подвижности атомов оно происходит по обычному диффузионному механизму, а при большом переохлаждении и быстром охлаждении — по бездиффузионному мартенситному механизму. При медленном охлаждении образуется структура, обозначаемая как α' или при большей степени легированности — α ". Кристаллическая структура в обоих случаях практически одинакова (гексагональная плотноупакованная решетка), однако решетка пересыщенных твердых растворов мартенситного типа более искажена при высокой скорости охлаждения. При старении из α'- и а"-фаз выделяется β -фаза или интерметаллидная фаза. По мере увеличения концентрации β -стабилизаторов в титановых сплавах происходит снижение температуры начала мартенситного (β→α) -превращения (рис. 3).
Когда температура мартенситного превращения становится ниже комнатной, а содержание легирующего элемента превышает критическую точку, закалка фиксирует переохлажденную неустойчивую β -фазу.
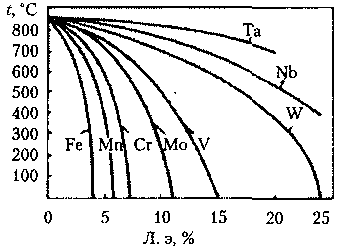
Рис. 3. Влияние легирующих элементов на температуру начала мартенситного превращения
В результате высокотемпературного старения из такого твердого раствора выделяется дисперсная α -фаза, повышающая прочность при сохранении достаточной пластичности.
Титановые сплавы подвергают термической обработке — отжигу, закалке и старению, а также химико-термической обработке.
Отжиг титановых сплавов проводят после холодной деформации при температуре 700-800 °С. Превращения при закалке и старении в титановых сплавах в принципе похожи на соответствующие превращения в стали. Однако из-за того, что мартенсит в титановых сплавах мало отличается по прочности от равновесной α -фазы, столь существенного упрочнения, как в сталях, в титановых сплавах не происходит. В результате фазовой перекристаллизации происходит измельчение зерен, что положительно сказывается на пластических свойствах титановых сплавов.
Они обладают низкими антифрикционными свойствами. Для повышения износостойкости их подвергают азотированию. Азотирование проводят в среде газообразного азота при температуре около 900 °С и длительности процесса до 50 ч.
Азотирование повышает поверхностную твердость, износостойкость и жаропрочность. Для уменьшения хрупкости азотированного слоя проводят вакуумный отжиг заготовок при температуре 800-900 ºС.
Для повышения жаростойкости титановые сплавы подвергают силицированию.
Промышленные титановые сплавы
Титановые сплавы по сравнению с техническим титаном имеют большую прочность, в том числе при высоких температурах, сохраняя при этом достаточно высокую пластичность и коррозионную стойкость.
В табл. 4 приведен химический состав основных промышленных титановых сплавов. За основу классификации приняты соотношение α- и β-фаз в структуре сплава и особенности структурных превращений, происходящих при его термической обработке.
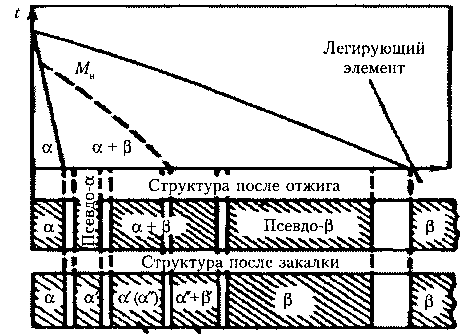
Рис. 4- Структура титановых сплавов в отожженном и закаленном состояниях: 1 - переходный класс; 2 мартенситный класс
Таблица 4 Классификация титановых сплавов
Группа сплава |
Марка сплава |
Средний химический состав, % (по массе) |
|
||
α-сплавы |
ВТ1-00 |
Нелегированный титан |
ВТ1-0 |
То же |
|
ВТ5 |
Ti-5Al |
|
ВТ5-1 |
Ti - 5 Al - 2,5 Sn |
|
Псевдо-α- сплавы |
ОТ4-0 |
Ti - 0,8 Al - 0,8 Mn |
ОТ4-1 |
Ti - l,5Al- l,0Mn |
|
ОТ4 |
Ti-3,5Al-l,5Mn |
|
ВТ20 |
Ti - 6,0 Al - 2,0 Mn - 1 V - 1 Zr |
|
(α+β)-сплавы мартенситного класса |
ВТ6С |
Ti - 5 Al - 4,0 V |
ВТ6 |
Ti - 6 Al - 4,5 V |
|
ВТ14 |
Ti - 4,5 Al - 3 Mo - 1 V |
|
ВТ16 |
Ti - 2,5 Al - 5 Mo -- 5 V |
|
(α +β)-сплавы переходного класса |
ВТ23 |
Ti - 5,5 Al - 2 Mo - 4,5 V - 1 Cr - 0,7 Fe |
ВТ22 |
Ti - 5 Al - 5 Mo - 5 V - 1 Fe - 1 Cr |
|
ВТ22И |
Ti - 2,5 Al - 8,5 Mo - 8,5 V - 1,2 Fe- 1,2 Cr |
|
ВТ30 |
Ti-3Al-7Mo- 11 Cr |
|
Псевдо-β-сплавы |
ВТ36 |
Ti - 3 Al - 1,5 Mo - 15 V - 3 Sn - 3 Cr |
ВТ32 |
Ti -2,5Al-8,5Mo-8,5V-l,2Fe-1,2Cr |
|
ВТ15 |
Ti-3A1 -7Mo- 11 Cr |
|
β-сплавы |
4201 |
Ti - 33 Mo |
Сплавы с α-структурой характеризуются невысокой прочностью при комнатной температуре и не упрочняются при термообработке. Их недостатком является низкая технологическая пластичность, а достоинствами — хорошая свариваемость и высокие механические свойства при криогенных температурах.
Псевдо-α-сплавы, сохраняя достоинства α-сплавов, благодаря присутствию небольших количеств β-фазы (до 5 %) имеют более высокую технологическую пластичность и хорошо обрабатываются давлением.
Двухфазные (α+β)-сплавы характеризуются наилучшим сочетанием механических и технологических свойств. По структуре после закалки различают мартенситный и переходный классы (α+β)-сплавов. Сплавы мартенситного класса менее легированы и в равновесном состоянии содержат не более 25 % β-фазы. Увеличение количества β-фазы в сплавах переходного класса до 50 % обеспечивает самую высокую прочность как в отожженном, так и в закаленном состояниях.
Псевдо-β-сплавы после закалки имеют структуру метастабильной β'-фазы. В этом состоянии они обладают хорошей пластичностью и сравнительно низкой прочностью, благодаря чему хорошо обрабатываются давлением. После старения их прочность возрастает в полтора раза и составляет 1300-1800 МПа.
Однофазные расплавы характеризуются высокой коррозионной стойкостью. Сплав 4201 может заменить тантал, сплавы на никелевой основе типа хастеллой, а также благородные металлы - платину, золото. Однако сплавы со стабильной β-структурой сравнительно редко применяют из-за необходимости их легирования большим количеством изоморфных элементов (V, Mo, Nb), имеющих высокую стоимость, и из-за высокой плотности, понижающей удельную прочность изделий.
Механические свойства некоторых российских деформируемых титановых сплавов приведены в табл. 5.
Сплавы титана имеют хорошие литейные свойства — высокую жидкотекучесть и плотность отливок и малую склонность к образованию горячих трещин. Из-за склонности к поглощению газов их плавку и разливку ведут в вакууме или в среде нейтральных газов. Состав титановых сплавов для фасонного литья обычно соответствует составу деформируемых сплавов (ВТ5Л, ВТ14Л). Механические свойства литейных титановых сплавов ниже деформируемых.
Титановые сплавы склонны к повышенному налипанию на инструмент, что в сочетании с их низкой теплопроводностью затрудняет процесс механической обработки. При обработке резанием целесообразно применение инструмента с твердосплавными пластинами.
Таблица 5 Механические свойства российских титановых сплавов
Марка сплава |
Класс по структуре |
МПа |
δ,%, не менее |
KCU, Дж/см2, не менее |
Термообработка |
Область применения |
Технический титан ВТ1-0 |
α |
390-540 |
20 |
100 |
Отжиг |
Химическая и пищевая промышленность, холодильные и криогенные установки |
ВТ5 |
α |
700-950 |
10 |
50 |
То же |
Детали для работы при криогенных и повышенных температурах до 450 °С, емкости для хранения и транспортировки коньячного спирта, вина, и других пищевых продуктов
|
ВТ5-1 |
а |
8 00-1000 |
10 |
40 |
|
|
0Т4 |
Псевдо-α |
700-900 |
11 |
40 |
|
|
ВТ6 |
(α+β)-мартен- ситный |
950-1170 |
8 |
40 |
Отжиг, закалка, старение |
Сварные конструкции для длительной работы при 400 °С, кратковременной — до 750 °С |
ВТ14 |
То же |
900-1050 |
10 |
50 |
То же |
|
ВТ16 |
То же |
1100-1250 |
5 |
— |
- || - |
Детали для длительной работы до 350 ºС |
ВТ22 |
(α+β)-переход-ный |
1200-1500 |
5 |
|
... |
Детали, работающие при 500 ºС |
ВТ15 |
Псевдо-β |
1300-1800 |
4 |
|
|
Детали для длительной работы до 350 °С, кратковременной — до 750 ºС |
При проведении сварки титановых сплавов во избежание появления Дефектов в швах, основными из которых являются поры и холодные трещины, необходимо тщательное удаление поверхностной оксидной пленки основного и присадочного материала. Из-за химической активности титана обязательна защита инертными газами сварочной ванны и остывающих участков от соприкосновения с воздушной атмосферой.
Применение титана и его сплавов
Титан широко используется в промышленности и транспортном машиностроении, где особенно важную роль играют малая плотность в сочетании с высокой прочностью и сопротивляемостью коррозии.
Благодаря высокой коррозионной стойкости в морской воде, хорошему сопротивлению эрозии и кавитации титан и его сплавы относятся к материалам, практически идеально подходящим для строительства судов и морских сооружений (рис. 5).
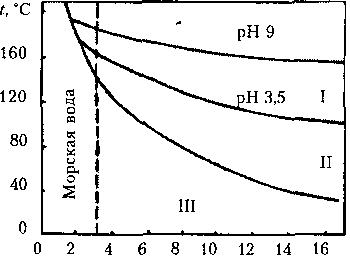
Рис. 5. Диаграмма коррозионной стойкости титана в морской воде и рассолах: I - питтинг и щелевая коррозия; II - щелевая коррозия; III - полный иммунитет к коррозии
Устойчивость титана к хлорсодержащим окислительным средам обусловила его широкое использование в химической промышленности для производства хрома, хлоратов, диоксида хлора, лимонной кислоты, для изготовления оборудования для целлюлозно-бумажной промышленности. При этом оборудование из титановых сплавов характеризуется высокой долговечностью и низкими затратами на текущий ремонт. Благодаря высокой стойкости к хлоридному воздействию титановые контейнеры целесообразно использовать для захоронения радиоактивных отходов в специальных подземных шахтах и галереях. Пластичность и вязкость при низких температурах обусловливает применение титановых сплавов в холодильной и криогенной технике. Технический титан марки ВТ1-0 обладает высокой стойкостью в щелочных средах, молочной, уксусной, винной кислотах. Из него изготавливают емкости для хранения и транспортировки вина, коньячного спирта и других продуктов. Сплав марки ОТ4 применяют для изготовления деталей, работающих в контакте с молочными, мясными, рыбными и крахмало-паточными продуктами. Он также используется для емкостей хранения томатной пасты и емкостей тепловой обработки пива. Из сплава марки ВТ5 изготавливают рабочие органы дисковых и ленточных фильтров, детали центрифуг, трубопроводы и емкости. Сплав марки ВТ5-1 и более высоколегированные (α+β)-сплавы мартенситного класса используют в пищевой промышленности для изготовления сварных и штампосварных силовых узлов и конструкций, длительное время работающих при температурах до 450 ºС.
Высокая коррозионная стойкость в различных средах делает сплавы титана перспективными для применения в пищевой промышленности. Некоторые пищевые продукты могут портиться от контакта со сталью, тогда как титан не придает им постороннего запаха, цвета или вкуса.
Титан по своей биологической инертности превосходит все известные коррозионностойкие стали и сплавы.
МЕДЬ И ЕЕ СПЛАВЫ
Основные свойства меди
Медь — металл розовато-красною цвета плотностью 8,95 г/см3 и температурой плавления 1083 ºС. Медь кристаллизуется в ГЦК решетке и не имеет полиморфных превращений.
На воздухе при наличии влаги и углекислого газа медь медленно окисляется, покрываясь пленкой так называемой патины зеленого цвета, которая является щелочным карбонатом меди (СuО)2СO3. Эта пленка в определенной мере защищает медь от дальнейшей коррозии.
Чистая медь обладает высокой электрической проводимостью (занимает второе место после серебра), пластичностью, коррозионной стойкостью в пресной и морской воде, а также в ряде химических сред. Медь принято считать эталоном электрической проводимости и теплопроводности по отношению к другим металлам. Величины этих свойств меди оцениваются 100 %, в то время как у алюминия, магния и железа они составляют соответственно 60,40 и 17 % от свойств меди. Механические свойства меди в литом состоянии: σв = 160 МПа, σ0,2 = 35 МПа, δ = 25 %; в горячедеформированном: σв = 250 МПа, σ0,2 = 95 МПа, δ = 50 %. Из-за низких значений предела текучести и высокой стоимости чистая медь как конструкционный материал не применяется. Около половины производимой меди используется в электро- и радиотехнике.
Электрическая проводимость меди зависит от содержания примесей. При наличии даже небольшого количества примесей электрическая проводимость резко падает. Для проводов применяют электролитическую медь следующих марок: М3, содержащую 99,5 %, М2 — 99,7 %, Ml — 99,9 %, М0 - 99,95 %, М00 - 99,99 % Сu.
Для повышения прочности провода, например, трамвайные и троллейбусные, дополнительно наклепывают или легируют кадмием в количестве около 1%. При этом электрическая проводимость уменьшается на 10 %, но прочность увеличивается почти в два раза.
Медь и ее сплавы являются традиционными материалами, используемыми в технике низких температур. Их применение обусловлено высокими характеристиками механических свойств при низких температурах, хорошей коррозионной стойкостью и высокой теплопроводностью.
В пищевой промышленности медь используется не только в качестве токопроводящего материала. Из меди марки Ml изготавливают перегонные аппараты для коньячных виноматериалов и коньячного спирта. Медь марки М3 применяют для изготовления маслопроводов, перегонных труб, испарителей, прокладок в сепараторах.
Медь и ее сплавы имеют удовлетворительную технологичность. Медь хорошо деформируется, сваривается и паяется. Ее недостатком является сравнительно плохая обрабатываемость резанием.
Соединение деталей из меди и ее сплавов часто выполняют посредством твердой и мягкой пайки. Твердые припои изготавливают на основе меди и цинка с добавкой серебра; температура их плавления составляет 600-1000 °С. Мягкие припои изготавливают из сплавов олова со свинцом; температура их плавления 200-300 ºС.
Сплавы меди устойчивы против коррозии, обладают хорошими антифрикционными, технологическими и механическими свойствами и широко используются в качестве конструкционных материалов. По технологическим характеристикам различают деформируемые и литейные медные сплавы, по химическому составу их делят на латуни и бронзы. Латуни представляют собой сплавы меди с цинком, а бронзы - сплавы меди с другими элементами.
Медные сплавы обозначают начальной буквой сплава: Л — латунь или Бр — бронза, после чего следуют первые буквы основных элементов, образующих сплав: О — олово, Ц — цинк, Мц — марганец, А — алюминий, Ж – железо, Ф — фосфор, Б — бериллий, X — хром, Н — никель и т. д., а после них — цифры, указывающие содержание легирующих элементов в процентах. В деформируемых латунях не указывается содержание цинка, а в деформируемых бронзах - содержание меди, их концентрации определяются по разности от 100 %. Например, ЛЖМц59-1-1 —латунь, содержащая, %: 59 Сu, 1 Fe, 1 Мn и остальное — цинк, или БрОФ6,5-0,15 — бронза, %: 6,5 Sn, 0,15 Р, остальное — медь.
Порядок цифр в деформируемых и литейных сплавах различен. Б деформируемых латунях и бронзах цифры, отделенные друг от друга через дефис, расположены в конце обозначения марки в той же последовательности, что и буквы, например, ЛАЖ60-1-1 или БрОЦ4-3.
В литейных латунях и бронзах содержание всех компонентов сплавов в процентах, в том числе содержание цинка, приведены сразу же после обозначающих их букв. Содержание меди в литейных сплавах определяется по разности от 100 %. Например, ЛЦ16К4 — литейная латунь, содержащая, %: 16 Zn, 4 Si, остальное медь; Бр05Ц5С5 — литейная бронза, %; 5 Sn, 5 Zn, % Рb, остальное — медь.
Сплавы меди с цинком
Двойные или многокомпонентные сплавы меди, в которых основным легирующим элементом является цинк, называются латунями. В системе Cu-Zn на рис. 6 образуется шесть твердых растворов: α, β, γ, δ, ε, η, но практическое применение имеют сплавы, содержащие до 45% Zn. В этой части диаграммы состояния системы Cu-Zn находится область однофазных (α)- и двухфазных (α + β)-латуней. Однофазная α-латунь представляет собой твердый раствор цинка в меди с решеткой ГЦК и может содержать до 39 % Zn. Однофазная α-латунь характеризуется высокой пластичностью. При содержании более 39 % Zn в структуре проявляется хрупкая β-фаза, представляющая собой твердый раствор с ОЦК решеткой на базе соединения CuZn.
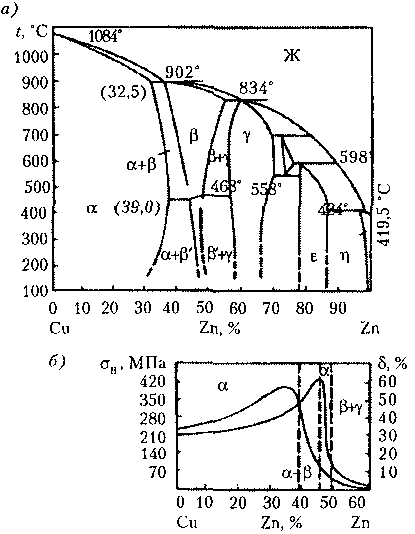
Рис. 6. Диаграмма состояния системы Cu-Zn (а) и влияние содержания цинка на механические свойства латуни (б)
Существуют две модификации β-фазы: выше температур 454-486 °С устойчива гомогенная пластичная β-фаза, имеющая неупорядоченное расположение атомов, ниже этих температур — более твердая и хрупкая β'-фаза, характеризующаяся упорядоченным расположением атомов меди и цинка.
Двухфазные (α + β)-латуни могут содержать до 45 % Zn. Так как β'-фаза, существующая при комнатной температуре, имеет большую хрупкость и твердость, то двухфазные латуни менее пластичны и более прочны.
Влияние химического состава на свойства латуней показано на рис. 6, б. В отличие от равновесного состояния β'-фаза практически появляется уже при концентрации цинка более 30 %. Поэтому в сплавах, содержащих менее 30 % Zn, увеличение его концентрации повышает и прочность, и пластичность. При увеличении содержания цинка выше 30 % пластичность сплавов начинает уменьшаться, а после появления в структуре значительных количеств β'-фазы происходит резкое падение пластичности. Прочность при увеличении содержания цинка растет до 45 %, а потом также резко падает. При дальнейшем увеличении содержания цинка (области β, β + γ и т. д.) свойства сохраняют свои низкие значения. Латуни обычно хорошо обрабатываются давлением. Однофазные α-латуни высокопластичны и хорошо деформируются в холодном состоянии. Двухфазные (α + β')-латуни лучше деформируются при нагреве выше температуры (β↔β')-превращения. Обычно их деформируют при температуре несколько выше 700 ºС. По технологическим признакам различают деформируемые и литейные латуни (табл. 6).
Таблица 6 Химический состав, механические свойства и назначение латуней (ГОСТ 15527,17711)
Марка латуни
|
Структура
|
Содержание, % |
σв , МПа
|
δ, %
|
НВ
|
Назначение
|
||
Сu |
легирующие элементы |
|||||||
|
|
Деформируемые латуни |
|
|||||
Л 90 (томпак) |
а |
88-91 |
|
260 |
45 |
53 |
Ленты, листы, трубы, художественные изделия, мембраны, змеевики |
|
Л80 |
а |
79-81 |
|
320 |
52 |
55 |
Ленты, проволока, трубы конденсаторов, теплообменники |
|
Л63 |
α+β |
62-65 |
|
330 |
50 |
56 |
Ленты, проволока, прутки, трубы деталей радиаторов, патрубков, прокладки |
|
ЛС59-1 |
α+β |
57-60 |
0,8-1,9 Рb |
400 |
45 |
90 |
Полосы, прутки, втулки, краны, тройники, прокладки |
|
ЛЖМц59-1-1 |
α+β |
57-60 |
0,6-1,2 Fe; 0,1-0,4 А1; 0,3-0,7 Sn; 0,5-0,8 Mn |
450 |
50 |
88 |
Проволока, трубы |
|
ЛАЖ60-1-1 |
α+β |
58-61 |
0,75-1,5 Al; 0,75-1,5 Fe |
450 |
45 |
|
Трубы, прутки, свариваемые элементы аппаратуры |
|
|
|
Литейные латуни |
||||||
ЛЦ16К4 |
α+β |
78-81 |
3,0-4,5 Si |
300 |
15 |
100 |
Арматура, детали приборов пищевого машиностроения |
|
ЛЦ40Мц3Ж |
α+β |
53-58 |
3,0-4,0 Mn; 0,5-1,5 Fe |
500 |
10 |
100 |
Детали ответственного назначения. Гребные винты и их лопасти |
|
ЛЦ23А6Ж3Мц2 |
α+β |
64-68 |
4,0-7,0 Al; 2,0-4,0 Fe; 1,5-3,0 Mn |
700 |
7 |
160 |
Гайки нажимных винтов, червячные винты |
|
Альфа-латуни редко дополнительно легируют другими элементами; они обычно представляют собой двойные сплавы меди с цинком, В марках латуней Л63, Л68, Л80, Л90 цифры показывают содержание меди. Цинк дешевле меди. Чем больше цинка в латуни, тем ниже ее стоимость. Из однофазных α-латуней холодным деформированием изготовляют ленты, прутки, трубки теплообменников, проволоку. Латунь, содержащая до 10 % Zn, так называемый томпак, имеет цвет золота и применяется для изготовления украшений.
Двухфазные (α+β)-латуни дополнительно легируют алюминием, железом, никелем для увеличения прочности, а также для улучшения обрабатываемости на станках. Высокими коррозионными свойствами обладают латуни, легированные оловом (ЛО70-1, ЛО62-1) и называемые морскими латунями. Наибольшей прочностью обладают латуни, дополнительно легированные алюминием, железом, марганцем.
Отрицательным свойством деформированных латуней, содержащих более 20 % Zn, является склонность к растрескиванию при вылеживании во влажной атмосфере, содержащей следы аммиака. «Сезонное растрескивание» обусловлено коррозией по границам зерен в местах неравномерной концентрации примесей. Для снижения этого эффекта после деформации латуни подвергают отжигу при температурах ниже температуры рекристаллизации (обычно около 250 °С). Из деформированных латуней изготавливают трубы, прутки, полосы, проволоку для разных областей техники, в том числе пищевого машиностроения. Литейные латуни отливают в землю, в кокиль, под давлением, они идут на изготовление арматуры и сложных по форме деталей для судостроения, пищевого машиностроения; гаек нажимных болтов для сложных условий работы, втулок, вкладышей и подшипников. Благодаря узкому интервалу между линиями ликвидуса и солидуса литейные латуни не подвержены ликвации и усадочной пористости.
Бронзы
Двойные или многокомпонентные сплавы меди с оловом, алюминием, свинцом, бериллием, кремнием, хромом и другими элементами, среди которых цинк не является основным легирующим, называются бронзами. По главному легирующему элементу различают бронзы оловянные, свинцовые, кремниевые и т. д.
Оловянные бронзы
Особенно широко применяются в машиностроении оловянные бронзы, в которых олово является основным легирующим элементом, а в качестве легирующих добавок используют цинк, свинец, никель и др.
Диаграмма состояния системы медь-олово характеризуется сравнительно большим расстоянием между линиями ликвидуса и солидуса. Поэтому особенностями двухкомпонентных оловянных бронз являются их повышенная склонность к ликвации, вызванная медленно проходящим процессом диффузии, низкая жидкотекучесть и рассеянная пористость.
Предельная растворимость олова в меди составляет 15,8 % (сплав α). Учитывая склонность сплавов системы Cu-Sn к неравновесной кристаллизации, при обычных условиях охлаждения область δ-твердого раствора сужается. Уже при содержании олова 5-6 % в структуре появляется (α+δ)-эвтектоид, в котором δ-фаза представляет собой твердое и хрупкое электронное соединение Cu31Sn8. С появлением δ-фазы снижаются пластичность и вязкость сплавов. Бронзы с содержанием олова более 12 % из-за повышенной хрупкости как конструкционный материал практически не применяются.
Двойные оловянные бронзы дороги и имеют пониженные литейные свойства. Их обычно дополнительно легируют цинком, свинцом, никелем, фосфором. Различают деформируемые и литейные оловянные бронзы (табл. 7).
Таблица 7 Химический состав, механические свойства и применение оловянных бронз (ГОСТ 5017, 613)
Марка сплава
|
Содержание, % |
σв, МПа
|
δ , %
|
НВ
|
Назначение
|
|||
Sn |
Zn |
Рb |
Р |
|||||
|
Бронзы, обрабатываемые давлением |
|||||||
БрОФ4-0,25 |
3,5-4,0 |
|
|
0,2-03 |
340 |
52 |
65 |
Трубки аппаратов и приборов, детали винодельческого оборудования, мембраны, сетки
|
БрОФ6,5-0,15 |
6-7 |
— |
|
0,1- |
400 |
65 |
80 |
Ленты, полосы, пружинящие контакты электрооборудования, мембраны, сетки
|
БрОЦ4-3 |
3,5-4,0 |
2,7-3,3 |
- |
0,15 |
350 |
40 |
60 |
Ленты, полосы, прутки, проволока для пружин, крепежные детали |
БрОЦС4-4-2,5 |
3-5 |
3-5 |
1,5-3,5
|
|
350 |
40 |
60 |
Ленты и полосы для прокладок во втулках и подшипниках |
Литейные бронзы |
||||||||
БрО10Ф1 |
9-11 |
— |
— |
0,4-1,1 |
250 |
7 |
80 |
Сложное литье, подшипники, шестерни, червячные передачи |
Бр05Ц5С5 |
4-6 |
4-6
|
4-6 |
- |
160 |
4 |
60 |
Водяная и паровая арматура, шестерни |
Бр06Ц6С2 |
5-7 |
5-7 |
1-4 |
- |
- |
- |
- |
Сложные отливки, художественное литье |
Деформируемые оловянные бронзы содержат, %: 3-7 Sn, до 5 Zn и Рb и до 0,4 Р. Они состоят из однородного твердого раствора и после отжига имеют однофазную структуру. Благодаря хорошей пластичности такие бронзы легко подвергаются обработке давлением и поставляются в виде прутков, труб и лент. Бронзы этого вида используются также для изготовления различных деталей с высокими упругими свойствами. Их прочность σв = 320-350 MПa при относительном удлинении δ = 30-50 %.
При концентрации олова 9—11 % в структуре увеличивается количество хрупкой составляющей — эвтектоида, содержащего соединение Cu31Sn8, что исключает возможность пластической деформации. Такие бронзы применяются только в литом состоянии. Литые оловянные бронзы с цинком и свинцом имеют высокие литейные свойства: малую объемную усадку (менее 1 %) и хорошую жидкотекучесть. Из бронзы изготавливают сложные отливки, в частности художественное литье. Высокая коррозионная стойкость позволяет использовать литейные бронзы в качестве арматуры, работающей в агрессивных средах и обладающей высокими электрической проводимостью и теплопроводностью. Наличие включений твердого эвтектоида обеспечивает высокую стойкость против истирания, а мягкие частицы облегчают «приработку» и образуют на поверхности мельчайшие каналы, по которым может циркулировать смазка. Поэтому бронзы, содержащие 9-10 % Sn, являются одним из лучших антифрикционных материалов и применяются для изготовления подшипников. Для улучшения антифрикционных свойств в состав бронз также вводят свинец.
Литые оловянные бронзы имеют предел прочности σв = 170-200 МПа при относительном удлинении δ= 5-10 %. Среди оловянных бронз следует выделить так называемую колокольную бронзу. Она содержит около 20 % Sn с небольшими добавками других элементов.
Из безоловянных бронз наибольшее применение нашли алюминиевые, кремниевые и бериллиевые бронзы.
Алюминиевые бронзы
Сплавы меди, содержащие до 9 % Аl, имеют однофазную структуру и состоят только из δ-твердого раствора алюминия в меди. Увеличение содержания алюминия более 9 % приводит к появлению в структуре эвтектоида α+γ2, в котором γ2 представляет собой твердое и хрупкое электронное соединение Сu32Аl19. Гетерогенная структура, состоящая из мягкой основы α-твердого раствора и твердых дисперсных включений эвтектоида, обеспечивает высокие антифрикционные свойства алюминиевых бронз, которые применяются для изготовления деталей, работающих в условиях трения. Однофазные алюминиевые бронзы характеризуются высокой пластичностью; их используют для глубокой штамповки. Двухфазные бронзы подвергают горячей обработке давлением или используют в виде фасонного литья. Алюминиевые бронзы по коррозионной стойкости в морской воде и тропической атмосфере превосходят оловянные бронзы и латуни и конкурируют в этом отношении с хромоникелевыми аустенитными коррозионностойкими сталями. Дополнительное легирование алюминиевых бронз железом (до 5,5 %), марганцем (до 2 %) и никелем (до 5,5 %) повышает их механические свойства, а введение никеля, кроме того, увеличивает жаропрочность и сопротивляемость коррозии. Механические свойства алюминиевых бронз приведены в табл. 8.
Таблица 8 Химический состав, механические свойства и применение безоловянных бронз (ГОСТ 18175, 493)
Марка бронзы
|
Содержание, %
|
Механические свойства |
Назначение
|
|||
σв. MПa |
δ,% |
|||||
Алюминиевые бронзы |
||||||
БрАЖ9-4 БрАЖН10-4-4 БрА10Ж3Мц2 |
9Al,4Fe 10 Al, 4Fe, 4Ni 10Al, 3Fe, 2Mn |
600 650 390 |
40 3 10 |
Для изготовления проката, штампованных шестерен, втулок, труб, кранов, деталей машин, аппаратов и насосов для сусла вина, коньячного спирта. Арматура, обоймы подшипников |
||
Кремнистые бронзы |
||||||
БрКМц3-1 |
3 Si, 1 Mn |
|
380 |
35 |
Прутки, лента, проволока для пружин |
|
Свинцовые бронзы |
||||||
БрС30 |
30 Рb |
|
600 |
4 |
Антифрикционные детали |
|
Бериллиевые бронзы |
||||||
БрБ2 |
2 Be |
|
1200 |
4 |
Полосы, лента прутки, проволока, пружины, мембраны, контакты |
|
Алюминиевые бронзы применяют для изготовления нагруженных деталей, работающих в тяжелых условиях повышенного нагрева, износа и коррозионного воздействия среды. Из них изготавливают фрикционные шестерни, зубчатые колеса, втулки, краны, детали водяных и паровых турбин.
Кремнистые бронзы
Кремнистые бронзы обычно содержат до 3 % Si, часто их дополнительно легируют никелем или марганцем. Сравнительно небольшой интервал кристаллизации обеспечивает кремнистым бронзам хорошие литейные свойства. Обычно их используют в качестве заменителя оловянных бронз, например бронза марки БрКЦ4-4 может заменять бронзу марки БрОЦС5-5-5. Уступая оловянной бронзе по величине усадки, кремнистая бронза имеет более высокие механические свойства, плотность отливок и коррозионную стойкость.
Бронза марки БрКМц3-1 (см. табл. 8) хорошо обрабатывается давлением в горячем и холодном состояниях, сваривается, обладает высокими литейными свойствами. Она рекомендована в качестве заменителя оловянных бронз; в некоторых случаях может заменять дорогую бериллиевую бронзу.
Свинцовые бронзы
Свинец практически нерастворим в меди. После затвердевания сплав состоит из кристаллов меди, перемежающихся включениями свинца. Благодаря такой структуре бронза марки БрС30 имеет высокие антифрикционные свойства, что позволяет использовать ее взамен оловянных бронз для подшипников скольжения. Высокая теплопроводность бронзы БрС30 марки позволяет эффективно отводить тепло из зоны трения.
Свинцовая бронза имеет невысокие механические свойства (σв = 70 МПа, δ= 4 %). Для повышения надежности вкладышей подшипников тонкий слой бронзы наплавляют на основу из стальной ленты.
Дополнительное повышение механических и антифрикционных свойств достигается легированием свинцовой бронзы небольшими добавками никеля и олова.
Бериллиевые бронзы
Медь образует с бериллием твердые растворы замещения с решеткой ГЦК, причем с понижением температуры растворимость бериллия в меди падает с 2,7 % при температуре 886 °С до 0,2 % (по массе) при 300 ºС. Использование переменной растворимости позволяет достичь значительного упрочнения при термической обработке.
При нагреве бериллиевой бронзы, содержащей 2,0-2,5 % Be, до 760-780 °С образуется однородный α-твердый раствор. После быстрого охлаждения эта структура сохраняется при комнатной температуре.
Закаленная бериллиевая бронза марки БрБ2 имеет малую прочность (σв=500 МПа) при высокой пластичности (δ = 30 %). В результате старения при 300-350 °С из пересыщенного α-твердого раствора выделяются дисперсные частицы γ-фазы (СuВе). Дисперсионное твердение резко увеличивает прочностные свойства: σв = 1200 МПа при δ = 4 %. Упрочнению при старении способствует предварительный наклеп бронзы. После закалки, холодной пластической деформации с обжатием 30 % и старения прочность возрастает до σв=1400 МПа при δ = 2 %.
Благодаря более высокому уровню временного сопротивления и предела упругости по сравнению с другими медными сплавами бериллиевые бронзы применяются для изготовления пружин, мембран, пружинящих контактов. Инструменты из бериллиевой бронзы не дают искр, поэтому их используют в производстве взрывчатых веществ. Бериллиевые бронзы хорошо сопротивляются коррозии. Они технологичны при сварке и обработке резанием. В связи с высокой сопротивляемостью истиранию такие бронзы используются для изготовления деталей, работающих на износ. Широкое применение бериллиевых бронз ограничивается высокой стоимостью бериллия.
Антифрикционные сплавы, припои, легкоплавкие сплавы
Антифрикционные сплавы
В машиностроении применяют как подшипники качения, так и подшипники скольжения. Последние применяют в виде вкладышей. Для их изготовления используют антифрикционные сплавы.
Основные требования, предъявляемые к антифрикционным сплавам, — низкие значения коэффициента трения со стальной поверхностью вала и высокая износостойкость подшипников. Для их выполнения необходимо, чтобы поверхности вала и вкладыша были разделены пленкой смазки. Высокие антифрикционные свойства обеспечиваются гетерогенной структурой сплава, состоящей из мягкой и пластичной основы и включений твердых частиц. Мягкая основа прирабатывается к валу и вместе с твердыми включениями образует оптимальный антифрикционный микрорельеф с пространством для удерживания смазочных материалов (так называемый принцип Шарпи).
Для повышения износостойкости вкладыши должны иметь высокие механические свойства и выдерживать достаточные удельные давления. Антифрикционные материалы должны иметь высокую теплопроводность для хорошего отвода тепла от трущихся поверхностей. Для изготовления подшипников скольжения заливкой трущихся поверхностей заливаемые сплавы должны иметь низкую температуру плавления (но не настолько низкую, чтобы подшипники оплавлялись в процессе работы). Для подшипников скольжения используют чугунные и бронзовые вкладыши и баббиты.
Чугунные вкладыши для подшипников являются наиболее дешевым антифрикционным материалом. Для этой цели используют высококачественные чугуны, имеющие перлитную основу и повышенное количество графита. Графит сам является смазкой и одновременно впитывает смазочные масла, тем самым дополнительно снижая коэффициент трения. Присутствие феррита в структуре недопустимо, так как при этом увеличивается износ подшипников. Чугунные вкладыши применяют для неответственных подшипников в тихоходных двигателях из-за сравнительно высокого коэффициента трения пары сталь-чугун (по сравнению с парами бронза-сталь или баббит-сталь).
Бронзовые вкладыши применяют для подшипников более ответственного назначения, используемых в быстроходных двигателях, при высоких удельных давлениях и значительных динамических нагрузках. Для изготовления бронзовых вкладышей применяют оловянные и свинцовые бронзы, например марок: БрОС8-12 (8 % Sn, 12 % Pb); БрОС5-25 (5 % Sn, 25 % Pb); БрС30 (30 % Pb). В оловянных бронзах твердый раствор применяется в качестве мягкой основы (на шлифе он имеет вид темных овальных дендритов), а эвтектоид (α+β) (светлые участки) – твердых включений.
В чисто свинцовой бронзе марки БрС30 (70 % Сu, 30 % Pb) получают мягкую медную основу с еще более мягкими включениями свинца, так как свинец совершенно нерастворим в меди. Такие антифрикционные сплавы характеризуются высокими значениями предела выносливости, пластичности и теплопроводности.
Недостатками бронз являются высокая стоимость и сравнительно невысокая механическая прочность. Поэтому их иногда наплавляют на стальную ленту. Наплавку производят в защитной атмосфере.
Специальные подшипниковые сплавы - баббиты имеют минимальный коэффициент трения со сталью, хорошо прирабатываются к валу и легко удерживают смазку: благодаря вязкой основе они легко поглощают посторонние твердые частицы, не образуя задиров вала. Обычно применяют баббиты на оловянной либо на свинцовой основе (табл. 9).
Таблица 9 Химический состав и назначение баббитов (ГОСТ 1320)
Марка баббита
|
|
Содержание элемента, % |
Условия работы и назначение
|
|||
Sn |
Sb |
Си |
Рb |
Прочие |
||
Б88 |
Остальное |
7,3-7,8 |
25-35 |
|
|
Большие скорости и высокие динамические нагрузки. Подшипники для быстроходных и среднеоборотных дизелей |
Б83 Б83С |
- |
10-12 9-11 |
55-6,6 5-6 |
1,0-15 |
- |
Большие скорости и средние нагрузки. Подшипники турбин малооборотных дизелей, гребных валов |
БН |
9-11 |
5-6 |
1,5-2,0 |
1,0-1,5 |
0,1-0,7 Cd; 0,1-0,5 Ni; 0,5-0,9 As |
Средние скорости и средние нагрузки. Подшипники компрессоров |
Б16 |
15-17 |
15-17 |
1,5-2,0 |
Остальное |
|
Моторно-осевые подшипники электровозов, путевых машин, детали паровозов |
БС6 |
5,5-65 |
5,5-6,5 |
0,1-03 |
|
|
Подшипники автотракторных двигателей |
Наилучшими антифрикционными и механическими свойствами обладают оловянные баббиты.
Для более легких условий работы применяют баббиты, у которых значительная часть олова заменена свинцом. Например, баббит марки Б16 имеет меньшую пластичность и, как более хрупкий материал, не может использоваться для высоконагруженных машин. Антифрикционные и механические свойства баббитов можно повысить за счет введения в них добавок никеля, кадмия и мышьяка.
Для подшипников подвижного состава железнодорожного транспорта (подшипники вагонов, коленчатых валов дизельных двигателей) широко применяют кальциевые баббиты типа БК. Сплав марки БКА на основе свинца содержит 0,95-1,15% Са, 0,7-0,9 % Na. Мягкой составляющей такого баббита является α-твердый раствор Са и Na в свинце, а твердой — кристаллы Рb3Са. Дополнительно вводимые в сплав небольшие добавки Al, Mg и Sn способствуют упрочнению твердого раствора.
Подшипниковые вкладыши из-за низкой прочности баббита изготавливают либо штамповкой из биметаллической ленты баббит-сталь, либо заливкой центробежным способом, либо литьем под давлением в более прочный стальной, чугунный или бронзовый корпус.
Припои
Сплавы, применяемые для пайки металлов, называются припоями. Припои должны обладать сравнительно невысокой температурой плавления и в расплавленном состоянии хорошо смачивать паяемый материал.
Припои бывают двух видов: мягкие и твердые. Мягкие оловянные припои имеют низкую температуру плавления (200-300 °С) и обеспечивают лишь герметичность спая без высоких механических свойств (σв= 50-70 МПа). Из-за низкой прочности соединения паяная деталь не должна подвергаться высоким механическим нагрузкам. В качестве мягких припоев чаще всего применяют сплавы свинца и олова марок ПОС60, ПОС 40, ПОС 30, где цифры указывают содержание олова в процентах.
Припой марки ПОС 60, в производстве обычно называемый третником, из мягких припоев является наиболее легкоплавким. Его температура плавления составляет около 185 °С. Кроме оловянно-свинцовых мягких припоев применяют оловянно-цинковые, содержащие 40, 60, 90 % Sn (ПОЦ40, ПОЦ60, ПОЦ90). Они обладают более высокой прочностью по сравнению с оловянно-свинцовыми припоями.
Твердые припои имеют высокую температуру плавления, их применение для пайки сложнее, но спай характеризуется значительно более высокими механическими свойствами. При пайке медных сплавов свойства припоев близки к свойствам основного металла. В качестве твердых припоев используют латуни Си-Zn или сплавы Си-Zn-Ag – так называемые серебряные припои с температурой плавления около 800 °С. Серебряные припои маркируют буквами ПСр и цифрой, показывающей среднее содержание серебра в процентах, например ПСр25, ПСр50.
Вопросы для самопроверки:
Укажите принципы маркировки цветных металлов в России?
Как классифицируются медные сплавы?
Как классифицируются алюминиевые сплавы?
Как классифицируются титановые сплавы?
Как классифицируются антифрикционные сплавы?
Укажите применение цветных металлов и их сплавов в пищевой промышленности.
Какие требования предъявляют к цветным металлам и их сплавам в пищевой промышленности?
Какие основные свойства цветных металлов и их сплавов Вы знаете?
Литература:
Гуляев А.П. Металловедение: Учеб. пособие для вузов. – 6-е изд., перераб. и доп. – М.: Металлургия, 1986. – 542 с.89-141
Иваней А.А. Электронный конспект лекций.
Солнцев Ю.П. Оборудование пищевых производств. Материаловедение: Учеб. для вузов.- СПб.: Изд-во «Профессия», 2003.- 526с.
Технология металлов и материаловедение: Учебник для вузов и техникумов /Под ред. Л.Ф. Усовой – Производственное издание. М.: Металлургия, 1987. – с.106-123;
Фетисов Г.П., Карпман М.Г., Матюнин В.М. и др. Материаловедение и технология металлов. – М.: Высш. шк., 2000. – 638 с.
Форма отчета
Практическая работа № 6
«КЛАССИФИКАЦИЯ И МАРКИРОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ, ИХ СВОЙСТВА И ПРИМЕНЕНИЕ В ПИЩЕВОЙ ПРОМЫШЛЕННОСТИ»
ознакомиться с принципами маркировки цветных металлов и сплавов по Российским стандартам.
ознакомиться с классификацией цветных металлов и сплавов.
изучить свойства цветных металлов и сплавов и их применение в пищевой промышленности.
указать виды цветных металлов и сплавов, их маркировку и расшифровать, области применения в пищевой промышленности.
ЛАБОРАТОРНАЯ РАБОТА 1
МАКРОСТРУКТУРНЫЙ АНАЛИЗ МЕТАЛЛОВ И СПЛАВОВ
Цель работы — ознакомиться с методикой проведения макроструктурного анализа металлов и сплавов.
Задачи:
1. Освоить методику приготовления макрошлифов.
2. Ознакомиться с методами оценки макроструктуры металлов и сплавов.
3. Выявить ликвацию серы и фосфора в макрошлифах.
4. Дать характеристику макроанализа.
Оборудование и материалы: шлифовальный круг, образцы, реактивы для травления, фотографическая бумага.
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Свойства металлов и особенно сплавов весьма разнообразны и обусловливаются, прежде всего, химическим составом, а затем строением или структурой.
Для изучения структур металлов и сплавов применяются прямые и косвенные методы. К числу прямых методов относятся:
исследование макроструктуры невооружённым глазом по виду изломов или шлифованных и протравленных макрошлифов;
исследование микроструктуры при помощи оптического микроскопа с увеличением до 1500 раз, а также с применением электронного микроскопа с увеличением до 200 тыс. раз;
исследование атомно-кристаллической структуры с помощью рентгенографического анализа, позволяющего различать расстояния порядка 10-8 см.
К числу косвенных методов относятся: магнитный, дилатометрический, измерение электросопротивления и другие физические методы исследования, которые, хотя и не дают прямого изображения структуры, но позволяют вскрыть кинетику происходящих в них превращений.
Кроме того, существуют методы исследования структуры путём определения твёрдости, микротвёрдости, механических и технологических свойств, а также проведения химического и спектрального анализов и пр.
Макроструктурный анализ (макроанализ) заключается в изучении строения металлов и сплавов невооруженным глазом или с помощью лупы при небольших увеличениях (до 30—40 раз).
Методы анализа и эталонные шкалы для оценки макроструктуры, а также классификацию дефектов макроструктуры и изломов прутков и заготовок из углеродистых и легированных сталей устанавливает ГОСТ 10243-75 (СТ СЭВ 2837-81).
Макроскопическое исследование осуществляют на специальных образцах металла или сплава, подготовленных для изучения их строения, — макрошлифах. Если макрошлиф изготовлен в поперечном сечении детали, то его иногда называют темплетом.
Макроанализ осуществляют чаще всего после предварительной подготовки исследуемой поверхности, заключающейся в ее шлифовании и травлении специальными реактивами.
Макростроение можно изучать не только на поверхности, но и в изломе заготовки (детали).
Приготовление макрошлифа.
Образцы для приготовления макрошлифа вырезают из крупных заготовок (слитков, поковок и т.д.) или изделий.
Макрошлифы обычно имеют большие размеры, поэтому отрезка заготовки производится механической ножовкой или на токарном станке. Заготовки из твердых сплавов отрезают тонким наждачным кругом.
Подготовка поверхности макрошлифа. Торцевание поверхности макрошлифа производят на токарном, фрезерном или плоскошлифовальном станке в зависимости от формы заготовки и ее твердости.
Шлифование осуществляют вручную металлографической шлифовальной бумагой различной зернистости или на шлифовальных кругах. При переходе от одного номера бумаги к другому направление шлифования изменяют на 90°. После шлифования образцы протирают ватой и подвергают травлению.
Травление поверхности макрошлифа. Перед травлением поверхность макрошлифа протирают спиртом или другими составами для удаления поверхностных загрязнений. После этого макрошлиф погружают в ванну с реактивом. Травление проводят в вытяжном шкафу с использованием реактивов, указанных в табл. 1.
Сплавы |
Состав реактива в зависимости от режима травления |
Глубокое травление |
|
Стали всех составов, кроме коррозионно-стойких и жаропрочных аустенитного и ферритного классов |
HCl конц. 37% – 100 см3, Н2О – 100 см3, t=60 – 80 ºС,τ=5 – 45 мин |
Коррозионно-стойкие жаропрочные и другие стали аустенитного и ферритного классов |
HCL конц. 37% – 100 см3, H2SO4 конц. 93% – 7 см3, CuSO4 (безводная) – 20 г t=20 ºС,τ=15 – 25 мин |
Поверхностное травление |
|
Стали всех составов |
Реактив Гейна: NH4Cl – 53г, CuCl2 – 85 г, H2O – 100 см3, t=20 ºС,τ=0,5 – 1 мин |
Реактив Стэда: HCl конц. 37% – 5 см3, CuCl2 •2H2O – 25 г, MgCl2 – 20г, C2H5OH – 500 см3, t=20 ºС,τ=1 мин |
|
Метод Баумана: бромосеребряная бумага, смоченная 2 – 5 %-м раствором H2SO4 конц. 93%, t=20 ºС,τ=3 – 14 мин |
|
Изучение макроструктуры
Макроанализ позволяет наблюдать одновременно большую поверхность образца или детали, что дает возможность установить качество металла и причины его разрушения, однако этот метод анализа не позволяет определить все особенности строения металла, поэтому часто является не окончательным, а лишь предварительным видом исследования.
При помощи макроструктурного анализа можно установить следующие особенности строения металлов и сплавов:
1. Вид излома — вязкий (рис. 1, а), хрупкий (рис. 1, б); зону усталостного разрушения (рис. 1, в) и т. д.
2. Нарушение сплошности металла:
а) усадочные пустоты, газовые пузыри, трещины, образовавшиеся в литом металле;
б) трещины, возникшие при обработке давлением (прокат, кованые заготовки);
в) трещины, образовавшиеся при термической обработке (закалочные);
г) дефекты сварки (поры в месте стыка наплавленного металла; участки, обогащенные углеродом, серой и фосфором, рис. 1, г) и др.
3. Ликвацию — неоднородность химического состава сплавов, вызванную условиями первичной кристаллизации, термической, термомеханической или химико-термической обработкой (рис. 1, д).
4. Волокнистую структуру деформированного металла в поковках и штамповках (рис. 1, е). В правильно изготовленных поковках и штамповках направление волокон в металле должно совпадать с направлением растягивающих сил. Обычно стремятся изготовлять изделия таким образом, чтобы волокна в них не пересекались, а соответствовали конфигурации изделия.
5. Форму и расположение зерен в литом металле.
6. Линии пластической деформации (линии сдвигов) в наклепанном металле.
На практике для оценки неоднородности распределения вредных примесей и углерода используют специальные методики, которые позволяют выявлять зональную, внутридендритную или междендритную ликвацию таких вредных примесей, как сера и фосфор, а также основного элемента стали — углерода.

Рис.1. Поверхности изломов:
а – кристаллический излом хрупкого металла;
б – волокнистый излом вязкого металла;
в – усталостный излом;
г – макрошлиф сварного соединения;
д – ликвация серы и фосфора в стали;
е – макростроение кованой стали.
Изучение изломов - наиболее простой метод макроанализа. Этот метод прост и доступен. С помощью этого метода можно определить: форму и размеры зерен, разновидность излома, характер разрушения. Изучение металла по виду излома применяется для оценки качества металла. Например, мелкозернистый излом свидетельствует о более высоких механических свойствах, чем крупнозернистый.
По характеру разрушения различают три вида изломов: хрупкий, вязкий, а также усталостный (рисунок 2).
Хрупкий излом (рисунок 2, а) образуется при однократном статическом или динамическом нагружении без заметной предварительной пластической деформации. Излом имеет кристаллическое строение. Характерен для сталей, термообработанных на высокую прочность. В изломе обычно видно форму и размер зерен металла.
Вязкому излому (рисунок 2,б) предшествует значительная пластическая деформация. Излом имеет "волокнистое" строение, обусловленное сильной деформацией зерен.
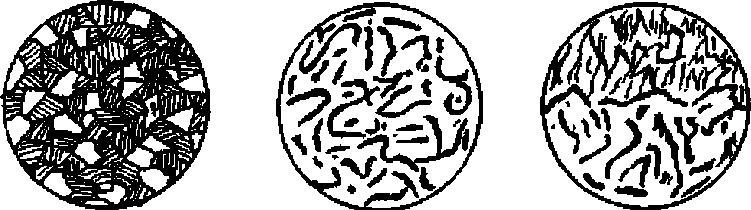
а – хрупкий б – вязкий в - усталостный
Рисунок 2.1 - Виды изломов металлов
Усталостный излом (рисунок 2,в) образуется в результате зарождения и дальнейшего постепенного развития микротрещин под влиянием многократно повторяющихся циклических нагрузок. Усталостный излом имеет две зоны разрушения: усталостную зону предварительного разрушения с гладкой притертой поверхностью и зону долома. Зона долома образуется, когда поперечное сечение детали уже настолько ослаблено трещиной, что оказывается недостаточным для сопротивления действующей нагрузке. Окончательное разрушение металла происходит внезапно. Зона долома хрупких металлов имеет грубое кристаллическое строение, а зона долома вязких металлов – волокнистое.
Излом позволяет обнаружить различные дефекты металла (пустоты, трещины, газовые пузыри) и дефекты обработки. По излому можно определить глубину закаленного слоя. Закаленный образец ломают и по виду излома делают заключение о глубине закалки: закаленный слой имеет волокнистый излом, а незакаленная зона - кристаллический.
Не все дефекты и особенности строения металлов могут быть обнаружены в изломе. Для выявления дефектов, нарушающих сплошность металлов, определения химической неоднородности стали, определения неоднородности стали, созданной горячей обработкой давлением и других, применяют макрошлифы.
Выявление ликвации серы
Сера в стали является вредной примесью. Она попадает в сталь главным образом с исходным сырьем — чугуном. Сера нерастворима в железе в твердом состоянии и образует с ним химическое соединение FeS — сульфид железа.
Сульфид железа образует с железом легкоплавкую эвтектику с температурой плавления 988 °С.
Кристаллизуясь из жидкости по окончании затвердевания, эвтектика преимущественно располагается по границам зерен. При нагреве стали до температуры прокатки или ковки (1000—1200 °С) эвтектика расплавляется, нарушается связь между зернами металла, вследствие чего при деформации стали в местах расположения эвтектики возникают надрывы и трещины. Это явление носит название красноломкости.
Одним из способов уменьшения вредного влияния серы является введение в сталь марганца, образующего с серой тугоплавкое соединение MnS с температурой плавления 1 620 ºС. При температурах горячей обработки (800—1200 °С) сульфид марганца пластичен и под действием внешних сил вытягивается в продолговатые линзы. Такая форма включений сульфида марганца не влияет на свойства стали в направлении вдоль прокатки, но существенно, примерно в два раза, снижает пластичность и ударную вязкость в направлении поперек прокатки. Содержание серы в сталях допускается не более 0,06 %.
Для определения ликвации серы используют метод отпечатков, который можно отнести к группе методов поверхностного травления. Суть метода отпечатков заключается в следующем: поверхность макрошлифа, отшлифованную шкуркой с мелким зерном, протирают ватой, смоченной спиртом, для удаления следов абразивного материала, металлической пыли и других загрязнений. Затем лист фотографической (бромосеребряной) бумаги на свету смачивают 5 %-м водным раствором серной кислоты, выдерживают 5—10 мин и слегка просушивают между листами фильтровальной бумаги. После этого на приготовленный шлиф накладывают фотобумагу эмульсионной стороной и поглаживают рукой для удаления пузырьков воздуха, оставшихся между бумагой и макрошлифом. Фотобумагу выдерживают на макрошлифе 3—15 мин, затем снимают и промывают струей воды, фиксируют в течение 20—30 мин в растворе гипосульфита, после чего снова промывают водой и просушивают. На тех участках макрошлифа, где имеются скопления сульфидов, происходит реакция между ними и серной кислотой, оставшейся на фотобумаге:
FeS + H2SO4 → FeSO4 + H2S.
Аналогичная реакция протекает с сернистым марганцем: MnS + H2SO4 → MnSO4 + H2S.
Сероводород воздействует на кристаллы бромистого серебра, и происходит дальнейшая реакция:
2AgBr + H2S → 2HBr + Ag2S.
Сернистое серебро имеет темный цвет, поэтому образующиеся на фотобумаге темные участки указывают форму и характер распределения включений сульфидов в исследуемом сплаве.
Выявление ликвации фосфора
Фосфор в стали также является вредной примесью. Его содержание в зависимости от качества стали допускается в пределах 0,025-0,045 %.
Растворяясь в феррите, фосфор сильно искажает его кристаллическую решетку, повышает временное сопротивление разрыву и предел текучести, но снижает пластичность и ударную вязкость.
Повышенное содержание фосфора в стали приводит к ее охрупчиванию. Каждая сотая часть процента фосфора повышает порог хладноломкости стали на 20—25 °С.
Вредное влияние фосфора усугубляется тем, что он обладает большой склонностью к ликвации. Вследствие этого в срединных слоях слитка отдельные участки сильно обогащаются фосфором и имеют резко пониженную вязкость.
Современные методы получения стали не обеспечивают глубокого очищения металла от фосфора.
Для выявления ликвации фосфора используют реактив Гейна (см. табл. 3), в который погружают приготовленный макрошлиф и выдерживают 1—2 мин. При этом железо растворяется и вытесняет медь, которая осаждается на поверхности образца по реакции
CuCl2 + Fe→FeCl2 + Сu.
После выдержки образец извлекают из реактива, смывают с его поверхности струей воды слой меди и протирают макрошлиф мокрой ватой или бумагой. Затем образец просушивают и рассматривают его поверхность.
На участках, обогащенных фосфором, медь выделяется менее интенсивно и поэтому меньше защищает поверхность металла от воздействия реактива. Эти участки окрашиваются в более темный цвет.
Вопросы для самопроверки
1. Что понимают под макроанализом?
2. Какие виды дефектов сплавов выявляют макроанализом?
3. Что такое ликвация? Перечислите виды ликвации.
4. Какое влияние на свойства стали оказывает ликвация серы?
5. Какое влияние на свойства стали оказывает ликвация фосфора?
Литература: [1], с. 103; [2], с. 11-25, 307-310; [3], с. 8-9, 133.
Список использованных источников
Материаловедение: Учеб. для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.; Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - 3 изд., переработ. и доп. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. - 648 с.
Материаловедение и технология металлов / Г.П. Фетисов, М.Г. Карпман, В.М. Матюнин и др. - М.: Высш. шк., 2001. - 640 с.
Масленков С. Б., Масленкова Е.А. Стали и сплавы для высоких температур: Справочник, В 2-х кн. Кн. 2.-М: Металлургия, 1991. - 832 с.
Костин П.П. Физико-механические испытания металлов, сплавов и неметаллических материалов. - М.: Машиностроение, 1990. - 256 с.
Лахтин Ю.М., Леонтьева В.П. Материаловедение: Учебник для вузов. - М.: Машиностроение, 1990. - 526 с.
Конструкционные материалы: Справочник. /Под общ. ред. Б.Н. Арзамасова. - М: Машиностроение, 1990. -688 с.
Геллер Ю.А., Рахштадт А.Г. Материаловедение: Учебное пособие для вузов. /Под ред. А.Г. Рахштадта. - М.: Металлургия, 1989. - 454 с.
Гуляев А.П. Металловедение: Учебник для вузов. - М.: Металлургия, 1985. - 542с.
Форма отчета
Макроструктурный анализ металлов и сплавов
1. Что понимают под макроструктурой?
2. Приготовление макрошлифов (дать краткое описание).
3. Характеристика макрошлифа (марка стали, химический состав).
4. Характеристика красноломкости и методика проведения макроанализа для выявления ликвации серы.
5. Характеристика хладноломкости и методика проведения макроанализа для выявления ликвации фосфора.
6. Заключение (по отпечатку, полученному на фотобумаге, охарактеризовать ликвацию серы в исследуемом образце).
7. Заключение (охарактеризовать ликвацию фосфора на поверхности исследуемого образца после его травления и соответствующей обработки, зарисовать схему макрошлифа).
Лабораторная работа № 2
ИСПЫТАНИЕ МЕТАЛЛОВ НА ТВЁРДОСТЬ
Цель работы - ознакомиться с основными методами определения твердости металлов и сплавов, приобрести навыки измерения твердости на различных приборах.
Задачи:
Определить твёрдость образца методом Бринелля.
Определить твёрдость образца методом Роквелла.
Определить твёрдость образца с помощью прибора «ТВЕРДОМЕР КОНСТАНТА К5У».
Общие сведения
Большинство методов определения твердости основано на принципе вдавливания. Вдавливаются стальной шарик или алмазный наконечник (конус или четырехгранная пирамида).
Твердость – это свойство поверхностного слоя материала оказывать сопротивление упругой и пластической деформации при местных контактных воздействиях со стороны другого, более твердого и не получающего остаточной деформации тела (индентора) установленной формы и размеров. Однако такое определение не является общим, т. к. существуют и другие методы определения твердости, основанные не на принципе вдавливания, а на принципе царапания, маятниковом методе, методе упругой отдачи, динамическом методе и др.
Твердость имеет большое практическое значение, так как характеризует многие рабочие свойства металлов и сплавов, например, износостойкость, режущие свойства и др. Поэтому сложные и требующие времени испытания на растяжение, ударную вязкость и т. д. часто заменяют испытаниями на твердость, которые выполняются значительно быстрее и не требуют больших затрат. Твердость связана определенным соотношением с пределом прочности при растяжении σв.
Испытание на твердость может производиться непосредственно на детали без ее разрушения. Поэтому оно широко применяется не только для изучения свойств металла, но и как метод контроля качества металла в готовых изделиях.
В зависимости от формы индентора (шарик, конус, пирамида) и измеряемой величины (отношение нагрузки к площади полученного отпечатка) различают три метода определения твердости материала: определение твердости по Бринеллю, по Роквеллу, по Виккерсу.
Основные методы определения твердости
Метод Бринелля
При измерении твердости по Бринеллю в испытуемый образец вдавливают индентор в виде стального закаленного шарика диаметром D под нагрузкой P, приложенной в течение определенного времени твердость измеряют на приборах ТШ-2 или ТП-2. После снятия нагрузки на поверхности металла образуется отпечаток в виде сферической лунки диаметром d (рисунок 1).
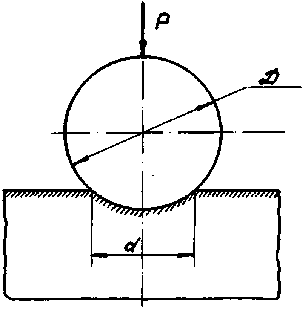
Рисунок 1 - Схема измерения твердости по методу Бринелля
Число твердости по Бринеллю НВ (МПа) определяется отношением приложенной нагрузки P (МН) к площади поверхности сферического отпечатка F (м2):
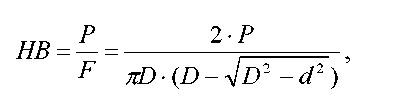 (2.1)
(2.1)
где D – диаметр вдавливаемого шарика, м; d – диаметр отпечатка, м; Число твердости по Бринеллю по ГОСТ 9012-59 записывают без единиц измерения. На практике при измерении твердости расчет по указанной формуле не проводят, а используют таблицы. Необходимо отметить, что определение твердости по методу Бринелля допускается для сталей, твердость которых не более 450 НВ, цветных металлов с твердостью не более 200 НВ.
Между пределом прочности σв, МПа, и числом твердости HB, МПа, различных металлов существует следующая приближенная зависимость:
σв=k•HB
где k – коэффициент.
Прибор ТШ-2 для испытания металлов на твердость по методу Бринелля
Прибор ТШ-2 (рисунок 2) предназначается для измерения твердости по методу вдавливания стального шарика в соответствии с методикой ГОСТ 9012-59.
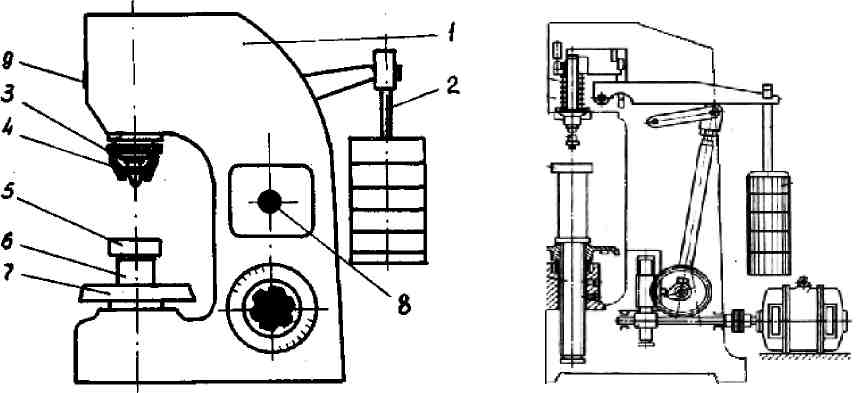
а) б)
Рисунок 2 - Прибор ТШ-2
а – общий вид; б – схема;
1 – станина прибора; 2 – подвеска с грузами; 3 – шаровой индентор; 4 – ограничитель; 5 – сменный стол; 6 – винт; 7 – маховик; 8 – пусковая кнопка; 9 – сигнальная лампа
При испытаниях на твердость применяют шарики диаметром 10; 5 или 2,5 мм в зависимости от толщины испытуемого материала.
Механизмы прибора (механизмы привода, подъема стола, подъема рычажного устройства, реверсирования, нагружения) смонтированы на литой чугунной станине 1.
Механизм нагружения состоит из подвески с грузами 2, которые через систему рычагов создают необходимые испытательные нагрузки на шаровом инденторе 3.
Механизм привода, состоящий из электродвигателя и червячного редуктора, обеспечивают работу механизма нагружения и возврата его в исходное состояние. Работа прибора протекает в автоматическом цикле.
Механизм подъема стола состоит из сменного стола 5, винта 6 и маховика 7. Включение прибора осуществляется пусковой кнопкой 8.
Перед проведением испытания следует, в зависимости от твердости материала, выбрать величину испытательной нагрузки и соответствующий индентор (таблица 1).
Таблица 1 - Ориентировочные параметры испытаний
Материал |
Твёрдость по Бринеллю, HB МПа (кгс/мм2) |
Минимальная толщина испытуемого образца, мм |
Диаметр шарика, мм |
Нагрузка, H (кгс) |
1 |
2 |
3 |
4 |
5 |
Черные металлы |
1370 - 4410 (140 - 450) |
6-3 4-2 менее 2 |
10 5 2,5 |
29420 (3000) 7355 (750) 1840 (187,5) |
Черные металлы |
< 1370 (140) |
более 6 6-3 |
10 5 |
9807 (1000) 2452 (250) |
Цветные металлы и сплавы (медь, латунь бронза и т.д.) |
1270 (130) |
6-3 4-2 менее 2 |
6-3 4-2 2,5 |
29420 (3000) 7355 (750) 1840 (187,5) |
Цветные металлы и сплавы (медь, латунь бронза и т.д.) |
340 -1270 (35 -130) |
9 – 3 6 - 3 |
10 5 |
9807 (1000) (250) |
Цветные металлы и сплавы (алюминиевые, подшипниковые сплавы и т.д.) |
78 - 340 (8 - 35) |
более 6 |
10 |
2452 (250) |
P/D2=3000/100=30
Для шарика диаметром 10 мм при стандартном испытании применяют нагрузку 29420 H (3000 кгс).
В случае шарика меньшего диаметра необходимо сохранять постоянное соотношение нагрузки к квадрату диаметра шарика.
Диаметр шарика и соответствующую нагрузку следует выбирать так, чтобы диаметр отпечатка находился в пределах от 0,2 до 0,6.
Твердость испытуемого образца определяется путем измерения диаметра отпечатка при помощи микроскопа МПБ-3 (рисунок 3) и подсчета по формуле (2.1) или по таблицам (ГОСТ 9012-59).
1 – окуляр; 2 – сетка; 3 – установочное кольцо; 4 – тубус; 5 – колонка; 6 – объектив.
Рисунок 3 - Общий вид микроскопа МПБ-3
Метод Виккерса
При измерении твердости по Виккерсу в поверхность шлифованного материала вдавливают алмазный индентор в форме правильной четырехгранной пирамиды. Испытания проводят на приборе ТП-2. После снятия нагрузки P измеряют диагонали отпечатка в виде квадрата, оставшегося на поверхности образца (рисунок 4).
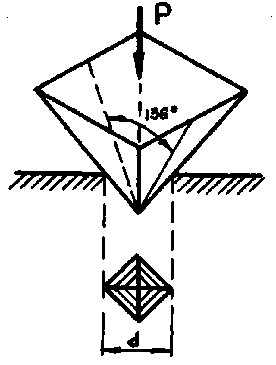
Рисунок 4 - Схема измерения твердости по методу Виккерса
Твердость HV (МПа) определяют как отношение нагрузки P к площади боковой поверхности F пирамидального отпечатка:
HV=P/F=1,854P/d2
где P – нагрузка, H;
d – среднее арифметическое значение длины обеих диагоналей отпечатка, мм.
На практике число твердости определяют по специальным таблицам по значению диагонали отпечатка при выбранной нагрузке.
По Виккерсу можно испытывать как мягкие, так и высокотвердые металлы, можно измерять твердость образцов толщиной до 0,3 – 0,5 мм. Метод Виккерса особенно удобен при определении твердости поверхностно-упрочненных деталей, имеющих сложную конфигурацию, например, цементованных, азотированных или цианированных зубьев шестерен. Числа твердости по Виккерсу можно перевести в числа твердости по Роквеллу, а также в числа твердости по Бринеллю по таблицам (Приложение А).
Числа твердости по Виккерсу и Бринеллю имеют одинаковую размерность и для материалов с твердостью до 450 HB практически совпадают.
Приборы для испытания на твердость методами Виккерса и Бринелля
а) б)
а - общий вид; б – схема;
1 – микрометрический винт; 2 – окуляр; 3 – микроскоп; 4 – барабанчик;
5 – поворотная головка; 6 – объектив; 7 – защитный чехол;
8 – индентор; 9 – рукоятка; 10 – стол; 11 – маховик; 12 – клавиша;
13 – рычаг; 14 – сигнальная лампа; 15 – промежуточный шпиндель;
16 – рабочий шпиндель; 17 – подвеска с грузом; 18 – станина.
Рисунок 7 - Прибор ТП-2
Прибор ТП-2 (рисунок 7) предназначен для измерения твердости по Виккерсу по методу вдавливания алмазной пирамиды (ГОСТ 2999-75) при нагрузках, Н(кгс): 49(5); 98(10); 196(20); 294(30). Прибор позволяет производить испытания твердости по Бринеллю (ГОСТ 9012-59) в диапазоне до 140 HB стальным шариком диаметром 2,5 мм при нагрузках 153,2 H (15,5 кгс) и 613 H (62,5 кгс).
На приборе можно производить испытания как мягких металлов, так и металлов высокой твердости, а также цементованных, азотированных и др.
Все части прибора смонтированы на литой станине 18. Испытуемый образец устанавливают на стол 10, имеющий возможность перемещаться в вертикальном направлении с помощью маховика 11. Конструкция гидравлической системы привода прибора обеспечивает получение цикла испытания, при котором все операции (нагружение, выдержка под нагрузкой и снятие нагрузки) происходят автоматически. Подготовку привода к испытанию осуществляют путем заведения рычага 13. Включение привода производят клавишей 12. При этом нагрузка, создаваемая грузами 17, через рычажную систему и шпиндели 15 и 16 передается на индентор 8, который внедряется в поверхность испытуемого материала. В период нагружения горит сигнальная лампа 14, а рычаг 13 поднимается вверх.
Отпечаток индентора, остающийся на поверхности образца после снятия нагрузки, измеряют с помощью измерительного микроскопа 3, смонтированного на приборе и снабженного двумя сменными объективами, позволяющими получать общее увеличение, равное 50х и 125х.
В настоящее время ОАО «Точприбор» (г. Иваново) выпускает приборы для измерения твердости металлов по методу Бринелля ТБ 5004 и приборы универсальные ИТ 5010 для измерения твердости металлов и сплавов по методам Виккерса и Бринелля с цифровой индексацией.
Диапазоны измерения твердости прибора ТБ 5004:
наконечниками со стальными шариками от 4 до 450 HB;
с твердосплавными шариками от 4 до 650 HBW; Испытательные нагрузки, H(кгс): 1839(1875,5); 2452(250); 4903(500);
7355(750); 9807(1000); 14710(1500); 29420(3000);
Продолжительность выдержки образца под нагрузкой регулируемая: от 5 до 300 с.
Диапазоны измерений твердости прибора ИТ 5010 по методу Виккерса, HV – 8 - 2000; по методу Бринелля, HB - 5 - 450.
ОАО «Точприбор» (г. Иваново) также выпускает приборы переносные ИТ 5160 для измерения твердости HV на плоских и криволинейных поверхностях изделий из сталей и их сплавов в лабораторных, цеховых и полевых условиях. Допускается применение приборов для измерения твердости чугунов и сплавов из цветных металлов. Прибор состоит из датчика, электронного блока и блока питания с соединительными устройствами. Прибор обеспечивает математическую обработку результатов испытаний, а именно:
вычисление среднего значения из серии до 255 измерений;
нахождение наименьшего значения в серии;
вычисление вариации (размаха) показаний в серии;
просмотр последовательно каждого результата испытания в серии;
исключение некорректного результата испытания из последующей статистической обработки;
сохранение настроечных параметров, введенных оператором, после выключения;
коррекцию градуировочной кривой.
Метод Роквелла
Этот метод измерения твердости (ГОСТ 9013-59) наиболее универсален и наименее трудоемок. Испытания проводят на приборе ТК-2. Здесь нужно измерять размеры отпечатка, так как числа твердости отсчитывают непосредственно по шкале. Отпечатки от конуса или шарика очень малы и поэтому можно испытывать без их порчи.
Определение твердости по методу Роквелла основано на вдавливании в исследуемый материал закаленного стального шарика диаметром 1,59 мм или алмазного конуса и последующем измерении глубины вдавливания (рисунок 2.8).
Рисунок 8 – Схема измерения твердости по Роквеллу
Шарик или конус вдавливается в испытуемый образец под действием двух последовательно прилагаемых нагрузок: предварительной P0 и основной P1.
Предварительно нагружают для того, чтобы исключить влияние упругой деформации и шероховатости поверхности образца на результаты измерений. Под действием предварительной нагрузки Pо, она всегда равна 98 H (10 кгс), индентор погружается в поверхность образца на величину hо (рисунок 2.8). Затем на образец подается основная нагрузка P1 (общая нагрузка Р будет равна сумме предварительной Ро и основной Р1 нагрузок). Глубина вдавливания h после снятия основной нагрузки P1, когда на индентор вновь действует только предварительная нагрузка Pо, в условных единицах определяет число твердости по Роквеллу. Твердость по Роквеллу – величина безразмерная, выраженная в условных единицах.
Величину твердости определяют по индикаторной шкале, каждое деление которой соответствует глубине вдавливания 2 мкм. На циферблате имеются две шкалы: черная – при использовании алмазного конуса и красная – при использовании стального шарика. Стрелка индикатора отмечает не указанную глубину вдавливания h , а величину 100 – h по черной шкале при измерении твердости алмазным конусом и величину 130 – h по красной шкале при измерении шариком, где 100 и 130 – число делений на шкалах С и В индикатора.
Твердость на приборе Роквелла можно измерять:
алмазным конусом с общей нагрузкой 1471 H (150 кгс), значение твердости характеризуется цифрой, показываемой стрелкой на черной шкале С циферблата. Обозначается символом HRC. Эту шкалу используют для твердых материалов с твердостью более 450 НВ, например, закаленных сталей. Предел измерений по шкале С - 20-67;
алмазным конусом с общей нагрузкой 589 H (60 кгс). Значение твердости в этом случае определяют по шкале А. Обозначают HRA и применяют для особо твердых материалов, например, для изделий из твердых сплавов с твердостью более HRC 70, а также для измерения тонких твердых поверхностных слоев (0,3-0,5 мм); изделий с поверхностной термической или химико-термической обработкой. Пределы измерений твердости по шкале А - 70-85;
стальным шариком с общей нагрузкой 981 H (100 кгс). Значение твердости определяют по красной шкале В. Обозначают HRB. Способ применяют для измерения сравнительно мягких материалов, например мягкой отожженной стали или цветных сплавов. Пределы измерения твердости по шкале В - 25-100.
При замере твердости по Роквеллу расстояние от центра отпечатка до края образца или до центра другого отпечатка должно быть не менее 1,5 мм при вдавливании конуса и 4 мм при вдавливании шарика. Толщина образца должна быть не менее 10-кратной глубины отпечатка. Твердость следует замерять не менее, чем в трех точках.
Сравнение чисел твердости по Роквеллу и по Бринеллю приведено в приложении А.
Приборы для измерения твердости по методу Роквелла
Прибор ТК-2 предназначается для определения твердости металлов и сплавов по методу вдавливания алмазного конуса или стального закаленного шарика под действием заданной нагрузки в течение определенного времени. Испытания проводят в соответствии с ГОСТ 9013-59.
Схема прибора ТК представлена на рисунке 2.9. Основные механизмы: рычажное устройство, привод с электродвигателем, механизм подъема, шток нагрузки.
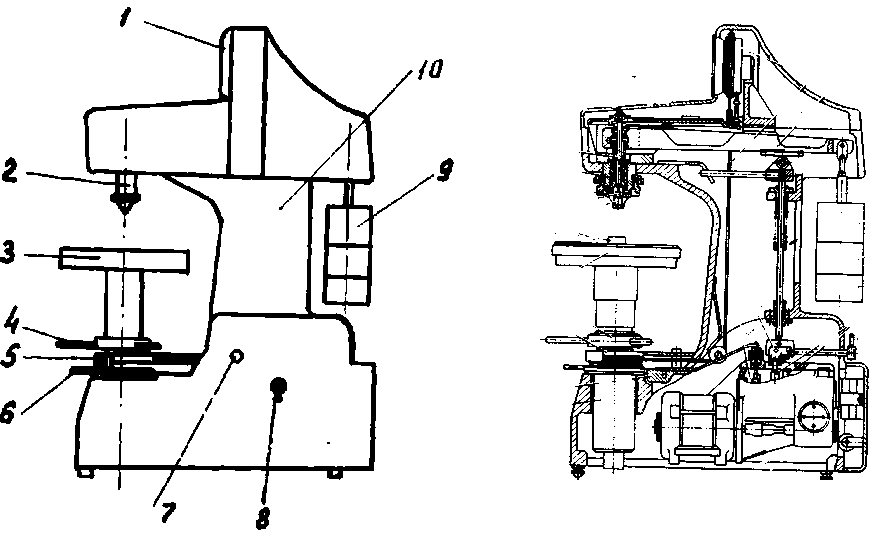
а) б)
а - общий вид; б - схема
1 – индикатор; 2 – индентор; 3 – стол; 4 – маховик; 5 – установочный диск; 6 – клавиша; 7 – сигнальная лампа; 8 – тумблер; 9 – нагрузка; 10 - станина
Рисунок 9 - Прибор ТК-2
При измерении твердости в поверхность образца, установленного на столе 3, под действием предварительной нагрузки, создаваемой сжатием пружины и основной нагрузки 9, внедряется индентор 2. Глубина вдавливания индентора измеряется индикатором 1. Однако шкалы индикатора проградуированы не в единицах длины, а в единицах твердости, поэтому значение твердости читают непосредственно по одной из шкал индикатора.
АО «Точприбор» г. Иваново в настоящее время выпускает приборы для измерения твердости по методу Роквелла ТР 5006 и ТР 5006 – 02. Прибор ТР 5006 предназначен для измерения твердости по Роквеллу металлов и сплавов, графитов и металлографитов, пластмасс, клееной фанеры, прессованной древесины и других материалов. К прибору может дополнительно поставляться грузовая подвеска для обеспечения измерения твердости по методу Бринелля с нагрузками H(кгс): 612,9(62,5); 980,7(100); 1226(125); 1839(187,5). При этом обозначение прибора ТР 5006 – 02. Диапазон измерения твердости по методу Роквелла: шкала А, HRA – от 70 до 93; шкала B, HRB - от 25 до 100; шкала C, HRCэ - от 20 до 70. Продолжительность времени приложения основной нагрузки регулируемая, от 2 до 8 с.
Твердомер 2120ТР (рисунок 2.10) относится к группе полуавтоматических твердомеров. Особенностью конструкции является электромеханическое перемещение испытательного стола, предварительное обжатие испытуемого изделия, автоматизация приложения и снятия предварительной и основной нагрузок.
Рисунок 2.10 - Твердомер 2120ТР
Измерение микротвердости
Методом определения микротвердости оценивают твердость отдельных структурных составляющих: отдельных зерен карбидов, металлических соединений или тонких слоев, получающихся в результате химико-термической обработки и гальванических покрытий, тонких полуфабрикатов (лент, фольги, проволоки). Для этих целей используют приборы моделей ПМТ – 3, (рисунок 5), ПМТ-5.

1– микровинты для перемещения предметного столика;
2– алмазный наконечник; 3 – колонка; 4 – винт тонкой подачи;
5 – кронштейн; 6 – винт грубой подачи; 7 - окуляр; 8 – окулярный микрометр; 9 – тубус микроскопа; 10 – винты; 11 – осветитель; 12 – объектив; 13 – предметный столик; 14 - основание
Рисунок 5 – Прибор ПМТ-3
Определение микротвердости основано на вдавливании под нагрузкой от 0,005 H (5 кгс) до 2 H (200 кгс) в испытуемый образец алмазной четырехгранной пирамиды и последующем измерении диагонали отпечатка с помощью микроскопа при увеличении до 485 раз.
Поверхность исследуемого образца должна быть отполирована и подвергнута травлению. Значения микротвердости определяют по специальным таблицам (ГОСТ 9450-76) или по той же формуле, что и твердость по Виккерсу.
На рисунке 6 показаны отпечатки, полученные на отдельных структурных составляющих углеродистой стали, содержащей 0,4 % углерода, большой отпечаток (а) получен на мягком феррите, а отпечаток меньших размеров (б) – на твердом перлите.
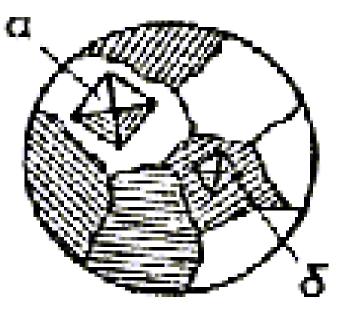
Рисунок 6 - Отпечатки, полученные при определении микротвердости
Метод Польди
Наряду с рассмотренными статическими методами, иногда для определения твердости крупногабаритных деталей применяется также и динамический метод Польди.
Определение твердости по методу Польди НР основано на сравнении диаметров отпечатков шарика, полученных одновременно на исследуемом образце и эталоне с известной твердостью в результате одного удара (рисунок 11).
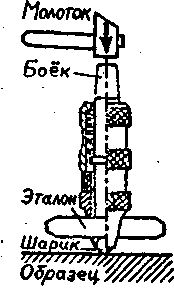
Рисунок 11 - Определение твердости по методу Польди
Удар производится ручным молотком по бойку, который прижат к эталону пружиной. Шарик находится между эталоном и образцом. При ударе шарик вдавливается и в образец, и в эталон.
Измерив диаметры отпечатков на образце и эталоне и зная твердость эталона, можно подсчитать твердость исследуемого образца
HP=HBэFэ/Fобр
где HBэ- число твердости эталона в единицах Бринелля;
Fэ - площадь поверхности отпечатка на эталоне;
Fобр - то же, на исследуемом образце.
Если подсчитать поверхность отпечатков на эталоне и образце, имеющих форму шаровых сегментов, то приближенно
HP= HBэd2э/d2обр
где dЭ - диаметр отпечатка на эталоне; dобр - то же, на образце.
Прибор Польди дает приближенные результаты, так как твердость эталона Нэ определяется при статическом вдавливании по методу Бринелля, а твердость исследуемого образца НР- при динамическом вдавливании.
Для одного и того же материала динамическая твердость значительно больше статической. Для различных материалов отношение этих твердостей колеблется в пределах от 1,6 до 2,8.
Практически твердость по методу Польди после удара и измерения диаметров отпечатков не подсчитывается по приведенным формулам, а определяется по соответствующим таблицам.
Измерение твердости методом Шора
При измерении твердости по Шору груз вместе с укрепленным на нем индентором (обычно это стальной шарик) падает с высоты Нп на образец перпендикулярно его поверхности (рисунок 2.12). Твердость по Шору определяется по высоте отскока шарика Но. Шкала твердости разделена на 130 единиц. Она рассчитана таким образом, что твердость закаленной заэвтектоидной стали оказывается равной 100 единиц. Эти приборы используются для экспресс-анализов. Между твердостью по Шору и другими методами нет никакой взаимосвязи.
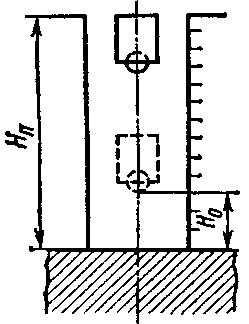
Рисунок 12 – Схема определения твердости по Шору
В некоторых случаях, когда применение перечисленных методов невозможно, твердость определяется с помощью тарированных напильников. Этот метод менее точен, но прост и легко применим в цеховых условиях.
Определение твердости с помощью прибора «ТВЕРДОМЕР КОНСТАНТА К5У»
1 Техническое описание и работа
1.1 Назначение
Прибор предназначен для измерения твердости конструкционных и углеродистых сталей в лабораторных и цеховых условиях. Допускается применение прибора для измерения твердости чугунов, нержавеющих сталей и сплавов из цветных металлов, используя режим «одноточечная» или «двухточечная коррекция» на образцовых мерах твердости потребителя прибора.
Рабочие условия эксплуатации:
температура окружающей среды от -10 до + 40°С;
относительная влажность воздуха до 98% при + 35°С.
1.2 Технические характеристики
1.2.1 Общие технические характеристики
1.2.1.1 Диапазон измерения твердости
по Бринеллю*, НВ 90...450
по Роквеллу*, HRC 20...70
по Виккерсу*, HV 240...940
- по временному сопротивлению σв (предел прочности)*
(справочно, ГОСТ 22761-77), МПа 370...1740
1.2.1.2 Пределы основной допускаемой погрешности, при вычислении среднего значения
с числом замеров 5, не более
- по Бринеллю, НВ:
в диапазоне (90... 150)НВ 10
в диапазоне (150...300)НВ 15
в диапазоне (300...450)НВ 20
- по Роквеллу, HRC 2
- по Виккерсу, HV
в диапазоне (240...500)HV 15
в диапазоне (500...800)HV 20
в диапазоне (800...940)HV 25
по временному сопротивлению σв, МПа. 30
Число запоминаемых «настроек» для каждой из шкал 5
Настройка № 5 шкалы Бринелля используется как шкала временного сопротивления (предел прочности) металла, σв.
1.2.1.5 Число замеров для вычисления среднего значения по выбор у пользователя в диапазоне от 1 до 99
1.2.1.6 Работа прибора может производиться как в вертикальном положении преобразователя (чувствительный элемент внизу), что соответствует 0°, так и при положении преобразователя до 180° относительно вертикали. Погрешность прибора от положения преобразователя не зависит.
1.2.1.7 Количество ячеек памяти результатов измерения 200
1.2.1.8 Число групп результатов при запоминании данных измерений до 120
1.2.1.9 Связь с компьютером IBM PC по каналу связи RS-232C.
1.2.1.10 Питание прибора - батарея или аккумулятор напряжением 9 В (6F22 и др.).
* - возможна калибровка пользователем в расширенном диапазоне.
1.2.1.11 Время непрерывной работы от
батареи типа Аlkaline, не менее 150 часов
1.2.1.12 Время непрерывной работы от свежезаряженного аккумулятора емкостью 150мА/ч, не менее 37 часов
1.2.1.13 Осуществляется контроль разряда элемента питания прибора. При разряде источника питания прибора показания на индикаторе мигают с периодом примерно одна секунда.
1.2.1.14 При выключении прибор автоматически осуществляет запоминание номера последней настройки, параметров настройки и выбранной шкалы измерений.
1.2.1.15 Прибор автоматически выключается в случае, если в течение 15 минут не проводятся измерения.
1.2.1.16 Габаритные размеры, мм, не более:
блока обработки информации 153x80x30
преобразователей без плоской насадки Ø26x140
преобразователей с плоской насадкой Ø36x140
1.2.1.1.7 Масса, кг, не более блока обработки информации 0,25
преобразователей 0,25
1.2.2 Требования к контролируемому изделию
1.2.2.1 Минимальная масса контролируемого изделия, кг, не менее 1
Рекомендации по работе с более легкими изделиями см. п. 1.2.4 «Работа с легкими и тонкими образцами».
1.2.2.2 Минимальная толщина контролируемого участка
детали, мм, не менее 2
Рекомендации по работе с более тонкими изделиями см. п. 1.2.4 «Работа с легкими и тонкими образцами».
1.2.2.3 Шероховатость поверхности Ra, на которой производится измерение, мкм, не более:
для преобразователя УЗДТ-10Н 0,80 (Rz2,5)
для преобразователя УЗДТ-50Н 1,60 (Rz5)
для преобразователя УЗДТ-100Н 3,2(Rzl0)
1.2.2.4 Минимальный радиус выпуклой цилиндрической контролируемой поверхности, мм, не менее 6
Для обеспечения перпендикулярности оси преобразователя к криволинейной поверхности необходимо использовать специализированные насадки.
Для проведения измерений на изделиях с меньшими радиусами использовать специализированные приспособления.
1.2.2.5 Минимальный радиус вогнутой цилиндрической контролируемой поверхности, мм, не менее 6
Для обеспечения перпендикулярности оси преобразователя к криволинейной поверхности необходимо использовать специализированные насадки.
1.2.2.6 Диаметры отпечатков на изделиях в миллиметрах приведены в таблице 1.
Таблица 1.
Тип преобразователя |
100НВ (100HV) |
187НВ (187HV) |
400НВ (42,5HRC) (422HV) |
62HRC (837HV) |
УЗДТ-10Н |
0,108 |
0,087 |
0,058 |
0,038 |
УЗДТ-50Н |
0,242 |
0,195 |
0,130 |
0,085 |
УЗДТ-100Н |
0,340 |
0,280 |
0,180 |
0,125 |
1.2.2.7 Глубина отпечатков на изделиях в миллиметрах приведены в таблице 2.
Таблица 2.
Тип преобразователя |
l00HB (100HV) |
187HB (187HV) |
400HB (42,5HRC) (422HV) |
62HRC 837HV |
УЗДТ-10Н |
0,031 |
0,025 |
0,017 |
0,011 |
УЗДТ-50Н |
0,070 |
0,056 |
0,038 |
0,025 |
УЗДТ-100Н |
0,098 |
0,081 |
0,052 |
0,036 |
12.2.8 Рабочая поверхность контролируемого изделия и наконечника алмазного индентора должны быть чистыми и обезжиренными спиртом.
1.2.3 Работа с изделиями из высоколегированных сталей, чугунов, цветных металлов
1.2.3.1 Общие сведения
В основу принципа работы прибора заложен динамический способ измерения твердости. На результаты измерений влияют не только свойства металла при пластической деформации, но и модуль Юнга (модуль упругости). Это влечет за собой необходимость проводить настройку прибора при работе с изделиями, имеющий модуль Юнга отличный от модуля Юнга конструкционных и углеродистых сталей.
Для определения наличия дополнительной погрешности сравнить результаты измерений с результатами измерений твердомером статического принципа измерения. Если разница результатов не превышает погрешности прибора, то это означает, что можно проводить измерения по характеристике, зашитой в память прибора при поставке. Если погрешность измерения превышает требуемую, то необходимо провести двухточечную или одноточечную настройку прибора (калибровку) на изделии или образце.
1.2.3.2 Требования к образцам для «настройки» прибора при работе с высоколегированными сталями, чугунами, цветными металлами
1.2.3.2.1 Число образцов, необходимых для «настройки» прибора при работе с высоколегированными сталями, чугунами, цветными металлами ..... 1 или 2
Рекомендуемое отношение максимального Нmах к минимальному Нmin значению твердости образцов для «настройки», К, не менее 2
Разница между максимальным Нmах и минимальным Hmin значениями твердости образцов для «настройки», единицы младших разрядов индикатора, не менее 10
Образцы должны быть изготовлены в соответствии с ГОСТ9031-75 c ограничениями;
чистота, Ra, рабочей поверхности, мкм, не более 0,8
в случае изготовления образцов толщиной менее 10 мм и массой менее 1 кг опорная поверхность образцов должна быть плоскошлифованной (подробнее см. п.1.2.4 «Работа с легкими и тонкими образцами»);
размах значений твердости по поверхности согласно ГОСТ9031-75.
1.2.4 Работа с легкими и тонкими образцами
Если изделие или мера твердости не удовлетворяют требованиям п. 1.2.2.1 (масса) и (или) п.1.2.2.2. (толщина), то прибор будет производить измерения с дополнительной погрешностью. Она будет тем больше, чем больше отклонение от указанных требований. Знак дополнительной погрешности может быть как положительный, так и отрицательный в зависимости от конкретных условий.
Причиной появления дополнительной погрешности является возникновение паразитных колебаний точки соприкосновения индентора с изделием в момент измерения. Это происходит из-за колебаний всего изделия, в случае если его масса мала, либо из-за прогиба изделия, если мала его толщина.
Для определения наличия дополнительной погрешности сравнить результаты измерений с результатами измерений твердомером статического принципа измерения.
Устранить дополнительную погрешность можно тремя способами. Первый способ - произвести одноточечную или двухточечную коррекцию текущей пользовательской настройки в соответствии с пунктами 3.6 и 3 7. Применяется если дополнительная погрешность не более 15%.
Второй способ - устранение паразитных колебаний путем зажатия изделия в тиски (масса тисков должна быть заведомо больше массы указанной в п.1.2.2.1) Для предотвращения повреждения изделия допускается применение накладных губок на тиски из более мягкого металла.
Третий способ - устранение паразитных колебаний путем притирания изделия к массивной шлифованной плите. Плита должна иметь шероховатость Ra не более 0,4мкм, массу заведомо большую указанной в п. 1.2.2.1, неплоскостность не более 0,005мм, модуль Юнга материала из которого изготовлена плита близкий к модулю Юнга изделия. Нижняя часть изделия должна быть плоскошлифованной с шероховатостью Ra не более 0,4мкм и неплоскостностью не более 0,005мм. Для установки изделия на плиту на ее опорную поверхность наносят тонкий слой смазки ЦИАТИМ-221 по ГОСТ 9433 или УТ (консталин) по ГОСТ 1957. Изделие притирают к поверхности плиты таким образом, чтобы между поверхностями меры и плиты не было даже небольших пятен воздушных прослоек. Притирать необходимо достаточно плотно, чтобы изделие и плита образовали единую монолитную массу.
1.2.5 Измерение твердости упрочненных поверхностных слоев и гальванических покрытий
В зависимости от типа применяемого преобразователя и от твердости изделия на его поверхности образуются отпечатки различной глубины. Величины этих глубин указаны в п.1.2.2.7. Пластическая деформация металла образуется на существенно больших глубинах. Рекомендуется измерять твердость слоя в 5 раз превышающий по толщине глубины отпечатка.
1.2.6 Влияние на измерение свойств поверхностных слоев изделия
По причинам, указанным в предыдущем пункте, на результат измерения влияют свойства поверхностного слоя. Глубина проникновения индентора в материал существенно меньше, чем при измерениях приборами статического типа по Бринеллю и Роквеллу. Это может привести к несовпадению результатов измерений в случае наличия наклепа, обезуглероженного слоя, шлифовочных прижогов, мартенситных пятен.
Наклеп может образовываться в поверхностном слое после токарной и фрезерной обработки, а также грубой шлифовки. Разница в твердости поверхностного слоя и сердцевины тем больше, чем мягче металл.
Обезуглероженный слой с пониженной твердостью образуется в результате высокотемпературной термической обработки. Это может быть закалка, нормализация, горячий прокат, ковка и т.д. Толщина этого слоя обычно не превышает 0,2мм. Его легко определить прибором.
Шлифовочные прижоги образуются при нарушении режимов шлифовки упрочненных изделий. При этом поверхностный слой отжигается, что приводит к снижению его твердости.
При термообработке сталей с хорошей прокаливаемостью на среднюю твердость в результате перегрева поверхности могут возникать пятна мартенсита с повышенной твердостью.
1.3 Устройство и работа
Измерения сигналов и обработка результатов расчетов производится встроенным микропроцессором с интегральными аналого-цифровыми преобразователями. Отображение результатов осуществляется на жидкокристаллическом индикаторе.
Расположение клавиатуры и индикатора на лицевой панели блока обработки информации прибора показано на рис. 1.

Рисунок 1. Блок обработки информации с преобразователем Преобразователь комплектуется съемной разборной насадкой (рисунок 2):
Рисунок 2. Вид преобразователя в комплекте с насадкой и без нее
Насадка состоит из корпуса и съемной двухсторонней упорной шайбы. Одна сторона шайбы плоская (рисунок 3), на другую нанесены перпендикулярно друг другу призматические пазы (рисунок 4), предназначенные для удобства измерения твердости на цилиндрических изделиях различных диаметров.

Рисунок 3 Рисунок 4
Преобразователь со снятой насадкой (рисунок 5) используется для проведения замеров твердости в узких и труднодоступных местах.
Рисунок 5
Для проведения замеров твердости на плоских поверхностях шайбу на насадке преобразователя необходимо установить плоской стороной к поверхности (рисунок 6), а для проведения замеров твердости на цилиндрических поверхностях шайбу на насадке преобразователя необходимо установить обратной стороной (рисунок 7).

Рисунок 6 Рисунок 7
3.1.3 Порядок работы
3.1.3.1 Подсоединить преобразователь к разъему на торцевой панели блока обработки информации.
3.1.3.2 Подготовить прибор к работе в соответствии с п.3.1.1 и включить его нажатием кнопки «ВКЛ». После нажатия данной кнопки все сегменты индикатора засветятся в течение 2-3 секунд в виде: .8.8.8.8
что свидетельствует об исправности индикатора и начале работы прибора. Далее на экране индикатора появится сообщение: bОЗd
после чего на экране последовательно будут выведены сообщения:
- об используемой шкале твердости
НrС (по Роквеллу), Нb (по Бринеллю) или HV (по Виккерсу)
- о номере используемой настройки
Hi
где i - число от 1 до 5;
-о режиме работы
HOP
После чего на индикатор будет выведено сообщение: _ _ _ _
свидетельствующее о готовности прибора к проведению измерений.
Если предлагаемые типы шкал и номера настоек требуют оперативного изменения в начале работы с прибором, то эти изменения можно осуществить нажимая кнопки «+» и «-» в секторе «ФУНКЦИИ» в течение времени индикации ранее запомненных (при предыдущем выключении прибора) типа шкалы и номера настройки.
Если изменения вносить не требуется, можно переходить к измерению твердости в соответствие с п.п. 3.2- 3.3.
3.1.4 Задание режимов работы прибора
После включения прибор находится в нормальном режиме измерений «НОР». Для изменения режима работы прибора необходимо нажать кнопку «МЕНЮ» сектора «ФУНКЦИИ».
При этом на индикаторе прибора появится сообщение: НОР
При дальнейших нажатиях кнопки «МЕНЮ» на индикаторе будут последовательно появляться следующие надписи из списка режимов:
Ed.ИЗ, Н.НАС, УСР, П. Ik, Ч. ik, C.ik, ГРУП, PC
Для выбора любого из указанных выше режимов следует нажать кнопку «МЕНЮ» и удерживать ее в нажатом состоянии до появления на индикаторе сообщения о требуемом режиме, после чего отпустить ее.
Для входа в выбранный режим необходимо нажать кнопку «+» сектора «ФУНКЦИИ» клавиатуры.
Возврат в режим измерения осуществляется выбором режима «НОР» и нажатием кнопки «+» сектора «ФУНКЦИИ».
Назначение выше перечисленных режимов, относящихся непосредственно к процедуре
измерения, следующее: Н.НАС - режим задания номера пользовательской настройки, запоминаемой в памяти
прибора (от 1 до 5);
Ed.ИЗ - режим выбора шкалы (единиц) измерения твердости;
УСР - режим выбора типа усреднения результатов измерений;
НОР - режим измерений твердости в соответствии заданными в перечисленных выше режимах параметрами.
3.1.5 Основные функции, выполняемые прибором в режиме измерений «НОР»:
-проведение единичного измерения твердости;
-проведение измерений с одним из трех видов усреднений;
-просмотр текущего среднего;
-очистка (сброс) текущего среднего для начала новой серии измерений с усреднением;
-коррекция текущей пользовательской настройки на конкретной продукции (деталях);
-восстановление параметров текущей настройки к исходному значению гравировочной характеристики.
3.2 Проведение единичного измерения
3.2.1 Подвести наконечник преобразователя перпендикулярно к поверхности образца, придерживая преобразователь за насадку плавно (примерно за 0,5 секунды) вдавить наконечник в поверхность металла до упора, не допуская покачивания (рисунок 8). Дождавшись звукового сигнала быстро снять преобразователь с испытуемого образца.
Рисунок 8
В случае работы с преобразователем 100Н или работы с преобразователем без насадки, необходимо придерживая преобразователь за насадку (а при ее отсутствии за наконечник, ближе к измеряемой поверхности) плавно (примерно за 0,5 секунды) приложить к верхней части преобразователя усилие центром ладони, вдоль оси преобразователя и вдавить наконечник в поверхность металла до упора, не допуская покачивания (рисунок 9). Дождавшись звукового сигнала быстро снять преобразователь с испытуемого образца.
Рисунок 9
ВНИМАНИЕ! Усилие, прикладываемое к преобразователю, должно быть заведомо больше, чем усилие пружины внутри преобразователя, которая находится изначально в сжатом состоянии и создает нормированную нагрузку на индентор (не путать с пружиной в плоской насадки). Если преобразователь будет нажат не до упора ограничительной трубки преобразователя, то индентор не углубится на положенную величину. Показания прибора будут завышены, будет сильный разброс показаний от замера к замеру.
3.2.2 После снятия преобразователя с образца на индикаторе высветится значение твердости. Данный результат измерения будет отображаться на индикаторе до проведения следующего измерения в соответствии с описанным выше. Внимание! Не допускается резкое нажатие, т.к. это может привести к превышению допустимого значения погрешности и сколу алмазного индентора.
3.2.3 При поставке прибора в энергонезависимую память занесены градуировочные характеристики, применяемые при контроле изделий из углеродистых и конструкционных сталей. Во всех пяти пользовательских настройках записаны идентичные градуировочные характеристики кроме пятой настройки по шкале Бринелля, в которой занесена таблица соответствия предела прочности и твердости по Бринеллю по ГОСТ 22761-77.
3.2.4 В случае контроля изделий с характеристиками, отличными от свойств углеродистых сталей необходимо руководствоваться пунктом 1.2.3 «Работа с изделиями из высоколегированных сталей, чугунов, цветных металлов».
В случае контроля легких или тонких изделий необходимо руководствоваться пунктом 1.2.4 «Работа с легкими и тонкими образцами».
3.3 Проведение измерений с усреднением
3.3.1 Прибор позволяет проводить измерения с числом усреднений до 99 в режиме ручного или автоматического усреднения.
3.3.2 Выбор режима усреднения результатов измерений (Режим УСР):
- нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим«УСР» и войти в него нажатием кнопки «+». Повторным нажатием кнопки «+» выбрать один из режимов - «РУЧ» - ручной режим усреднения, «Аb» - автоматический или «Аb.5.» - автоматический по пяти измерениям.
-нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «НОР» и войти в него нажатием кнопки «+». При этом в памяти прибора запоминается выбранный режим усреднения при измерениях.
3.3.3 Проведение измерений с ручным усреднением
Ручной режим усреднения заключается в том, что после проведения каждого измерения пользователь определяет, следует ли включать данный результат измерения в набор усредняемых значений.
Нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «УСР» и войти в него нажатием кнопки «+». Повторным нажатием кнопки «+» выбрать ручной режим усреднения «РУЧ». При этом в памяти прибора запоминается выбранный режим усреднения при измерениях.
Нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «НОР» и войти в него нажатием кнопки «+».
3.3.3.1 Перед началом проведения измерений с усреднением нажать кнопку «СБРОС» на секторе «СРЕДНЕЕ» клавиатуры.
3.3.3.2. В процессе измерений в каждой точке, начиная с первой:
- провести измерение в соответствии с п. 3.2. После проведения измерения на индикаторе зафиксируется результат измерения;
- проанализировать полученный результат и нажать кнопку «+» на секторе «СРЕДНЕЕ», при этом на индикатор кратковременно будет выдано сообщение: nik
где ik - номер последней точки усреднения (от 1 до 99);
- после этого на индикаторе будет фиксироваться среднее значение твердости Hcp пo ik точкам и индицироваться сегмент «-» у надписи «СРЕДНЕЕ».
3.3.3.3 По окончании процедуры измерения с усреднением (при начале контроля следующей детали или нового участка) необходимо нажать кнопку «СБРОС» на секторе «СРЕДНЕЕ» клавиатуры. При этом на индикатор будет кратковременно выдано сообщение: n 00
После этого на индикатор будет выдано сообщение: _ _ _ _
и последнее измеренное значение, свидетельствующее о готовности прибора к проведению измерений на следующем участке изделия или новой детали.
3.3.4 Проведение измерений с автоматическим усреднением
Автоматический режим усреднения заключается в том, что после проведения каждого измерения прибор по умолчанию включает данный результат в набор усредняемых значений.
Нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «УСР» и войти в него нажатием кнопки «+». Повторным нажатием кнопки «+» выбрать автоматический режим усреднения «Аb». При этом в памяти прибора запоминается выбранный режим усреднения при измерениях.
Нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «НОР» и войти в него нажатием кнопки «+».
3.3.4.1 Перед началом проведения измерений с усреднением нажать кнопку «СБРОС» на секторе «СРЕДНЕЕ» клавиатуры.
3.3.4.2 В процессе измерений в каждой точке, начиная с первой, провести измерение в соответствии с п. 3.2. После проведения каждого измерения на индикатор последовательно будут выданы:
- результат измерения твердости;
- номер ik усредняемого результата измерения n ik;
- среднее значение твердости Hсp пo ik результатам измерения. При этом на индикаторе будет индицироваться сегмент «-» у надписи «СРЕДНЕЕ».
3.3.4.3 По окончании процедуры измерения с усреднением (при начале контроля следующей детали или нового участка) необходимо нажать кнопку «СБРОС» на секторе «СРЕДНЕЕ» клавиатуры. При этом на индикатор будет кратковременно выдано сообщение: n 00
После этого на индикатор будет выдано сообщение: _ _ _ _
И последнее измеренное значение, свидетельствующее о готовности прибора к проведению измерений на следующем участке изделия или новой детали.
3.3.5 Проведение измерений с автоматическим усреднением «Аb.5.»
В этом режиме проводится пять измерений твердости. Прибор автоматически отбрасывает минимальное и максимальное значение твердости и подсчитывает усредненное значение твердости по трем оставшимся замерам. Нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «УСР» и войти в него нажатием кнопки «+».
Повторным нажатием кнопки «+» выбрать автоматический режим усреднения «Аb.5.». При этом в памяти прибора запоминается выбранный режим усреднения при измерениях. Нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «НОР» и войти в него нажатием кнопки «+».
3.3.5.1 Перед началом проведения измерений с усреднением нажать кнопку «СБРОС» на секторе «СРЕДНЕЕ» клавиатуры.
3.3.5.2 В процессе измерений в каждой точке, начиная с первой провести измерение в соответствии с п. 3.2.
После проведения каждого измерения на индикатор последовательно будут выданы сообщения n 01... n 05, затем результат измерения твердости Тcр по 5 результатам измерения, после чего прибор будет готов к новой серии измерений. При этом на индикаторе будет индицироваться сегмент «-» у надписи «СРЕДНЕЕ».
3.3.5.3 По окончании процедуры измерения с усреднением (при начале контроля следующей детали или нового участка) необходимо нажать кнопку«СБРОС» на секторе «СРЕДНЕЕ» клавиатуры. При этом на индикатор будет кратковременно выдано сообщение: n 00
затем на индикатор будет выдано сообщение:_ _ _ _
и последнее измеренное значение, свидетельствующее о готовности прибора к проведению измерений на следующем участке изделия или новой детали.
3.4 Выбор номера настройки
3.4.1 Выбор номера пользовательской настройки может производиться сразу после включения прибора при появлении сообщения: Hi
где i - номер настройки, с которой производилась работа перед выключением прибора. При появлении на индикатор указанного выше сообщения следует с использованием кнопок «+» и «-» сектора «ФУНКЦИИ» задать требуемый номер настройки. При этом в памяти прибора запоминается выбранная настройка.
3.4.2 Выбор номера настройки может производиться в процессе работы.
Для этого необходимо:
- нажать кнопку «МЕНЮ» и удерживать ее в данном положении до появления сообщения: Н.НАС
- после появления данного сообщения следует нажать кнопку выбора «+» сектора «ФУНКЦИИ» и ожидать появления сообщения: Н1
с помощью кнопок «+» и «-» сектора «МЕНЮ» установить требуемый номер настройки (предполагаемый присваиваемый номер) Нi для изделия (детали), на котором будут производится измерения или настройка.
нажатием клавиши «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «НОР» и войти в него нажатием кнопки «+». При этом в памяти прибора запоминается выбранная настройка.
В случае контроля изделий с характеристиками, отличными от свойств углеродистых сталей необходимо прежде всего изыскать возможность сравнения показаний прибора и твердомера прямого измерения (статического типа) на изделии или отдельном образце, изготовленном из этого же материала. Если разница результатов не превышает погрешности прибора то это означает, что можно проводить измерения по характеристике, защитой в
память прибора при поставке. Если погрешность измерения превышает требуемую, то необходимо провести двухточечную или одноточечную настройку прибора (калибровку) на изделии или образце.
3.5 Выбор шкалы измерений твердости
- нажать кнопку «МЕНЮ» и удерживать ее в данном положении до появления сообщения (об единицах измерений): Е.d.ИЗ
- после появления данного сообщения следует нажать кнопку выбора «+» сектора «ФУНКЦИИ» и ожидать появления сообщения в виде: HV, НrС или Нb что соответствует шкале измерения, используемой в данный момент.
- с помощью кнопок «+» и «-» сектора «ФУНКЦИИ» выбрать требуемую шкалу измерения HV (шкала Виккерса), НrС (шкала Роквелла) или Нb (шкала Бринелля), а затем нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выйти из режима выбора шкалы;
- нажатием кнопки «МЕНЮ» сектора «ФУНКЦИИ» выбрать режим «НОР» и войти в него нажатием кнопки «+» сектора «ФУНКЦИЙ». При этом в памяти прибора запоминается выбранная шкала измерения.
3.6 Одноточечная коррекция текущей пользовательской настройки
В режиме «HOР» возможна коррекция выбранной настройки в одной точке. Коррекция может производится как на мерах твердости, так и на конкретном образце продукции (детали). Коррекция на конкретном образце продукции (детали) применяется в случае если механические свойства материала продукции отличаются от свойств конструкционных и углеродистых сталей, либо в случае не соответствия продукции разделу «требования к контролируемому изделию» (см. п. 1.2.2). Для получения корректных результатов обязательно учесть требования и рекомендации следующих пунктов 1.2.2-1.2.6. Для проведения коррекции необходимо:
- предварительно взять изделие или отдельный образец и произвести измерение твердости Тпи твердомером прямого измерения усреднив не менее 5 измерений;
- выбрать шкалу измерения (см п. 3.5);
- задать (выбрать) в соответствии с п. 3.4 номер пользовательской настройки, которая будет корректироваться и запомнена в памяти прибора;
- произвести прибором измерение твердости Тпр на том же участке с усреднение (автоматическим или ручным) с числом замеров не менее 5;
- нажать кнопку «Т1/Т2», при этом будет индицироваться сегмент «-» у надписи «Т1»
- с использованием кнопок "Δ" и "V" сектора «КАЛИБРОВКА» добиться равенства Тпи и Тпр с погрешностью, не превышающей требуемую. При нажатии и удержании в этом положении кнопки "Δ"показания на индикаторе будут увеличиваться, а при нажатии и удержании в этом положении кнопки "V"' - уменьшаться. Таким образом можно добиться соответствия Тпи и Тпр.
При таком виде коррекции (в одной точке) вся характеристика смещается на величину (Тпр-Тпи).
После того, как осуществляется коррекция настройки прибора на выбранном образце детали следует нажать два раза на кнопку «T1/T2» таким образом, чтобы не индицировались сегменты «-» у надписей Т1 и Т2 после чего можно приступать к измерению твердости на реальных деталях.
Выполненная настройка автоматически запоминается в памяти прибора с выбранным номером и сохраняется даже после выключения прибора и отключения от источника питания при его замене.
При ошибочных действиях во время одноточечной и двухточечной коррекции текущей пользовательской настройки, вызвавших неверную работу прибора, для возврата к исходной характеристике необходимо нажать вместе кнопки "Δ" и "V" сектора "КАЛИБРОВКА" и удерживать их 3-5 секунд.
3.7 Двухточечная коррекция текущей пользовательской настройки
В режиме «НОР» также возможна двухточечная коррекция характеристики, уменьшающая мультипликативную составляющую погрешности измерения. Двухточечная коррекция применяется в тех же случаях, что и одноточечная (см.п.3.6), но уменьшает мультипликативную составляющую погрешности измерения. Коррекция может производится как на мерах твердости, так и на конкретных образцах продукции (деталях). Для получения корректных результатов обязательно учесть требования и рекомендации следующих пунктов 1.2.2-1.2.6. Для проведения коррекции необходимо: 3.7.1 Подготовить два образца изделия (детали) исходя из следующих условий:
- величина твердости первого Tmin образца должна соответствовать нижнему значению величины твердости изделий, подлежащих контролю;
- величина твердости второго образца Тmах должна соответствовать верхнему значению величины твердости изделий, подлежащих контролю;
- произвести измерение твердости первого Tmin и второго Тmах образцов твердомером прямого измерения.
3.7.2 Выбрать шкалу измерения в соответствии с п. 3.5.
3.7.3 Задать номер настройки, которая будет корректироваться и с произведенной корректировкой будет запомнена в памяти прибора;
3.7.4 Произвести коррекцию текущей настройки на образце Tmin (первом образце) в соответствии с п. 3.6.
3.7.5 Провести настройку чувствительности прибора на втором образце:
произвести прибором измерение твердости Тпр на втором образце с твердостью Тmах с усреднением (автоматическим или ручным) с числом замеров не менее 5;
- нажать кнопку «Т1/Т2» два раза, при этом будет индицироваться сегмент «-» у надписи «Т2»;
-с использованием кнопок " Δ" и "V"сектора "КАЛИБРОВКА" добиться равенства Тmах и Тпр с погрешностью, не превышающей требуемую. При нажатии и удержании в этом положении кнопки "Δ" показания на индикаторе будут увеличиваться, а при нажатии и удержании в этом положении кнопки "V" - уменьшаться. Таким образом можно добиться соответствия Тmах и Тпр.
После того, как осуществлена коррекция настройки прибора на выбранных образцах деталей следует нажать на кнопку «Т1/Т2» таким образом, чтобы не индицировались сегменты «-» у надписей Т1 и Т2, после чего можно приступать к измерению твердости на реальных деталях.
Выполненная двухточечная настройка автоматически запоминается в памяти прибора с выбранным номером и сохраняется даже после выключения прибора и отключении от источника питания при его замене.
3.8 Работа с памятью прибора
3.8.1. При нажатии кнопки "МЕНЮ" и удержании ее в нажатом состоянии на индикаторе появятся последовательно сменяющие друг друга сообщения: НОР Еd.ИЗ Н.НАС УСР П. Ik Ч.ik, С.ik, ГРУП РС
где ik - количество записанных в память результатов при предыдущей работе. Режимы П. Ik Ч.ik, С.ik, ГРУП РС являются режимами работы с памятью прибора НОР - нормальный режим работы (без подключения памяти), в который прибор входит после включения;
П. Ik - режим измерения с возможностью записи результатов измерения в память; Ч. к - режим просмотре (чтения) результатов, записанных в память; С ik - режим стирания памяти;
ГРУП - режим присвоения номера группе результатов измерения при записи их в память.
3.8.2 Для выбора любого из указанных выше режимов следует нажать кнопку «МЕНЮ» и удерживать ее в нажатом состоянии до появления на индикаторе сообщения о требуемом режиме, после чего отпустить ее. Для входа в выбранный режим необходимо нажать кнопку «+» на сектора «ФУНКЦИИ».
3.9 Запись результатов в память и их чтение без разбивки на группы
3.9.1 Работа в режиме записи в память (П) без разбиения результатов на группы
Выбрать данный режим работы и войти в него в соответствии с указанным выше в п.3.8.2. При этом будет индицироваться сегмент «-» у надписи «ПАМЯТЬ», свидетельствующий о возможности работы с памятью.
В память могут быть записаны результаты измерений с усреднением или 6eз усреднения.
Для записи результата измерения, полученного на индикаторе, в очередную ячейку памяти, следует нажать кнопку «+» на секторе «ФУНКЦИИ», при этом на индикатор кратковременно будет выдан номер ячейки памяти: Hik в которую записывается результат.
В случае необходимости изменения результата, записанного в последнюю ячейку памяти (например, ошибочного), после проведения измерения следует нажать кнопку "-" на секторе «ФУНКЦИИ», при этом на индикатор кратковременно будет выдан номер ячейки памяти Н ik, в которую записывается результат.
Для выхода из данного режима работы кратковременно нажать кнопку "МЕНЮ".
3.9.2 Работа в режиме чтения результатов (Ч) без разбиения результатов на группы. Выбрать данный режим работы и войти в него в соответствии с указанным выше в п.3. 8. 2. При этом будет индицироваться сегмент «-» у надписи "ПАМЯТЬ", свидетельствующей о возможности работы с памятью прибора. После входа в данный режим просмотр памяти может производиться кнопками "+" - друг друга сообщений - номер измерения (ячейки памяти) H ik и результат измерения, записанный в данную ячейку. Для выхода из данного режима работы кратковременно нажать кнопку "МЕНЮ".
3.9.3 Режим обнуления (очистки) памяти (С)
Для выбора данного режима следует нажать кнопку «МЕНЮ» и удержания ее в нажатом состоянии до появления на индикаторе сообщении:
C.ik
где ik - число занятых ячеек памяти. После появления данного сообщения следует одновременно нажать кнопки "+" и "-" сектора «ФУНКЦИИ» и удерживать их в нажатом состоянии до появления на индикаторе сообщення Н. 00, свидетельствующего об очистке памяти. После отпускания кнопок на индикатор будет выдано сообщение: С. 00
Для выхода из данного режима кратковременно нажать кнопку «МЕНЮ».
3.10 Запись результатов в память и их чтение с разбивкой на группы В ряде случаев при проведении контроля необходимо запомнить результат измерений с разбиением по группам изделий (деталей) с присвоением каждой группе номера. При этом: - номера результатов измерений в пределах каждой из групп будут начинаться с единицы; - группы будут записываться только последовательно начиная с первой;
- при стирании результатов стирается содержимое всех групп сразу;
- максимальное количество групп - 120;
- число результатов в группе произвольное.
3.10.1 Работа в режиме записи в память (режим II) с разбиением результатов на группы
Выбрать данный режим работы и войти в него в соответствии с указанным выше в п. 3.8.2.
При этом будет индицироваться сегмент «-» у надписи «ПАМЯТЬ», свидетельствующий о возможности работы с памятью прибора.
В память может быть записан результат измерения с усреднением или без усреднения.
В случае первого включения прибора при вхождении в режим записи результатов в память П прибор автоматически будет присваивать данной группе номер 1. При очистке памяти в режиме С также происходит автоматическое присвоение первой гpyппe номера 1.
Приступить к измерениям с записью результатов в память в соответствии с п.3.9.1.
После окончания записи данных в группу следует выйти из режима II нажатием кнопки «МЕНЮ», после чего на индикатор будет выдано сообщение: II jk
где jk - число занятых ячеек памяти.
Для открытия новой группы с присвоением ей номера следует:
-нажать кнопку «МЕНЮ» и удерживать ее в нажатом состоянии до появления сообщения: ГРУП
после чего нажать кнопку «+» сектора «ФУНКЦИИ» для входа в данный режим;
- после входа в данный режим на индикатор будет выдано сообщение о номере группы: Г. i в которую производилась запись, после чего будет выдано сообщение: Hob являющееся запросом на открытие новой группы; - для открытия новой группы следует нажать кнопку "+" сектора "ФУНКЦИИ", после чего на индикатор будет выдано сообщение о номере следующей по порядку группы Г. i+1 и сообщение ГРУП свидетельствующее об окончании процедуры задания номера следующей группы,
- для записи результатов в новую группу следует вновь войти в режим измерения с записью в память П в соответствии с изложенным в п. 3.8.2 после чего на индикатор кратковременно будет выдано сообщение о номере группы: Г. i+l
в которую будет производиться запись информации и последний результат измерения;
приступить к измерениям с записью результатов в память в соответствии с п.3.9.1.
после окончания записи в очередную группу для выхода из режима записи нажать кнопку «МЕНЮ», после чего на индикаторе появится сообщение: II jk
где jk - суммарное занятое число ячеек памяти.
3.10.2 Работа в режиме чтения результатов (Ч) с разбиением данных на группы
Для чтения результатов измерений, записанных группами, следует:
- выбрать режим чтения результатов измерении (Ч). При этом будет индицироваться сегмент "-" у надписи «ПАМЯТЬ», свидетельствующей о возможности работы с памятью прибора; - после входа в данный режим на индикатор будут последовательно выданы сообщения: ГРУП свидетельствующее о том, что ведется работа с группами, и Г. i+1 где i+1 - номер последней группы, в которую производилась запись результатов;
- с помощью кнопок «+» и «-» сектора "ФУНКЦИИ" установить требуемый для просмотра номер группы; - для входа в режим просмотра содержимого выбранной группы нажать одновременно кнопки "+" и "-", после чего на индикатор будут выдаваться последовательно сменяющие друг друга сообщения: H ik номер ячейки памяти и результат измерения, записанный в эту ячейку. Нажатием кнопок "+" и "-" можно листать содержимое ячеек памяти вперед (увеличение номера) и назад (уменьшение номера); - после окончания просмотра выбранной группы для выхода из режима просмотра нажать кнопку «МЕНЮ», вслед за чем на индикаторе появится сообщение: Ч jk
где jk - суммарное занятое число ячеек памяти;
- для просмотра следующей группы повторить вновь описанные выше в данном пункте процедуры.
3.10.3 Очистка памяти при работе с группами
Очистка памяти при работе с группами производится в соответствии с изложенным в п.3.9.3. При этом следует учесть, что стирается информация во всех группах сразу.
3.11 Выключение прибора
После окончания работы для выключения прибора следует нажать кнопку ВКЛ на клавиатуре и прибор выключится с сохранением в памяти записанных результатов измерения, параметров последней калибровки.
В случае, если измерения не проводились в течение 15 минут, прибор выключится автоматически также с сохранением в памяти записанных результатов измерения, параметров последней настройки, номера настройки и единиц измерения.
3.12 Работа с компьютером IBМ PC
Записанные в память прибора результаты измерений можно передать в компьютер по каналу связи RS-232, если на компьютере установлена русифицированная операционная система WINDOWS 9x/Me/NT/2000/XP.
Программное обеспечение для связи прибора «Константа К5У» с компьютером включает программу Constanta-Data.
3.12.1 Установка программного обеспечения на жесткий диск. Выполняется перед первым подключением прибора к компьютеру.
1. Запустить программу инсталляции const_data_l_5_3.exe, находящуюся в папке Constanta-Data диска, прилагаемого к прибору;
2. Далее необходимо следовать указаниям программы.
3.12.2. Передача результатов измерений в компьютер
1. Соединить кабелем RS-232 разъемы прибора и компьютера (порт СОМ1 или COM2 РС
2. Включить прибор нажатием кнопки «ВКЛ», на индикаторе выведется сообщение: PC
3. Запустить программу «Constanta- Data» на компьютере двойным щелчком левой кнопки мыши по пиктограмме программы на рабочем столе WINDOWS, либо из меню - ПУСК - ПРОГРАММЫ - (название Вашей папки, где находится программа) - Constanta-Data.
Порядок выполнения работы
Получите у лаборанта образцы металлов, подлежащие испытанию на твердость (ориентировочная величина твердости образцов должна быть известна) и при необходимости прошлифуйте на шлифовальной бумаге.
2.4.1 Проведение испытаний на твердость по Бринеллю на приборе ТШ-2
Используя данные таблицы 2.1, убедитесь, что диаметр шарика (рисунок 2.2) и величина нагрузки 2, установленные на приборе, соответствует характеристикам образца, подлежащего испытанию на твердость, учитывая, что рычажная система с подвеской создают нагрузку 1839 H (187,5 кгс).
Положите образец на стол 5 прибора и вращением маховика 7 по часовой стрелке подожмите его к шарику до тех пор, пока он не упрется в ограничитель 4.
Нажатием кнопки 8 включите электродвигатель привода прибора. По окончании испытания (после того как сигнальная лампа 6 погаснет, а электродвигатель остановится) вращением маховика 7 против часовой стрелки опустите стол. Снимите образец со стола.
2.4.1.3 Измерьте диаметр отпечатка с помощью микроскопа МПБ-3. Для этого:
установите микроскоп основанием колонки 5 (рисунок 2.3) на испытуемый образец так, чтобы отверстие в основании было концентрично с измеряемым отпечатком, а окно в колонке находилось против внешнего источника света;
наблюдая в окуляр 1 и вращая его вокруг продольной оси, установите резкое изображение шкалы сетки;
вращением установочного кольца 3 добейтесь получения резкого изображения отпечатка в поле зрения окуляра;
снимите отсчет по шкале с ценой деления 0,02 мм;
Рассчитайте среднее арифметическое двух измерений, по таблицам (ГОСТ 9012) определите твердость НВ образца и рассчитайте предел прочности материала.
Занесите данные в таблицу 2.2.
Таблица 2.2 - Результаты испытаний твердости
Метод Бринелля |
Метод Роквелла |
|
|
Проведение испытаний на твердость по Бринеллю на приборе ТП-2
Убедитесь, что нагрузка 17 (рисунок 2.7), установленная на приборе, составляет 613 Н (62,5 кгс). При этом следует иметь в виду, что подвеска передает нагрузку, равную 49 Н (5 кгс).
Включите прибор и проверьте освещенность.
Переводом рукоятки 13 вниз до защелкивания приведите привод прибора в состояние готовности к испытаниям.
Установите поворотную головку 5 в крайнее левое положение. При этом индентор 8 встанет по оси прибора.
Провести испытания на твердость образцов малоуглеродистой стали. Установите испытуемый образец стали на стол 10 и вращением маховика 11 поднимите стол до упора образца в торец защитного чехла 7.
Нажатием на клавишу 12 приведите прибор в действие. По окончании испытания (рычаг 13 поднимется в верхнее положение, а сигнальная лампа 14 погаснет) опустите маховиком стол до выхода образца из контакта с индентором.
Установите рукояткой поворотную головку 5 в крайнее правое положение. При этом объектив 6 микроскопа окажется точно над отпечатком, оставленном индентором на поверхности образца. Наблюдая в окуляр 2 и опуская стол, добейтесь четкого видения отпечатка.
2.4.2.8 С помощью измерительной системы микроскопа измерьте диаметр отпечатка. Измерение отпечатков производится с помощью двух штрихов, которые перемещаются вращением микрометрического винта 1 и барабанчика 4.
Вращением микрометрического винта 1 подведите нулевой штрих видимой в поле окуляра шкалы слева от отпечатка, вращением барабанчика 4 подведите подвижный штрих справа от отпечатка так, как это показано на рисунке 2.13.

1 -отпечаток; 2 -шкала окуляра; 3 -подвижный штрих
Рисунок 2.13 - Схема измерения диаметра отпечатка
Снять показания: целые числа по шкале, видимой в поле окуляра, десятые и сотые - по шкале, нанесенной на боковой поверхности барабанчика 4(рисунок 2.7).
По результатам трех измерений диаметров отпечатков по таблице
(ГОСТ 10241 – 62) определить твердость HB. Определить среднее значение твердости.
Вычислить предел прочности стали, зная твердость HB.
Данные занесите в таблицу 2.2.
Проведение испытаний на твердость по Роквеллу на приборе ТК – 2
Перед испытанием на твердость по Роквеллу необходимо произвести контроль прибора с целью определения точности его показаний. Контроль прибора производят при помощи брусков, твердость которых заранее известна. При проверке показания прибора должны находиться в пределах чисел твердости, обозначенных на контрольных брусках. Если твердость по прибору не соответствует твердости контрольных брусков, то к показаниям прибора при испытании образцов вводится соответствующая поправка. Порядок проведения контроля аналогичен порядку проведения испытаний.
Убедитесь, что индентор и величина нагрузки, установленные на приборе (рисунок 2.9), соответствуют характеристикам образца, подлежащего испытанию на твердость.
Тумблером включите электродвигатель привода прибора.
Провести испытания на твердость образцов отожженной стали шариком (шкала В) при нагрузке 981 H (100 кгс) и закаленной стали алмазным конусом (шкала С) при нагрузке 1475 H (150 кгс). Допускается применение конусных инденторов из твердого сплава при твердости до 50 HRCэ. Установите испытуемый образец на стол и вращением маховика плавно, ОСТОРОЖНО поднимите его до соприкосновения образца с индентором. При быстром подъеме образца можно сломать кончик алмазного индентора. Продолжая подъем стола, установите стрелки индикатора так, чтобы малая стрелка заняла положение у красной точки, а большая - положение, близкое к вертикальному (допустимо отклонение от вертикали не более, чем на 15 градусов).
Установочным диском совместите нулевую отметку черной шкалы индикатора с большой стрелкой. Нажатием клавиши приведите прибор в действие.
После того, как стрелки индентора установятся, произведите отчет по соответствующей шкале.
Вращением маховика отведите образец от индентора.
Твердость следует измерять не менее, чем в трех точках. Расстояние между центрами двух соседних отпечатков или от центра отпечатка до края образца должно быть не менее 3 мм. Определите среднее значение твердости.
Данные испытаний твердости занесите в таблицу 2.2.
Контрольные вопросы
Что понимается под твердостью?
Назовите приборы для определения твердости.
Опишите принцип действия приборов для испытания на твердость.
Чем объясняется широкое применение способа измерения твердости?
Какова размерность твердости для различных способов испытания?
Когда применяются методы Роквелла, Виккерса, Бринелля?
Твердость каких металлов испытывают по методу Бринелля?
Содержание отчета
В отчете должны быть изложены:
цель работы;
характеристика испытаний на твердость, как способа исследования металлов; краткое описание методов определения твердости по Бринеллю, Виккерсу, Роквеллу;
схемы испытания на твердость методами Бринелля, Виккерса и Роквелла;
заполненные таблицы с результатами измерения твердости по методам Бринелля и Роквелла; расчет предела прочности материалов, испытанных по методу Бринелля.
Приложение (справочное)
Таблица ориентировочного перевода значений твердости, определяемых различными методами
|
Твердость НВ |
Твердость HR по шкале |
|
Твердость НВ |
Твердость HR по шкале |
|||||||
диаметр отпечатка, мм |
НВ при испытании стандартным стальным шариком |
НВ при испытании шариком из карбида вольфрама |
С |
А |
В |
|
диаметр отпечатка, мм |
НВ при испытании стандартным стальным шариком |
С |
А |
В |
|
1234 |
2,20 |
780 |
872 |
72 |
84 |
— |
228 |
4,00 |
229 |
20 |
61 |
100 |
1116 |
2,25 |
745 |
840 |
70 |
83 |
— |
222 |
4,05 |
223 |
19 |
60 |
99 |
1022 |
2,30 |
712 |
812 |
68 |
82 |
— |
217 |
4,10 |
|
17 |
60 |
98 |
941 |
2,35 |
682 |
794 |
66 |
81 |
— |
213 |
4,15 |
212 |
15 |
59 |
97 |
868 |
2,40 |
673 |
760 |
64 |
80 |
— |
208 |
4,20 |
207 |
14 |
59 |
95 |
804 |
2,45 |
627 |
724 |
62 |
79 |
— |
201 |
4,25 |
201 |
13 |
58 |
94 |
746 |
2,50 |
601 |
682 |
60 |
78 |
— |
197 |
4,30 |
197 |
12 |
58 |
93 |
694 |
2,55 |
578 |
646 |
58 |
78 |
— |
192 |
4,35 |
192 |
11 |
57 |
92 |
650 |
2,60 |
555 |
614 |
56 |
77 |
— |
186 |
4,40 |
187 |
9 |
57 |
92 |
606 |
2,65 |
534 |
578 |
54 |
76 |
— |
183 |
4,45 |
183 |
8 |
56 |
90 |
587 |
2,70 |
514 |
555 |
52 |
75 |
— |
178 |
4,50 |
179 |
7 |
56 |
90 |
551 |
2,75 |
495 |
525 |
50 |
74 |
— |
174 |
4,55 |
174 |
6 |
55 |
89 |
534 |
2,80 |
477 |
514 |
49 |
74 |
|
171 |
4,60 |
170 |
4 |
55 |
88 |
502 |
2,85 |
461 |
477 |
48 |
73 |
— |
166 |
4,65 |
167 |
3 |
54 |
87 |
474 |
2,90 |
444 |
460 |
46 |
73 |
— |
162 |
4,70 |
163 |
2 |
53 |
86 |
460 |
2,95 |
429 |
432 |
45 |
72 |
— |
159 |
4,75 |
159 |
1 |
53 |
85 |
435 |
3,00 |
415 |
418 |
43 |
72 |
— |
155 |
4,80 |
156 |
— |
— |
84 |
423 |
3,05 |
401 |
401 |
42 |
71 |
— |
152 |
4,85 |
152 |
— |
— |
83 |
401 |
3.10 |
388 |
388 |
41 |
71 |
— |
149 |
4,90 |
149 |
— |
— |
82 |
390 |
3,15 |
375 |
375 |
40 |
70 |
— |
148 |
4,95 |
146 |
— |
— |
81 |
386 |
3,20 |
363 |
364 |
39 |
70 |
— |
143 |
5,00 |
143 |
— |
— |
80 |
361 |
3,25 |
352 |
352 |
38 |
69 |
— |
140 |
5,05 |
140 |
— |
— |
79- |
344 |
3,30 |
341 |
341 |
36 |
68 |
— |
138 |
5,10 |
137 |
— |
— |
78 |
334 |
3,35 |
331 |
330 |
35 |
67 |
— |
134 |
5,15 |
134 |
— |
— |
77 |
320 |
3,40 |
321 |
321 |
33 |
67 |
— |
131 |
5,20 |
131 |
— |
— |
76 |
311 |
3,45 |
311 |
311 |
32 |
66 |
— |
129 |
5,25 |
128 |
— |
— |
75 |
303 |
3,50 |
302 |
302 |
31 |
66 |
— |
127 |
5,30 |
126 |
— |
— |
74 |
292 |
3,55 |
293 |
— |
30 |
65 |
— |
123 |
5,35 |
123 |
— |
— |
73 |
285 |
3,60 |
285 |
— |
29 |
65 |
— |
121 |
5,40 |
121 |
— |
— |
72 |
278 |
3,65 |
277 |
— |
28 |
64 |
— |
118 |
5,45 |
118 |
— |
— |
71 |
270 |
3,70 |
269 |
— |
27 |
64 |
— |
116 |
5,50 |
116 |
— |
|
70 |
261 |
3,75 |
262 |
— |
26 |
63 |
— |
115 |
5,55 |
114 |
— |
— |
68 |
255 |
3,80 |
255 |
— |
25 |
63 |
— |
113 |
5,60 |
111 |
— |
— |
67 |
249 |
3,85 |
248 |
— |
24 |
62 |
— |
110 |
5,65 |
110 |
— |
— |
66 |
240 |
3,90 |
241 |
— |
23 |
62 |
102 |
109 |
5,70 |
109 |
— |
— |
65 |
235 |
3,95 |
235 |
— |
21 |
61 |
101 |
108 |
5,75 |
107 |
— |
— |
64 |
ЛАБОРАТОРНАЯ РАБОТА 3
АНАЛИЗ ДИАГРАММЫ СОСТОЯНИЯ СПЛАВОВ ЖЕЛЕЗО – ЦЕМЕНТИТ
Цель работы — изучить диаграмму состояния сплавов железо — цементит.
Задания:
1. Начертить диаграмму состояния сплава железо — цементит с указанием температур фазовых превращений и структурных составляющих в различных областях диаграммы.
2. Построить кривую охлаждения для заданного сплава.
3. Описать превращения, происходящие при охлаждении заданного сплава.
4. Используя правило отрезков, определить весовое количество и концентрацию углерода в фазах исследуемого сплава.
Оборудование и материалы: плакаты с диаграммами состояния двойных сплавов и сплава железо — цементит, линейка, калькулятор.
Краткие теоретические сведения
Вещества, полученные сплавлением двух и более металлов или металлов с неметаллами (проникновение металла в металл или неметалл) и обладающие металлическими свойствами, называются сплавами.
К основным понятиям теории сплавов относятся: система, компонент, фаза.
Системой называется совокупность фаз в твердом, жидком и газообразном состояниях. Простые элементы и вещества, образующие систему (сплав), называются компонентами.
Однородная часть системы (сплава), отделенная от другой части поверхностью раздела, при переходе через которую химический состав или структура вещества изменяется скачкообразно, называется фазой.
Однофазный сплав состоит из одного вида кристаллов с одним типом кристаллической решетки.
Гомогенный сплав имеет однофазную структуру, гетерогенный сплав — многофазную.
Диаграммы состояния двойных сплавов
Диаграммы состояния, или диаграммы фазового равновесия, графической форме показывают фазовый состав сплава в зависимости от температуры и концентрации компонентов. Их строят для условий равновесия, т. е. такого состояния сплавов, которое достигается при очень малых скоростях охлаждения или длительном нагреве (рис. 21). Устойчивое равновесное состояние обладает минимальной свободной энергией (энергией Гиббса).
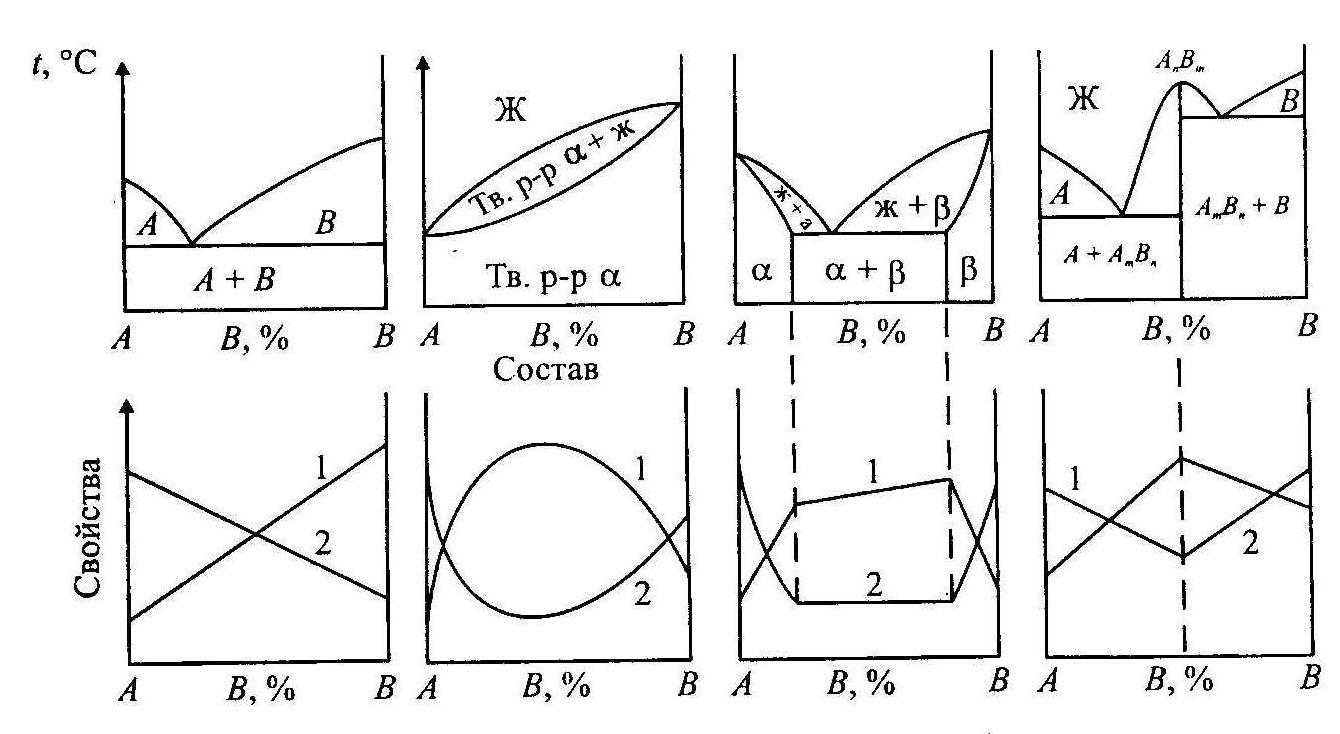
Простейшими двухкомпонентными диаграммами состояния металлических сплавов являются следующие.
Диаграмма состояния сплавов, образующих механические смеси (I тип). Оба компонента неограниченно растворимы в жидком состоянии, нерастворимы в твердом состоянии и не образуют химических соединений. Составляющие элементы сплавов: компоненты А, В; фазы: жидкость Ж, кристаллы А, В.
Изменения физико-химических свойств сплавов, образующих механические смеси, носят линейный характер.
Диаграмма состояния сплавов с неограниченной растворимостью компонентов в твердом состоянии (II тип). Оба компонента неограниченно растворимы в жидком и твердом состоянии и не образуют химических соединений. Составляющие элементы сплавов: компоненты А, В; фазы: жидкость Ж, кристаллы α-твердого раствора.
Изменения свойств сплавов, образующих растворы с неограниченной растворимостью, имеют криволинейную зависимость.
Диаграмма состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии (III тип). Оба компонента неограниченно растворимы в жидком состоянии, ограниченно растворимы в твердом состоянии и не образуют химических соединений. При этом ограниченная взаимная растворимость в твердом состоянии может меняться с изменением температуры. Составляющие элементы сплавов: компоненты А, В; фазы: жидкость Ж, α- и β-твердый растворы.
Изменения свойств сплавов, образующих растворы с ограниченной растворимостью в области однофазных растворов, имеют криволинейную зависимость, в двухфазной области — линейную.
Диаграмма состояния сплавов, образующих химические соединения (IV тип]. Химическое соединение характеризуется строго определенным соотношением компонентов, которое на диаграмме состояния изображается вертикальной линией. Оно играет роль самостоятельного компонента, разделяя общую диаграмму состояния на ряд отдельных диаграмм. Составляющие элементы сплавов: компоненты А, В, Ат Вп; фазы: жидкость Ж, кристаллы A, В, Ат, Вп.
Для сплавов, образующих химические соединения, концентрации химического соединения соответствует максимум (или минимум) на кривой.
Линии, параллельные оси концентраций и соединяющие составы фаз, находящихся в равновесии при данной температуре, называются конодами.
Равновесное состояние сплава определяется составом фаз, температурой и давлением.
Линия температур начала кристаллизации сплава, выше которой сплав находится в жидком состоянии, называется ликвидус, а линия температур окончания кристаллизации, ниже которой сплав находится в твердом состоянии, — солидус.
В твердом растворе замещения атомы растворимого металла не занимают особых мест в кристаллической решетке растворителя.
В твердом растворе внедрения атомы растворимого металла распределяются в кристаллической решетке металла растворителя в промежутках между его атомами.
В твердом растворе вычитания наблюдается уменьшение количества атомов растворителя и появление свободных узлов в его кристаллической решетке (вакансии).
Эвтектикой называется механическая смесь отдельных зерен компонентов, которая образуется из жидкости сплава, обладающего наименьшей температурой плавления.
Степенью свободы сплава называется число вариантов изменения температуры, давления, концентрации без изменения числа фаз в системе.
Число степеней свободы определяется по формуле
С = К–Ф+В,
где К — число компонентов; Ф — число фаз; В — число внешних факторов (температура и давление; если принять давление постоянным, то В = 1).
Число степеней свободы не может быть меньше нуля и не может быть дробным числом, т. е. С > 0. Число фаз в сплаве, находящемся в равновесном состоянии, не может быть больше числа компонентов плюс единица (Ф < К + 1). Следовательно, в двойной системе в равновесии может находиться не более трех, в тройной — не более четырех фаз и т. д.
Если при равновесном состоянии в системе с определенным числом компонентов находится максимальное число фаз (Ф = 3), то число степеней свободы системы равно нулю (С = 0). Такое равновесие называет нонвариантным (безвариантным). При нонвариантном равновесии сплав из данного числа фаз может существовать только в совершенно определенных условиях: при постоянной температуре и определенном числе всех находящихся в равновесии фаз (в данном случае Ф = 3). Это означает, что фазовое превращение начинается и заканчивается при постоянной температуре.
В случае уменьшения числа фаз на одну против максимально возможного С=1. Такую систему называют моновариантной (одновариантной). Если С = 2, то система бивариантна (двухвариантна).
Закономерность изменения числа фаз в гетерогенной системе определяется правилом фаз. Его применяют также для двухфазных областей всех типов диаграмм состояния двойных систем.
В любой точке диаграммы, когда в сплаве одновременно существует две фазы, можно определить количественное соотношение обеих фаз и их концентрации. Для этого используется правило концентрации и правило отрезков (правило рычагов).
По первому положению правила отрезков для определения концентраций компонентов в фазах необходимо через точку, характеризующую состояние сплава, провести горизонтальную линию до пересечения с линиями диаграммы состояния, ограничивающими данную двухфазную область (коноду). Проекции точек пересечения на ось концентраций покажут составы фаз.
По второму положению правила отрезков длины отрезков коноды между заданной точкой и точками, определяющими составы фаз, обратно пропорциональны количествам этих фаз. Так, например, концентрация жидкой фазы определяется точкой коноды на линии ликвидуса, а концентрация твердой фазы — на линии солидуса при заданной температуре.
Для определения весового (или объемного) количества твердой фазы необходимо взять отношение длины отрезка, примыкающего к составу жидкой фазы, к длине всей коноды; для определения количества жидкой фазы берется отношение длины отрезка, примыкающего к составу твердой фазы, к длине коноды.
Правило отрезков в двойных диаграммах состояния можно применять только в двухфазных областях.
В однофазной области любая точка внутри этой области характеризует концентрацию фазы, количество которой составляет 100 %.
Химический состав и структура определяют свойства металлического сплава. Структура в свою очередь зависит от характера взаимодействия компонентов, входящих в состав сплава, что и отражает диаграмма состояния. Зависимость между физико-химическими свойствами сплавов и типом диаграммы состояния, представляемая в виде диаграммы состав — свойства, называется законом (правилом) Курнакова.
Двухфазные эвтектические сплавы обладают лучшими литейными свойствами; однако при значительном расстоянии между линиями ликвидуса и солидуса сплавы склонны к сильной ликвации. Двухфазные сплавы легче, чем однофазные, подвергаются обработке резанием.
Однофазные сплавы (твердые растворы) лучше, чем двухфазные, поддаются обработке в холодном состоянии; кроме того, они обладают высокой способностью сопротивляться коррозии.
Диаграмма состояния железо — углерод
Сплавы железа с углеродом (стали и чугуны) являются наиболее распространенными металлическими материалами. Для изучения железоуглеродистых сплавов в равновесном состоянии пользуются диаграммой, приведенной на рис.1.
Если основными компонентами диаграммы состояния являются железо и цементит (химическое соединение Fe3C), такую диаграмму называют цементитной (метастабильной).
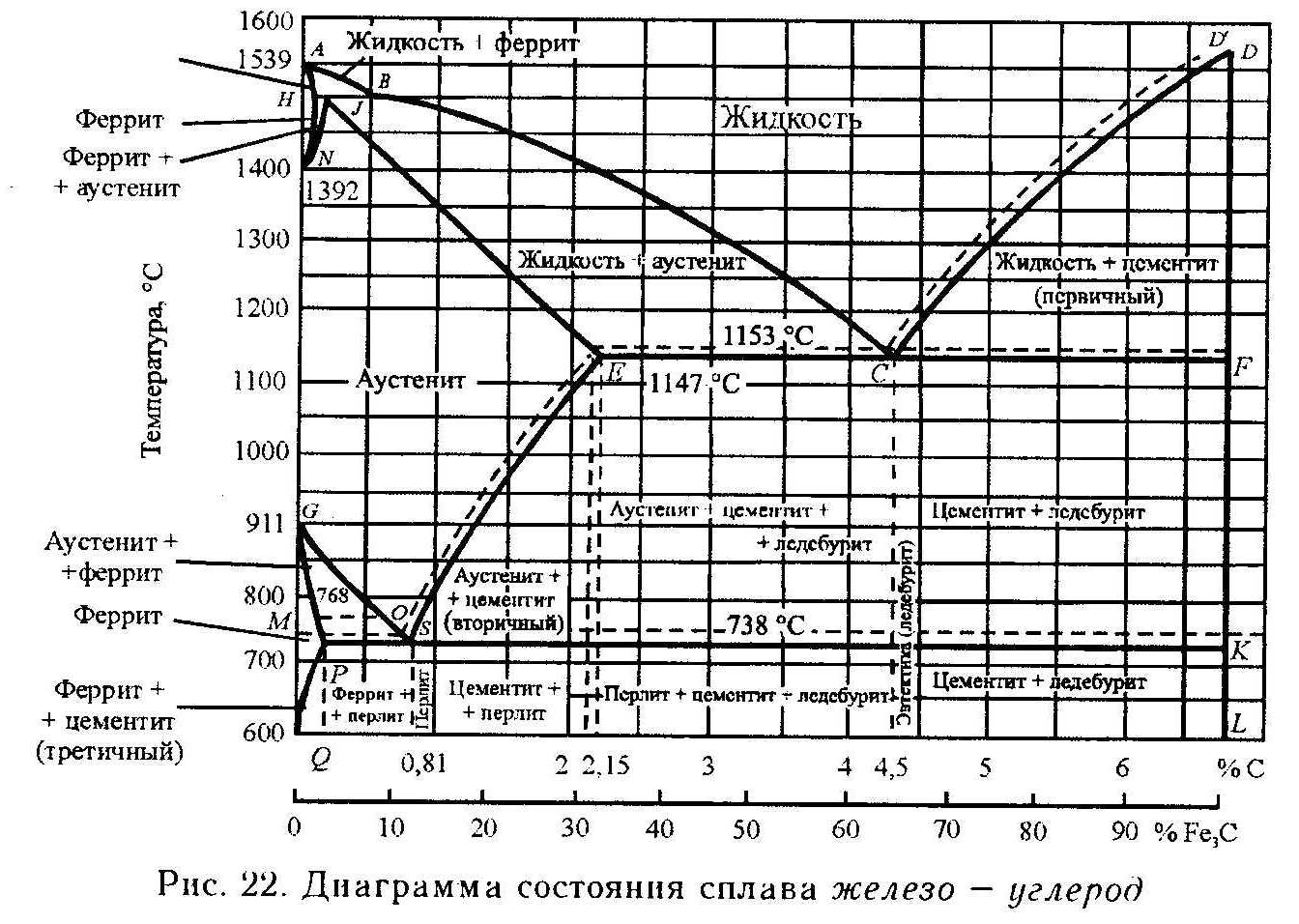
Железо имеет четыре аллотропические формы (полиморфные превращения):
• α-железо при Т < 768 °С — имеет кристаллическую решетку объемно центрированного куба (о. ц. к.), магнитно, плохо растворяет углерод, мягкое;
• β-железо при Т = 768...911 °С — имеет решетку о. ц. к., немагнитно, плохо растворяет углерод (a-железо немагнитное);
• γ-железо при Т = 911...1147 °С — имеет решетку гранецентрированного куба (г. ц. к.), немагнитно, хорошо растворяет углерод, вязкое;
• ∆-железо при Т = 1147...1539 °С — имеет решетку о. ц. к., немагнитно (a-железо высокотемпературное).
На приведенной диаграмме железо — углерод имеются линии: ACD — ликвидуса, соответствующая температуре начала кристаллизация сплава из жидкого состояния;
AECF — солидуса, соответствующая температуре окончания кристаллизации сплава;
ECF — ледебуритного (эвтектического) превращения. При температуре 1147 °С жидкость состава точки С распадается на две твердые фазы: аустенит состава точки Е и цементит состава точки F. При этой температуре существует нонвариантное равновесие (число степеней свободы равно нулю). В равновесии находятся три фазы: аустенит (Ae), цементит (Цf) и жидкость (Жс);
GS — изменения температуры превращения γ-железо в a-железо в зависимости от концентрации углерода;
GP — окончания выпадения феррита;
SE — изменения растворимости углерода в γ-железо в зависимости от температуры;
PSK — перлитного (эвтектоидного) превращения. При температуре 727 °С аустенит в точке 5 распадается на две твердые фазы: феррит состава точки Р и цементит состава точки К. При этой температуре существует нонвариантное равновесие (число степеней свободы равно нулю). В равновесии находятся три фазы: феррит (Фр), аустенит (Ae) и цементит (Цк);
PQ — изменения растворимости углерода в α-железо в зависимости от температуры.
На диаграмме железо — углерод имеются точки: С — эвтектика, Е — максимальной растворимости углерода в γ-железо, S — эвтектоид, Р — максимальной растворимости углерода в α-железо.
При охлаждении доэвтектического сплава ниже линии АС выпадает аустенит, по линии ЕС образуется ледебурит, ниже линии SE из аустенита выпадает цементит вторичный, ниже линии GS — феррит, по линии PSK образуется перлит, ниже линии PQ выпадает цементит третичный.
При охлаждении заэвтектического сплава ниже линии CD выпадает цементит первичный, по линии CF образуется ледебурит, по линии PSK — перлит.
Температуры, при которых происходят фазовые и структурные превращения в сплавах системы Fe — Fe3C (т. е. критические точки), обозначают буквой А (начальная буква французского слова arret — остановка). Превращения совершаются в процессе нагрева И охлаждения при различных температурах (вследствие теплового гистерезиса), поэтому, для того чтобы отличать эти процессы, ввела дополнительные обозначения. Например, при нагреве к букве А добавляют букву с, т. е. Аc1, Аc2 и т. д.
Элементы Ni и Мn понижают Ас3 повышают Ac4 и, расширяя γ-область, способствуют образованию аустенитных сталей; Сr, Мо, V, Si повышают Ac3 понижают Ас4 и, расширяя α-область, способствуют образованию ферритных сталей; Си и Аl — графитизирующие элементы, которые находятся в растворе и вытесняют углерод; W, Nb, Zr, Ti – карбидообразующие элементы.
Равновесными фазами в системе железо — цементит являются:
• жидкость (Ж) - раствор углерода в жидком железе с неограниченной растворимостью;
• аустенит (А) - твердый раствор внедрения углерода в γ-железе. При температуре 1147 °С аустенит содержит 2,14 % С. При понижении температуры растворимость углерода в нем уменьшается и при 727 °С достигает 0,8 %. Аустенит имеет кристаллическую решетку г. ц. к., немагнитен, обладает высокой пластичностью (δ = 40-50 %), его твердость составляет 160-220 НВ. На диаграмме состояния аустенит занимает область NJESG.
• цементит (Ц) - карбид железа (Fe3C) - имеет сложную орторомбическую решетку. Температура плавления цементита около 1600 °С, твердость 800 НВ; он обладает высокой хрупкостью и почти нулевой пластичностью. Ниже 210 °С цементит слабомагнитен, выше — немагнитен.
Различают три разновидности цементита:
- первичный — выделившийся из жидкого сплава;
- вторичный — выделившийся из аустенита;
- третичный — выделившийся из феррита. Цементит неустойчив и в определенных условиях распадается, выделяя свободный углерод в виде графита:
Fe3C = 3Fe + С
• феррит (Ф) — твердый раствор углерода в a-железе. Максимальное содержание углерода в феррите при температуре 727 °С составляет 0,02 %, при комнатной температуре - 0,006 %. Феррит имеет решетку о. ц. к., ферромагнитен до температуры 768 °С, обладает незначительной твердостью 60-100 НВ и прочностью (σв=250 Н/мм), но высокой пластичностью (δ = 50 %). На диаграмме состояния феррит занимает область GPQ.
Кроме перечисленных равновесных фаз, в структуру железоуглеродистых сплавов входят графит, перлит и ледебурит.
Графит (Г) - это свободный углерод, мягкий (3 НВ), обладает низкой прочностью, в чугунах и графитизированной стали содержится в виде включении различной формы (пластинчатой, шаровидной, хлопьевидной). С изменением формы графитовых включений меняются механические и технологические свойства сплава.
Перлит (П) — эвтектоид, т. е. механическая смесь феррита и цементита, образующаяся при температуре 727 °С в результате распада аустенита и содержащая 0,8 % углерода.
После травления шлифа из стали с 0,8 %-м содержанием углерода (эвтектоидной стали) его поверхность имеет перламутровый отлив (отсюда и название — перлит). Различают пластинчатый перлит, представляющий собой параллельное чередование пластинок цементита и феррита, и зернистый, когда округлые зернышки цементита равномерно распределены в поле феррита.
Твердость перлита составляет 160—250 НВ, его сопротивление разрыву — σв= 800 Н/мм2, относительное удлинение или пластичность — δ = 15 %.
Ледебурит (Л) — механическая смесь аустенита и цементита первичного (эвтектика), которая образуется при кристаллизации жидкого расплава при температуре 1147 °С и содержит 4,3 % углерода. При понижении температуры состав ледебурита меняется, например при температуре 727 °С он состоит из перлита и цементита первичного.
Ледебурит обладает высокой твердостью (600—700 НВ) и хрупкостью.
На диаграмме Fe—Fe3C точка А (1539 °С) соответствует температуре плавления чистого железа, точка D (1600 °С) — температуре плавления цементита.
Концентрация углерода в точке Р равна 0,02 %. Предельное cодержание углерода в аустените при эвтектоидной температуре 727 °С (точка S) составляет 0,8 %, при эвтектической температуре 1147 °С (точка С) содержание углерода в ледебурите - 4,3 %.
Кристаллизация сплавов
Процесс кристаллизации сплава описывается кривой охлаждения, которая строится в координатах температура — время.
Температура, соответствующая фазовому превращению, называется критической точкой, которая характеризуется перегибом на кривой охлаждения сплава.
Рассмотрим кристаллизацию сплавов, содержащих 2,14—4,3 % углерода. В качестве примера возьмем сплав V, который содержит 3,0 % углерода (рис. 23). Кристаллизация этого сплава начинается при температуре t1
В рассмотренном примере (сплав V при температуре t4) количество аустенита (QA) определяется из соотношения длин отрезков t4n4/m4n4 (в %):
QA=Qспл= t4n4/m4n4
Если масса всего сплава Qспл дана в килограммах, то и количественное соотношение фаз определяется в килограммах. Если масса всего сплава дана в процентах (Qспл=100%), то и количество фаз определяется в процентах. Таким образом, если Qспл=100%, отрезки m4n4=2,1, t4m4=1,2 и t4n4=0,9, то
QЖ=(1,2/2,1) •100%=56%
QА=(0,9/2,1)•100%=44%
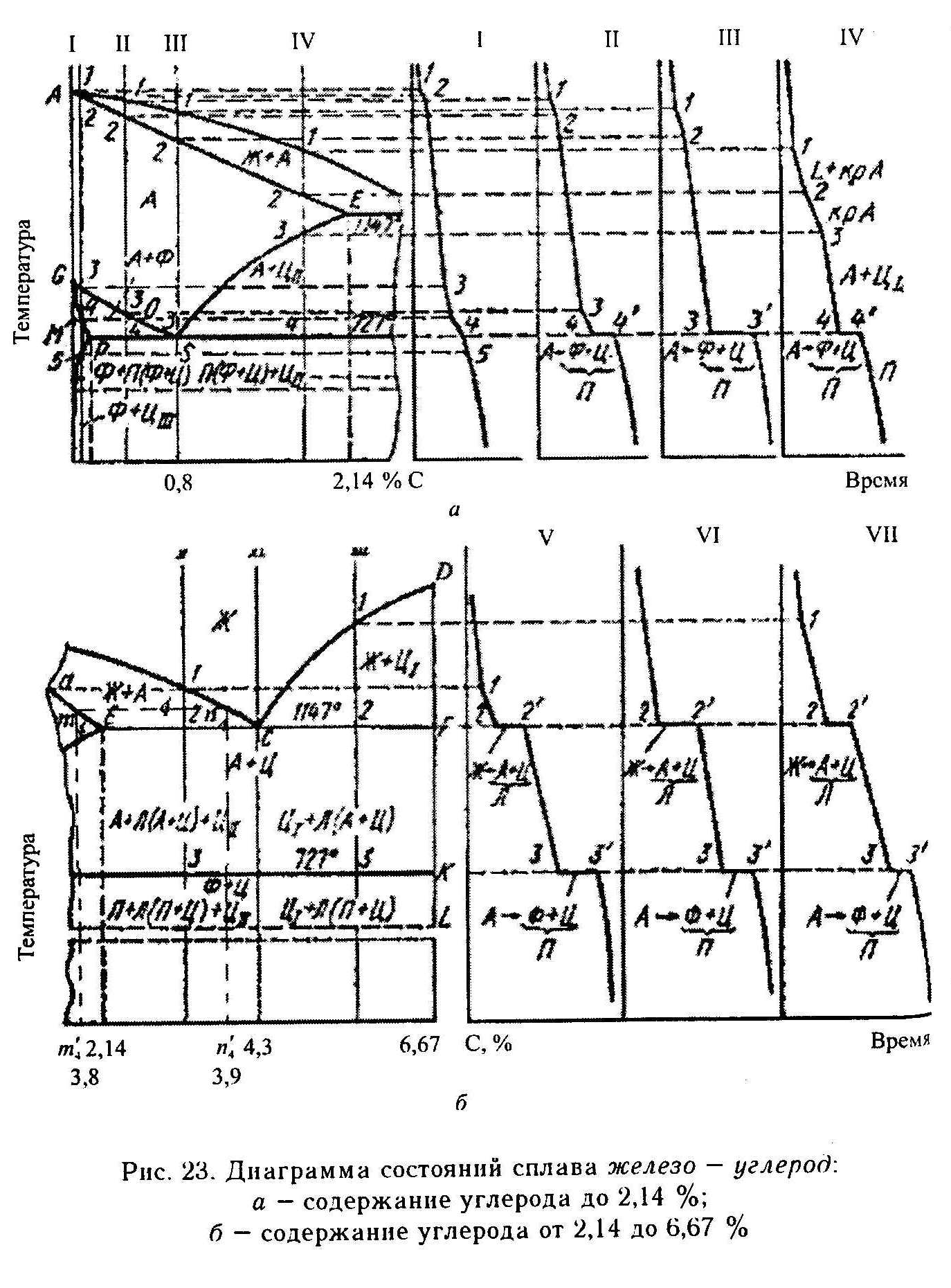
Диаграмма состояний сплава железо-углерод:
а – содержание углерода до 2,14%;
б – содержание углерода от 2,14 до 6,67%.
Форма отчёта
Лабораторная работа № 3
«АНАЛИЗ ДИАГРАММЫ СОСТОЯНИЯ СПЛАВОВ ЖЕЛЕЗО-ЦЕМЕНТИТ»
Укажите сущность метода термического анализа металлов и типы диаграмм фазового равновесия двойных систем, правило фаз.
Укажите на диаграмме состояния температуры фазовых превращений и концентрации характерных точек. С помощью правила фаз постройте кривую охлаждения (нагрева) для сплава с определенным содержанием углерода (см. таблицу).
Определите все фазы и структурные составляющие данной системы.
Охарактеризуйте построенную кривую охлаждения и укажите на ней структурные составляющие сплава, определите степени свободы сплава.
С помощью правила отрезков определите весовое количество фаз (в %) для данного сплава при определенной температуре и их концентрацию.
Таблица заданий.
№ варианта |
Содержание углерода, % |
Температура, ºС |
|
№ варианта |
Содержание углерода, % |
Температура, ºС |
||
|
|
0,30 |
1600 |
250 |
21. |
2,4 |
1500 |
250 |
|
|
|
0,40 |
1500 |
300 |
22. |
2,5 |
1450 |
300 |
|
|
|
0,50 |
1550 |
350 |
23. |
2,6 |
1400 |
350 |
|
|
|
0,60 |
1500 |
450 |
24. |
2,7 |
1350 |
450 |
|
|
|
0,70 |
1550 |
200 |
25. |
2,8 |
1350 |
200 |
|
|
|
0,80 |
1500 |
300 |
26. |
2,9 |
1350 |
300 |
|
|
|
0,90 |
1400 |
200 |
27. |
3,0 |
1350 |
200 |
|
|
|
1,0 |
1500 |
450 |
28. |
3,1 |
1300 |
450 |
|
|
|
1,1 |
1450 |
100 |
29. |
3,2 |
1300 |
100 |
|
|
|
1,2 |
1450 |
400 |
30. |
3,3 |
1300 |
400 |
|
|
|
1,3 |
1500 |
200 |
31. |
3,4 |
1300 |
200 |
|
|
|
1,4 |
1500 |
150 |
32. |
3,5 |
1300 |
150 |
|
|
|
1,5 |
1450 |
200 |
33. |
3,6 |
1300 |
200 |
|
|
|
1,6 |
1550 |
250 |
34. |
3,7 |
1300 |
250 |
|
|
|
1,7 |
1500 |
300 |
35. |
3,8 |
1250 |
300 |
|
|
|
1,8 |
1500 |
350 |
36. |
3,9 |
1250 |
350 |
|
|
|
1,9 |
1450 |
200 |
37. |
4,0 |
1200 |
200 |
|
|
|
2,1 |
1400 |
300 |
38. |
4,1 |
1150 |
300 |
|
|
|
2,2 |
1350 |
350 |
39. |
4,2 |
1150 |
350 |
|
|
|
2,3 |
1350 |
200 |
40. |
4,3 |
1200 |
200 |
|
Лабораторная работа 4 Изучение микроструктуры и свойств сталей
Цель работы – изучить микроструктуру и свойства сталей.
Задачи:
Изучить микроструктуру сталей.
Изучить свойства сталей.
Углеродистые стали
Структура углеродистых сталей
Сталями называется сплавы железа с углеродом, содержащие от 0,02 % до 2,14 % углерода. При содержании углерода до 0,006 % сплавы однофазные и имеют структуру феррита, например, электролитическое железо.
Сплавы, содержащие от 0,006 % до 0,02 % углерода называются техническим железом (рисунок 1).
Рисунок 1 - Микроструктура технического железа
Увеличение содержания углерода вследствие его незначительной растворимости в феррите вызывает появление второй фазы - цементита третичного. При содержании углерода до 0,025 % структурно свободный цементит выделяется, главным образом, по границам зерен феррита. Это существенно понижает пластичность и вязкость стали, особенно, если цементит располагается цепочками или образует сетку вокруг зерен феррита.
При увеличении содержания углерода выше 0,025 % в структуре стали образуется перлит; одновременно еще до 0,10 - 0,15 % С в стали появляются включения структурно свободного (третичного) цементита. С дальнейшим повышением содержания углерода третичный цементит входит в состав перлита.
По микроструктуре стали делятся на доэвтектоидные, эвтектоидные и заэвтектоидные (рисунки 2, 3, 4). Стали с содержанием углерода от 0,02 до 0,8 % называют доэвтектоидными; с содержанием 0,8 % углерода – эвтектоидными; с содержанием от 0,8 % до 2,14 % – заэвтектоидными.
Как следует из диаграммы Fe-Fe3C, при комнатной температуре в равновесном состоянии микроструктура доэвтектоидной стали состоит из феррита и перлита (рисунок 2). Количественное соотношение между структурными составляющими (Ф и П) в доэвтектоидных сталях определяется содержанием углерода. Чем ближе содержание углерода к эвтектоидной концентрации, тем больше в структуре перлита.


а) б)
а – микроструктура малоуглеродистой стали (0,15 % С): феррит (светлая составляющая) +перлит (темная составляющая); б – схема микроструктуры
Рисунок 2 – Микроструктура доэвтектоидной стали

а) б)
а - микроструктура стали У8: перлит пластинчатый; б – схема микроструктуры
Рисунок 3 – Микроструктура эвтектоидной стали
Микроструктура эвтектоидной стали (0,8 % С) состоит только из перлита (рисунок 3). Образуется из аустенита при охлаждении стали У8 (линия PSK). Строение перлита вследствие его значительной дисперсности (мелкозернистости) может быть детально различимо только при сравнительно больших увеличениях (×600).
Микроструктура заэвтектоидной стали (рисунок 4) состоит из перлита и вторичного цементита. Образуется у стали У9-У13 из аустенита при охлаждении. Сетка цементита начинает образовываться на линии ES, перлит – на линии PSK. Максимальное количество структурно свободного цементита (~ 20 %) будет в сплаве с содержанием углерода 2,14 %.
а) б)
а – микроструктура: перлит+цементитII.; б – схема микроструктуры Рисунок 4 – Микроструктура заэвтектоидной стали
Чтобы отличить микроструктуру цементита от феррита, имеющего также светлую окраску, необходимо шлиф, протравленный 4 %-ным раствором азотной кислоты, заново перешлифовать, переполировать и заново протравить раствором пикрата натрия, который окрашивает цементит в темный цвет.
По микроструктуре доэвтектоидной стали можно приблизительно определить содержание в ней углерода, для чего нужно ориентировочно определить площадь (в процентах), занимаемую перлитом, в связи с тем, что в феррите растворено очень небольшое количество углерода, практически можно считать, что в доэвтектоидной стали весь углерод находится в перлите.
где С – концентрация углерода в сплаве, в процентах;
SП - видимая часть площади микроструктуры, занимаемая перлитом в процентах.
По количественному соотношению перлита и феррита, согласно ГОСТ 8233-56 Сталь. Эталоны микроструктуры, ферритно-перлитные структуры классифицируются по десятибальной шкале (таблица 1). Оценка производится визуально при 100-кратном увеличении по средней площади, занимаемой перлитом на микрошлифе.
Таблица 1 - Классификация ферритно-перлитных структур по десятибальной шкале
Балл |
Содержание, % |
Балл |
Содержание, % |
||
перлита |
феррита |
перлита |
феррита |
||
1 |
100 |
0 |
6 |
50 |
50 |
2 |
95 |
5 |
7 |
35 |
65 |
3 |
85 |
15 |
8 |
20 |
80 |
4 |
75 |
25 |
9 |
5 |
95 |
5 |
65 |
35 |
10 |
0 |
100 |
Зависимость механических свойств углеродистых сталей от содержания углерода
Изменение содержания углерода вызывает изменения в структуре стали, что, в свою очередь, оказывает определяющее влияние на свойства стали.
В соответствии с диаграммой состояния структура стали в равновесном состоянии представляет собой смесь феррита и цементита, причем количество цементита увеличивается пропорционально содержанию углерода. Феррит малопрочен и пластичен, цементит твёрд и хрупок. Поэтому увеличение цементита приводит к повышению твердости, прочности и снижению пластичности.
На механические свойства заэвтектоидных сталей сильное влияние оказывает вторичный цементит, образующий хрупкий каркас вокруг зерен перлита. Под нагрузкой этот каркас преждевременно разрушается, вызывая снижение прочности, пластичности. Из-за этого заэвтектоидные стали применяют после специального отжига со структурой зернистого перлита, отличающегося от пластинчатого перлита меньшей твердостью и большей пластичностью.
Углерод изменяет технологические свойства стали: обрабатываемость резанием, давлением, свариваемость. Увеличение содержания углерода ведет к снижению обрабатываемости резанием. Лучшей обрабатываемостью резанием обладают стали с содержанием 0,3 - 0,4 % С.
С увеличением содержания углерода снижается технологическая пластичность – способность деформироваться в горячем и, особенно, в холодном состоянии. Для сложной холодной штамповки содержание углерода ограничивается 0,1 %.
Углерод затрудняет свариваемость сталей. Хорошей свариваемостью обладают низкоуглеродистые стали.
Изучение структуры и свойств легированных сталей
Легированными называют стали, в которые для изменения структуры и свойств, кроме углерода, вводят легирующие элементы. Основными легирующими элементами являются: хром, никель, вольфрам, кобальт, титан, ванадий, цирконий и другие, а также марганец и кремний при их повышенном, против обычного, содержании. В легированных сталях, также как и в конструкционных сталях, содержатся постоянные примеси: марганец, кремний, фосфор, сера и другие.
Легирование применяется в двух основных направлениях:
для повышения технологичности термической обработки конструкционных и инструментальных сталей (закаливаемость в масле, прокаливаемость и др.);
для получения сталей особого назначения, обладающих тем или иным комплексом специальных характеристик (коррозионной стойкостью, жаропрочностью, особыми магнитными свойствами и т.д.).
Влияние легирующих элементов на свойства стали
Преимущества легированных сталей, а также характерные для них специальные свойства проявляются только после соответствующей термической обработки. Поэтому из легированных сталей изготовляют детали, обязательно подвергаемые термической обработке. Улучшение механических свойств обусловлено влиянием легирующих элементов на свойства феррита, дисперсность карбидной фазы, устойчивость мартенсита при отпуске, прокаливаемость, размер зерна.
Для достижения высокой прокаливаемости сталь чаще легируют более дешевыми элементами - марганцем, хромом, бором, а также более дорогими и дефицитными - никелем и молибденом.
Хром (вводят в количестве до 2 %) растворяется в феррите и цементите, оказывая благоприятное влияние на механические свойства, что предопределило его широкое применение. Способствует получению высокой
и равномерной твердости, повышает жаропрочность, жаростойкость, коррозионную стойкость.
Никель (вводят в количестве от I % до 5 %) наиболее резко снижает порог хладноломкости и увеличивает сопротивление распространению трещины, увеличивая пластичность и вязкость. Кроме того, никель повышает электросопротивление.
Марганец (вводят в количестве до 1,5 %) заметно повышает предел текучести стали, однако делает сталь чувствительной к перегреву, содействует росту зерна. Содержание в стали хрома или марганца до 1 % практически не влияет на порог хладноломкости. Однако при больших их концентрациях порог хладноломкости повышается. Вместе с марганцем вводят карбидообразующие элементы для измельчения зерна.
Кремний (количество ограничивают 2 %) сильно повышает предел текучести, несколько затрудняет разупрочнение стали при отпуске; снижает вязкость и повышает порог хладноломкости при содержании свыше 1 %.
Вольфрам и молибден - дорогие и дефицитные карбидообразующие элементы, которые большей частью растворяются в феррите. Вольфрам (0,8-1,2 %) уменьшает величину зерна, повышает твердость и прочность, улучшает режущие свойства при повышенных температурах.
Молибден (0,2-0,4 %) действует также, как и вольфрам, повышает статическую, динамическую и усталостную прочность стали, а также повышает коррозионную стойкость.
Легирование стали в небольших количествах (от 0,05 до 0,15 %) ванадием, титаном, ниобием и цирконием, образующих труднорастворимые в аустените карбиды, измельчает зерно, что понижает порог хладноломкости.
Бор в микродозах (0,002-0,005 %) вводят для увеличения прокаливаемости. Так как он оказывает существенное влияние на свойства стали, то он записывается в маркировку стали (например, 20ХГР содержит 0,001-0,005 % бора).
По структуре в нормализованном состоянии стали подразделяются на классы - перлитный, мартенситный и аустенитный. Кроме того, могут быть стали аустенитно-мартенситного (переходного), мартенсито-ферритного класса и другие.
Перлитные стали после отжига содержат в структуре или только перлит или, кроме него, еще феррит (доэвтектоидные стали) или вторичные карбиды (заэвтектоидные стали). Стали перлитного класса содержат сравнительно небольшое количество легирующих элементов.
В перлитных низколегированных сталях после нормализации получается структура перлитного типа (перлит, сорбит, троостит) с возможными включениями феррита у доэвтектоидных и цементита у заэвтектоидных сталей. К перлитному классу относится большинство марок конструкционных (20Х, 30ХГСА, ШХ15 и др.) и инструментальных сталей (9ХС, ХВГ и др.).
При содержании легирующих элементов примерно 4-10 % С - образные кривые на диаграмме распада аустенита сдвигаются вправо настолько, что после нормализации структура стали получается преимущественно мартенситная. Поэтому такие среднелегированные стали относятся к мартенситному классу.
Сталями мартенситного класса являются некоторые конструкционные (18Х244ВА, 38ХНЗМФА и др.), хромистые нержавеющие (30X13, 20X13 и др.), жаропрочные (15Х11МФ, 40Х9С2) и другие стали.
Легированные стали перлитного класса в отличие от простых углеродистых выгодно отличаются тем, что для получения мартенситной структуры могут закаливаться в масле, тогда как углеродистые стали должны закаливаться в воде. Резкое охлаждение при закалке углеродистых сталей ведет к короблению деталей.
Самыми лучшими в этом отношении являются стали мартенситного класса. В них мартенсит образуется при закалке на воздухе. Коробление в этом случае наименьшее. Кроме того, с увеличением содержания легирующих элементов увеличивается прокаливаемость, что позволяет производить упрочнение путем закалки и отпуска изделий больших сечений.
У простых углеродистых сталей прокаливаемость очень низкая, так для стали У10 прокаливаемость составляет примерно 10 мм; у легированных сталей перлитного класса прокаливаемость умеренная, а у сталей мартенситного класса - большая.
Как указывалось выше, стали мартенситного и перлитного классов в равновесном состоянии могут быть доэвтектоидными, эвтектоидными и заэвтектоидными в зависимости от содержания углерода. Однако в связи с тем, что все легирующие элементы сдвигают влево точку S (указывающую содержание углерода в эвтектоиде) и точку E (указывающую максимальную растворимость углерода в аустените) диаграммы "Железо-углерод", эвтектоидная концентрация у легированных сталей всегда меньше, чем 0,8 %. Поэтому у отожженных доэвтектоидных легированных сталей, при равном с углеродистыми сталями содержании углерода, площадь, занятая перлитом на микрошлифе, оказывается всегда больше, чем у углеродистых.
Ледебуритные стали - это инструментальные стали с высоким содержанием углерода и карбидообразующих элементов (Cr, W, Mo и др.), например, Р9, Х12М. После литья структура таких сталей состоит из ледебурита, перлита и вторичных карбидов. При ковке крупные ледебуритные (первичные) карбиды раздробляются на более мелкие.
В отожженном после ковки состоянии структура стали состоит из сорбитообразного перлита, первичных (более крупных) и вторичных (более мелких) карбидов, общее количество которых может достигать 30-35 %. Поэтому стали иногда называют карбидными.
В нормализованном состоянии многие ледебуритные стали являются сталями мартенситного класса или сталями перлитного класса. Однако на практике классификация по структуре в нормализованном состоянии для ледебуритных сталей используется редко.
Взаимодействие легирующих элементов с углеродом и железом
Структура высоколегированных сталей зависит от типа легирующих элементов, их количественного соотношения между собой и содержания углерода в стали.
Легирующие элементы по взаимодействию с углеродом разделяются на некарбидообразующие Ni, Со, Si, В, Al и другие, карбидообразующие Mn, Cr, Mo, W, V, Nb, Zr, Ti (элементы перечислены в порядке возрастания их карбидообразующей способности). Карбидообразующие элементы могут растворяться в цементите или образовывать собственные более стойкие и твердые карбиды, чем цементит.
Рассмотрим характер взаимодействия легирующих элементов с железом. Существуют два взаимно различных типа такого взаимодействия.
Равновесные температуры A3 и A4 для чистого железа равны соответственно 911 °С и 1392 °С. В интервале указанных температур устойчивая модификация Feγ с ГЦК решеткой. Никель, марганец, кобальт и другие понижают температуру A3 и повышают температуру A4. В сплавах железа с этими элементами γ - область "открывается", т.е. в определенном интервале температур существует неограниченная растворимость компонентов в твердом состоянии - твердые растворы с ГЦК решеткой. При этом температура A3 при определенной концентрации добавки понижается ниже нуля.
В сплавах с концентрацией добавки, равной или превышающей концентрацию, соответствующую точке М, ГЦК решетка устойчива при температуре 20-25 °С (рисунок 5а). Такие сплавы называют аустенитными сталями. Таким образом, аустенитом называют не только твердый раствор углерода в Feγ, но и любые твердые растворы на основе Feγ.
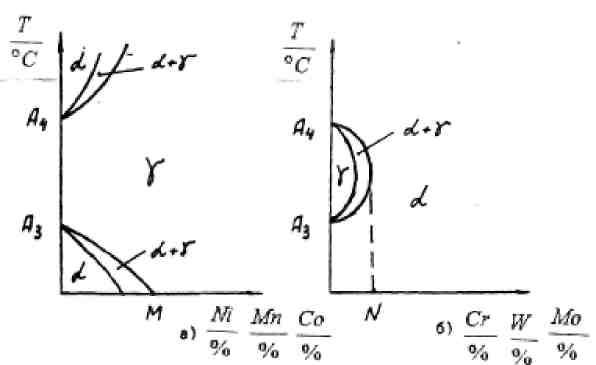
Рисунок 5 - Схемы диаграмм "железо - легирующий элемент"
Если сталь легировать элементами, расширяющими область существования аустенита (аустенизаторами), Ni, Mn, Со др., то при определенном их содержании можно получить аустенитную структуру для всех температур твердого состояния выше 20 ºС.
Cr, Мо, W, V, Ti, Si и другие элементы повышают температуру A3 и понижают температуру A4. В этом случае температурный интервал устойчивости аустенита уменьшается и соответственно расширяется температурный интервал устойчивости Feα. Все перечисленные элементы образуют с железом диаграмму с "замкнутой" γ - областью (рисунок 10.1 б).
Концентрация, соответствующая точке N, для большинства элементов невелика (до 1,5 %), лишь для хрома аустенитная область простирается до 12 %. Из перечисленных элементов, дающих "замкнутую" область, только Cr и V не образуют с железом промежуточных фаз. Наблюдается неограниченная растворимость хрома и ванадия в железе с ОЦК решеткой.
Остальные легирующие элементы, замыкающие область, образуют с железом промежуточные фазы; поэтому при определенных концентрациях добавки на диаграммах появляется линия, ограничивающая растворимость, правее которой расположены двухфазные области.
Однофазные сплавы с ОЦК решеткой, устойчивой при всех температурах, вплоть до солидуса, называют ферритными сталями. Таким образом, ферритом называют не только твердый раствор углерода в Feα, но и любые твердые растворы на основе Feα, При достаточно большом легировании малоуглеродистой стали хромом, молибденом, вольфрамом, ванадием и другими (ферризаторами), она во всем диапазоне температур твердого состояния будет иметь структуру феррита и относится к ферритному классу.
Высоколегированные стали одними только аустенизаторами обычно не легируют. Как правило, в них содержится то или иное количество компонентов ферризаторов, прежде всего хрома. При определенном их сочетании сталь будет аустенитно-ферритного класса, аустенитно-мартенситного и мартенситно-ферритного классов.
Характеристика основных структурных классов сталей
Стали ферритного, аустенитного, аустенитно-ферритного, аустенитно-мартенситного и мартенситно-ферритного классов относятся в большинстве своем к коррозионно-стойким и жаропрочным и содержат не менее 12 % хрома.
При низком содержании углерода и большом количестве легирующего элемента, ограничивающего область существования аустенита (Cr, W, Мо, V и др.), образуется сталь, относящаяся к ферритному классу. Сталями ферритного класса являются хромистые нержавеющие стали 08X13, 15Х25Т и другие. Они не имеют фазовых превращений в твердом состоянии и поэтому не упрочняются термической обработкой.
При увеличении содержания углерода или аустенизаторов в хромистых нержавеющих сталях (12X13, 20X13 и др.) при нагреве часть феррита превращается в аустенит, который при быстром охлаждении переходит в мартенсит. Такие стали являются мартенситно-ферритными и, следовательно, могут упрочняться термической обработкой.
Аустенитные стали обычно легированы хромом и никелем (или марганцем). Самую большую группу высоколегированных сталей составляют хромоникелевые и хромоникельмарганцевые стали. В равновесном состоянии они имеют легированный аустенит, а также некоторое количество карбидов и интерметаллидов. При закалке с 1000-1100°С в них получается чисто аустенитная структура, так как вторые фазы (карбиды, интерметаллиды) растворяются при нагреве под закалку. При этом получаются наибольшая коррозионная стойкость и высокая пластичность, а упрочнения не происходит. Последнее резко отличает аустенитные стали от низко- и среднелегированных.
Однако, если в результате закалки аустенит достаточно пересыщен углеродом и другими легирующими элементами, то старение при 650-700 °С может вызвать упрочнение за счёт выделения вторых фаз в мелкодисперсном виде. Таким образом, аустенитные стали могут быть гомогенными, неупрочняемыми термической обработкой (12Х18Н9 и др.) и дисперсионно-твердующими, упрочняемыми закалкой и старением (например, 40Х14Н14В2М).
Микроструктура аустенита у нержавеющих и жаропрочных сталей весьма характерна. В светлых довольно крупных и резко очерченных зернах (полиэдрах) наблюдаются линии двойникования, не выходящие за пределы зерна, и двойниковые области, ограниченные двумя параллельными линиями.
Стали переходного аустенитно-мартенситного класса (09Х15Н9Т и др.) при высоких температурах являются полностью аустенитными и при охлаждении до 20 °С сохраняют это состояние, которое является неустойчивым. Это достигается подбором химического состава и, главным образом, путем снижения содержания никеля, по сравнению со сталями аустенитного класса. Неустойчивый после закалки аустенит при обработке холодом частично (до 50-70 %) превращается в мартенсит, сообщая тем самым стали более высокие прочностные свойства. Дополнительное упрочнение стали происходит при старении при 350-500 °С. Эти стали, как и аустенитные, обладая высокими технологическими свойствами, имеют более высокие прочностные свойства. Они используются как нержавеющие для работы при обычных и высоких температурах (до 500-550 °С).
Нержавеющие стали аустенитно-ферритного класса (12Х22Н5Т и др.), в связи с более высоким содержанием хрома и пониженным содержанием никеля имеют двухфазную структуру при всех температурах твердого состояния. Количественное соотношение аустенита и феррита в них зависит не только от химического состава, но и температуры нагрева под термическую обработку и может меняться в широких пределах. Стабильность механических свойств этих двухфазных сплавов достигается только при относительно небольших колебаниях химического состава.
Структура, свойства и назначение порошковых сталей
Основные сведения
Порошковая металлургия – это область техники, охватывающая совокупность методов изготовления металлических порошков и металлоподобных соединений, полуфабрикатов и изделий из них или их смесей с неметаллическими порошками без расплавления основного компонента.
Быстрое развитие порошковой металлургии создало предпосылки для разработки широкого класса сплавов, которые используются как заменители традиционных литых и кованых сталей и сплавов, так и в качестве материалов со свойствами, которые не могут быть получены при использовании других технологических процессов.
Преимущества порошковой металлургии по сравнению с другими методами изготовления деталей машин и приборов состоят в следующем:
получение изделий, которые невозможно изготовить никакими другими методами (фильтры, пористые подшипники, контакты из псевдосплавов на основе тугоплавких металлов и др.);
большая экономия металлов, так как можно использовать для получения порошков отходы (например, стружку, окалину) и получать изделия без дальнейшей механической обработки (втулки, шестерни, кулачки и др.), что приводит к значительному снижению себестоимости материалов и готовой продукции.
наряду с преимуществами порошковая металлургия имеет ряд недостатков: дорогостоящая оснастка (экономически выгодна при серийном и крупносерийном производстве), нестабильность свойств, трудности изготовления крупногабаритных и сложных по форме изделий.
Основными технологическими операциями изготовления порошковых изделий являются:
приготовление порошковой шихты заданного химического и гранулометрического составов;
формование (прессование) заготовок;
спекание спрессованных заготовок с целью придания им необходимой прочности и физико-механических свойств;
дополнительная обработка в зависимости от назначения изделий и предъявляемых к ним требований (механическая, термическая и др.).
Порошки металлов и неметаллов являются основными исходными материалами для изготовления порошковых изделий. Промышленностью выпускаются металлические порошки: железный, медный, никелевый, хромовый, кобальтовый, вольфрамовый, молибденовый, титановый и другие. Существуют различные методы получения металлических порошков: механическим размельчением (размолом), распылением металлов, восстановлением окалины или чистых окислов, карбонильный, электролизный и другие. В зависимости от химической природы металла и способа получения частицы порошка могут иметь различную форму: сферическую, каплеобразную, губчатую, тарельчатую и другие.
Прессование
Прессование (формование) металлических порошков и их смесей – операция, при которой из сыпучего порошка получаются относительно прочные полуфабрикаты или заготовки, имеющие форму и размеры готовых изделий с учётом изменения размеров при спекании, а также припусков, связанных с какой-либо необходимой обработкой.
Среди методов формования порошковых полуфабрикатов и заготовок – однократное, многократное, горячее, динамическое, гидростатическое, взрывное и др.) – наибольшее распространение получил метод холодного прессования в закрытых пресс-формах. Этот метод является наиболее простым и легко поддаётся автоматизации.
Состоит он в засыпке шихты в пресс-форму, прессовании, непродолжительной выдержке под давлением и выталкивании прессовок из пресс-формы. Для получения достаточно прочных заготовок при холодном прессовании применяются значительные давления, которые в зависимости от заданной пористости и свойств порошковой шихты могут колебаться от 600 МПа до 1000 МПа.
Заготовки, полученные после прессования, как правило, имеют пористость 15-25 %, обладают низкими механическими свойствами. Высота прессовки обычно бывает в 3-5 раз меньше по сравнению с высотой засыпанного в матрицу порошка, что приводит к деформационной анизотропии свойств прессовок (механических, формы и размера пор, проницаемости).
Прессование в закрытых пресс-формах может быть односторонним и двусторонним. Одностороннее применяется при изготовлении изделий простой формы, у которых отношение длины или высоты к диаметру или толщине не превышает трёх.
Спекание
Холодное прессование не обеспечивает механической прочности прессовок. Для повышения механических свойств и придания порошковым заготовкам необходимых физико-механических свойств заготовки подвергают спеканию. Спекание производят при температуре 0,7 - 0,9 от абсолютной температуры плавления металла основного компонента в многокомпонентной порошковой смеси. Спекание любой системы состоит из нагрева изделий до заданной температуры, изотермической выдержки при этой температуре и охлаждении до комнатной температуры. Одним из характерных проявлений процесса спекания является уменьшение размеров – «усадка» изделия.
Спекание порошковых заготовок производится в восстановительных или нейтральных атмосферах (вакууме, водороде, конвертированном газе и др.). Длительность выдержки при температуре спекания в зависимости от состава шихты может быть до нескольких часов.
В процессе спекания за счёт качественного и количественного изменения контактов, связанных с большой подвижностью атомов при повышенных температурах, увеличивается поверхность сцепления частиц, повышается плотность и прочность изделий, достигаются необходимые физико-химические свойства. В результате спекания предел прочности при растяжении железографита увеличивается от 100 МПа до 300 МПа в зависимости от материала, режимов, пористости), твёрдость увеличивается от 60 НВ до 100 НВ (таблица 2).
Таблица 2 - Физико-механические свойства порошковых конструкционных материалов общего назначения без термической обработки
Марка материала |
Предел прочности при растяжении δВ , МПа |
Относительное удлинение после разрыва, δ, %, не менее |
Ударная вязкость, КСV, кДж/м2, не менее |
Твёрдость НВ |
СП10-1 |
100 |
6 |
200 |
50-70 |
СП10-2 |
120 |
8 |
350 |
70-80 |
СП10-3 |
150 |
12 |
500 |
80-90 |
СП10-4 |
250 |
18 |
700 |
90-130 |
СП30-1 |
120 |
6 |
200 |
50-70 |
СП30-2 |
160 |
8 |
350 |
70-80 |
СП30-3 |
200 |
12 |
500 |
80-90 |
СП30-4 |
250 |
18 |
700 |
90-130 |
СП70-1 |
120 |
5 |
150 |
50-70 |
СП70-2 |
200 |
8 |
300 |
70-90 |
СП70-3 |
280 |
10 |
400 |
90-110 |
СП70-4 |
350 |
15 |
600 |
110-150 |
СП30Д3-2 |
220 |
4 |
300 |
70-90 |
СП30Д3-3 |
280 |
6 |
400 |
90-100 |
СП30Д3-4 |
360 |
10 |
600 |
100-140 |
СП70Д3-2 |
260 |
3 |
200 |
80-100 |
СП70Д3-3 |
360 |
5 |
300 |
100-120 |
СП70Д3-4 |
450 |
8 |
450 |
120-160 |
СП30Д3П-2 |
300 |
3 |
200 |
90-110 |
СП30Д3П-3 |
360 |
4 |
300 |
110-130 |
СП30Д3П-4 |
450 |
6 |
400 |
130-180 |
Микроструктура порошковых сталей
Свойства порошковых сталей зависят от их макро- и микроструктуры. Структурными составляющими порошковых материалов являются металлические фазы, образующие основу материала и неметаллические включения (например, графит, оксиды, карбиды, нитриды и др.). Металлическая основа порошковых сталей, как и литых сталей – ферритная, феррито-перлитная или перлитно-цементитная, согласно диаграмме Fe – Fe3C.
Пористость может рассматриваться как совокупность сообщающихся протяжённых пор – каналов, которые могут быть тупиковыми, изолированными, а также выходить на поверхность и сообщаться между собой. Для определения формы пор и их распределения приготовляют шлифы по различным направлениям по отношению направления прессования и изучают пористость на непротравленных или слегка протравленных шлифах.
При травлении железографитовых сплавов 4 %-ным раствором азотной кислоты в спирте выявляются цементитные и ферритные составляющие. Перлит окрашивается в коричневый цвет, феррит остаётся светлым. Для выявления цементита проводят травление пикратом натрия. При травлении образец часто просто погружают в травитель, однако, если материал пористый, травитель проникает в поры и трудно из них вымывается, что приводит к коррозии шлифа. Для материалов с более 20 % пор целесообразно применять метод втирания. Распределение пористости и включений рекомендуется исследовать при 150–200-кратном увеличении. При исследовании пористых материалов на микрошлифах трудно отличить поры от включений графита. В этом случае следует обращать внимание на разность очертания границ. Границы пор очерчены более чётко, в то время как включения графита не имеют резких очертаний. Поры легко отличить от включений графита при изменении фокусировки микроскопа, так как при приближении к окуляру выявляется дно поры.
Из анализа микроструктур (рисунки 6, 7) следует, что если до спекания образец представляет собой конгломерат поверхностно-деформированных частиц, разделённых между собой межчастичными границами и порами различной формы (рисунок 6), то после спекания частицы приобретают более равновесную форму, межчастичные границы утончаются, а их сплошность нарушается, что приводит к возникновению качественно новых контактных участков с характерными металлическими свойствами (рисунок 7).
Порошковые стали характеризуются значительной химической и структурной неоднородностью. Это определяется тем, что спекание выполняется при температурах ниже температуры плавления; скорости диффузии элементов, входящих в состав сплава, не обеспечивают полного растворения (рисунок 8).
На нетравленых шлифах хорошо различимы некоторые металлические включения, например, меди (рисунок 9). Залегания видны в виде розово-жёлтых включений, расположенных на стыках частиц, прилегающих к порам. После травления крупные включения графита хорошо заметны.
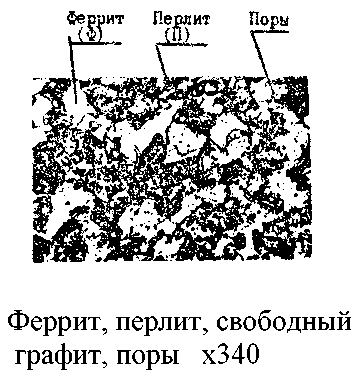
Рисунок 6- Микроструктура спрессованного
образца из шихты СП50
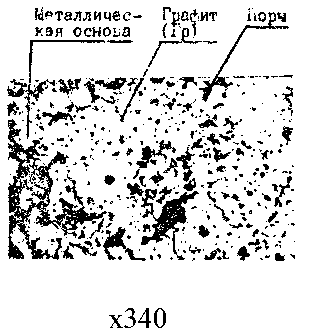
Рисунок 7 - Микроструктура спеченной стали СП50-1

Рисунок 8 – Микроструктура спеченной стали СП100-2
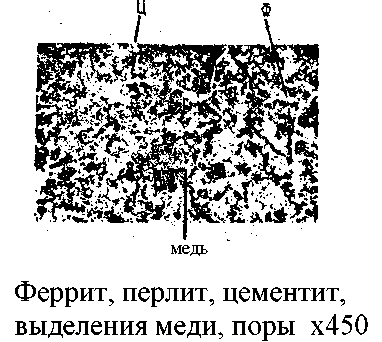
Рисунок 9 - Микроструктура спечённой стали СП150Д2-1
Порошковые стали из-за наличия пор имеют повышенную склонность к коррозии по сравнению с литыми сталями. Снижение коррозии порошковых сталей достигается проведением термической обработки по предложенной нами технологии, а также за счёт введения операций пассивации и маслопропитки после термической обработки.
Проведённые коррозионные испытания показали, что скорость коррозии порошковых изделий различной пористости при относительной влажности воздуха 90 % практически равна скорости коррозии аналогичных порошковых материалов после спекания. Установлено, что и после длительного хранения коррозионная стойкость термообработанных в соляных расплавах порошковых материалов сравнима с коррозией аналогичных материалов после спекания.
Сравнительные исследования различных защитных сред при термической обработке порошковых сталей позволяют сделать заключение, что при нагреве порошковых сталей в соляных ваннах свойства их выше и стабильнее, чем при применении газовых защитных атмосфер.
Кроме того, время термической обработки с использованием соляных ванн в 4-6 раз меньше и операция выполнения термической обработки легко поддаётся автоматизации.
Твёрдые сплавы
Основные сведения
Порошковые твердые сплавы впервые появились в 1923-1925 годах (изготовитель - германская фирма "Осрам"), что позволило увеличить скорости резания в 5-10 раз. При эксплуатации инструмента выяснилось, что дорогостоящий вольфрам, используемый при изготовлении твердых сплавов, даёт гораздо больший эффект, чем, например, в составе быстрорежущей стали. Так, инструментом с одной и той же массой вольфрама, в случае применения твердосплавного инструмента можно обработать в 6 раз больше металла, чем инструментом из быстрорежущей стали.
В нашей стране промышленное производство твердых сплавов было начато на Московском электрозаводе в 1929 году выпуском вольфрамокобальтового твердого сплава марки ВК10 ("Победит").
Большая часть имеющихся твердых сплавов предназначена для обработки резанием различных материалов, в том числе чугунов, нержавеющих, жаропрочных и специальных сталей и сплавов. Важной областью применения твердых сплавов является их использование для волочения и калибрования проволоки, прутков, труб и т.д. Штамповый твердосплавный инструмент высокой прочности и износостойкости применяют для работы в условиях ударных нагрузок и для высокопроизводительного горного инструмента.
Микроструктура твердых сплавов
Для исследования микроструктуры твердых сплавов необходимо приготовить микрошлифы. Шлифовку образцов проводят на алмазных кругах зернистостью 100 мкм и 40 мкм, полируют на алмазном круге зернистостью 3 мкм, затем проводят травление. Поскольку механическая полировка твердых сплавов процесс весьма трудоемкий и длительный применяют электролитическое полирование и травление (таблица 3). Электролитом является смесь ортофосфорной и серной кислот в соотношении 6:1.
Таблица 3 - Режимы электролитического полирования и травления твердых сплавов
Сплав |
Напряжение на ванне, В |
Плотность тока, А/см2 |
Время, мин |
|
|
Электрополирование |
|
||
ВК |
20 |
0,5 – 1,8 |
5 |
|
ТК |
30 |
0,1 – 1,5 |
1 - 2 |
|
|
Электролитическое травление |
|
||
ВК |
20 |
0,5 |
5 |
|
ТК |
10 |
1 – 1,2 |
1 - 2 |
|
Толщину кобальтовых прослоек и характер распределения кобальтовой фазы определяют на нетравленом шлифе или после его травления в перекиси водорода.
Микроструктура вольфрамовых сплавов двухфазная: светлые угловатые и шпалообразные кристаллы WC и протравленные темные участки твердого раствора WC в кобальте (рисунок 10).
Рисунок 10- Микроструктура твердого сплава BК8
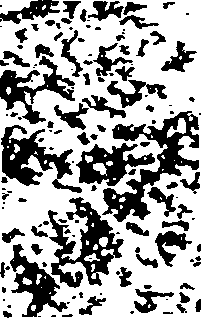
Рисунок 11 – Микроструктура твердого сплава Т15К6
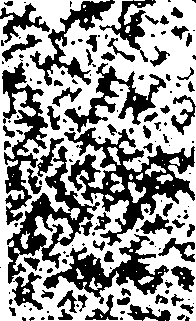
Рисунок 12 - Микроструктура твёрдого сплава КНТ-16
Светлые зерна очень твердые, в режущем инструменте они служат элементарными режущими частицами. Твердый раствор WC в кобальте - менее твердый, но более вязкий, служит связкой (цементом).
Микроструктура титановольфрамовых сплавов Т5К10, Т15К6, Т14К8, Т5К12 - трёхфазная: WC, (Ti, W)C и кобальтовая фаза:
светлые зерна карбида вольфрама WC;
темная фаза располагается вокруг светлых зерен WC, состоит из кобальта, в котором растворено некоторое количество карбидов вольфрама и карбидов титана;
серая титановая фаза твердого раствора карбида вольфрама в карбиде титана (в карбиде титана может раствориться до 7 % карбида вольфрама), (рисунок 11). Сплав Т30К4 - двухфазный.
Структура сплавов ТТК идентична структуре сплавов группы ТК с той лишь разницей, что в состав сложного карбида входит также карбид тантала. Зёрна тройного карбида также имеют округлую форму, а цементирующая кобальтовая фаза представляет собой твердый раствор карбидов в кобальте.
Микроструктура сплава КНТ-16 приведена на рисунке 12.
Контрольные вопросы:
С какой целью производится легирование стали?
В каких количествах содержатся легирующие элементы в низколегированных, легированных и высоколегированных сталях?
Каково влияние легирующих элементов на свойства стали?
Как влияет большинство легирующих элементов на температуру перлитного превращения и содержание углерода в перлите?
В виде каких основных фаз находятся легирующие элементы в стали?
Основные преимущества легированной стали перед углеродистой?
Какие важнейшие факторы обусловливают изменение структуры и свойств легированных сталей?
Как маркируются легированные стали?
По каким основным признакам классифицируются легированные стали?
Что такое теплостойкость? Влияние легирования на указанную характеристику.
Особенности термической обработки легированной стали.
Место и значение термической обработки легированных сталей.
Чем объясняется высокая прокаливаемость легированных сталей и их способность закаливаться при охлаждении в масле?
В каком состоянии рационально использовать легированные стали?
Что такое порошковая металлургия?
Преимущества и недостатки метода порошковой металлургии.
Технологическая схема получения изделий методом порошковой металлургии.
Сущность процесса формообразования.
Методы формования заготовок.
Назначение процесса спекания. При каких температурах и в каких защитных средах ведётся спекание? Внешние признаки спекания.
Какова структура порошковых сталей?
Маркировка порошковых сталей.
Классификация и области применения порошковых материалов.
Как подразделяются твердые сплавы?
Характерные особенности твердых сплавов.
Состав сплавов ВК8, Т15К6, КНТ-16.
От чего зависят прочность и твердость твердых сплавов?
Какие твердые сплавы используют для чернового точения чугуна?
Какие твердые сплавы используют для точения стали?
Что такое релит и где он применяется?
Порядок выполнения работы
Содержание отчёта
Цель работы.
Краткие сведения о свойствах и применении твердых сплавов.
Схема микроструктуры сплава с указанием фаз.
Изучить микроструктуры образцов легированных сталей в отожженном и термообработанном состояниях.
Каждую исследованную микроструктуру схематически зарисовать.
Основные преимущества легированных сталей и цели легирования.
Схемы микроструктур сталей с указанием марок сталей, структурного класса, назначения.
Составить отчет о работе.
Выводы.
Лабораторная работа № 5 Изучение микроструктуры и свойств чугунов
Цель работы – изучить микроструктуру и свойства чугунов
Задач:
Изучить микроструктуру чугунов.
Изучить свойства чугунов.
Белые чугуны
Чугуном называется сплав железа с углеродом, содержание которого от 2,14 % до 6,67 %. Чугуны, присутствующие на диаграмме Fe-Fe3C, называют белыми. Такое название они получили в виду излома, имеющего матово - белый цвет. Весь углерод, содержащийся в белых чугунах, находится в химически связанном состоянии в виде цементита Fe3C.
В зависимости от содержания углерода белые чугуны подразделяют на доэвтектические (2,14 % < С < 4,3 %), эвтектические (С = 4,3 %) и заэвтектические ( С > 4,3 % ) (рисунки 2).
Микроструктура доэвтектического белого чугуна состоит из перлита, цементита вторичного и ледебурита (рисунок 1).
Структура эвтектического белого чугуна состоит целиком из ледебурита и представляет собой эвтектическую смесь перлита и цементита (рисунок 1).
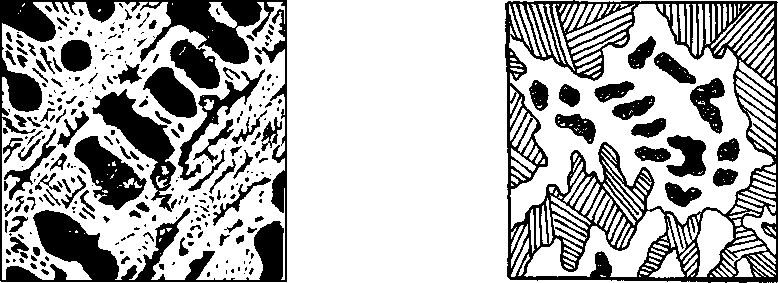
а) б)
а - микроструктура доэвтектического чугуна: перлит (более крупные зерна), цементит вторичный (светлые участки, сливающиеся с цементитом), ледебурит; б - схема микроструктуры
Рисунок 1 - Доэвтектический белый чугун
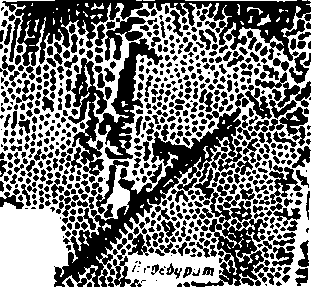
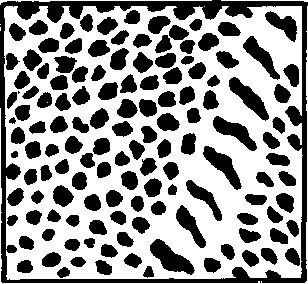
а) б)
а - микроструктура эвтектического чугуна: цементит первичный (крупные светлые иглы) и ледебурит (участки с точечными темными вкраплениями); б - схема микроструктуры
Рисунок 2 – Микроструктура эвтектического белого чугуна
Микроструктура заэвтектического белого чугуна состоит из цементита первичного и ледебурита (рисунок 3). Чем больше в структуре белого чугуна цементита, тем выше его твердость и хрупкость, тем труднее он обрабатывается резанием. Он используется главным образом для производства деталей, от которых требуется высокая твердость и износоустойчивость (шары размолочных мельниц, валки прокатных станов, лемехи плугов и другие детали, работающие в условиях износа).
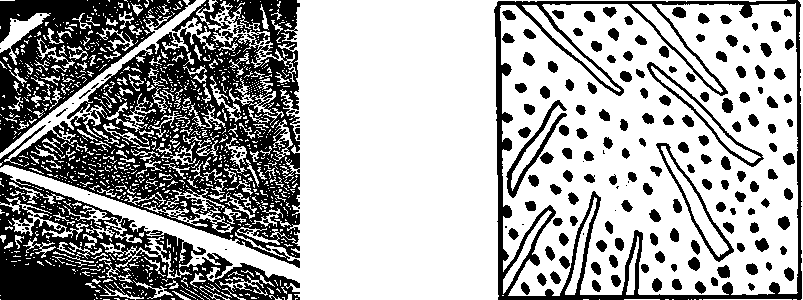
а) б)
а - микроструктура заэвтектического чугуна: цементит первичный (крупные светлые иглы) и ледебурит (участки с точечными темными вкраплениями); б - схема микроструктуры
Рисунок 3 – Микроструктура заэвтектического белого чугуна
Чугуны со структурно свободным углеродом
Помимо белых чугунов, в которых весь углерод находится в химически связанном состоянии, существуют чугуны со структурно свободным углеродом, выделяющимися в виде графита различной формы. Графит обеспечивает пониженную твердость, хорошую обрабатываемость резанием, а также высокие антифрикционные свойства вследствие низкого коэффициента трения. Вместе с тем, включения графита снижают прочность и пластичность, так как нарушают сплошность металлической основы сплава. Серые, высокопрочные и ковкие чугуны различаются условием образования графитовых включений и их формой, что отражается на металлических свойствах отливок.
По форме графита различают серые чугуны с графитовыми частицами в виде пластинок, ковкие чугуны с графитом хлопьевидной формы и высокопрочные чугуны с шаровидными графитом.
В микроструктуре чугунов следует различать металлическую основу и включения графита в ней. Свойства чугунов определяются как структурой металлической основы, так и количеством, и формой графитных включений.
При одинаковой металлической основе наиболее высокими механическими свойствами обладают высокопрочные чугуны, наиболее низкими – серые. Ковкие чугуны занимают промежуточное положение. Это объясняется тем, что пустоты, в которых находятся графитовые частицы, играют роль концентраторов напряжений. Пустоты шаровидной формы (высокопрочный чугун) концентрируют напряжения в меньшей степени, чем пустоты пластинчатой формы. Механические свойства чугунов приведены в таблице 1.
Таблица 1 – Механические свойства чугунов
Марка чугуна |
σв, МПа |
σ0,2, МПа |
δ, % |
НВ |
Структура металлической основы |
Серые чугуны (ГОСТ 1412-85) |
|||||
СЧ10 |
100 |
- |
- |
1900 |
Ф |
СЧ15 |
150 |
- |
- |
163-210 |
Ф |
СЧ 25 |
250 |
- |
- |
180-245 |
Ф+П |
СЧ 35 |
350 |
- |
- |
220-275 |
Ф |
Высокопрочные чугуны (ГОСТ 7293-85) |
|||||
ВЧ 35 |
350 |
220 |
22 |
140-170 |
Ф |
ВЧ 45 |
450 |
310 |
10 |
140-225 |
Ф+П |
ВЧ 60 |
600 |
370 |
3 |
192-227 |
Ф+П |
ВЧ 80 |
800 |
490 |
2 |
248-351 |
П |
ВЧ 100 |
1000 |
700 |
2 |
270-360 |
Б |
Ковкие чугуны (ГОСТ 1215-79) |
|||||
КЧ 30-6 |
300 |
- |
6 |
100-163 |
Ф + до 10 % П |
КЧ 35-8 |
350 |
- |
8 |
100-163 |
|
КЧ 37-12 |
370 |
- |
12 |
110-163 |
|
КЧ 45-7 |
450 |
- |
7 |
150-207 |
|
КЧ 60-3 |
600 |
- |
3 |
200-269 |
П + до 10 % Ф |
КЧ 80-1,5 |
800 |
- |
1,5 |
270-320 |
|
Структурный состав и свойства чугунов зависят, главным образом, от условий получения отливки (температуры жидкого металла, введения модификаторов и особенно от условий охлаждения при литье).
Серый чугун получил такое название из-за серого цвета излома. Серый цвет излому придает графит, содержащийся в чугуне в свободном состоянии в виде пластинок. Серые чугуны, как и белые, получают непосредственно при отливке.
В зависимости от количества графитизатора (кремния), вводимого в расплав, можно получать три вида серых чугунов, различающихся по структуре: ферритный, перлитный, ферритно-перлитный (рисунок 4).
Ферритные серые чугуны (рисунок 4а) (марки СЧ10, СЧ15; σв=150 МПа) используются для слабо- и средненагруженных деталей: крышки, фланцы, маховики, суппорты, тормозные барабаны, диски сцепления и т.д.
Ферритно-перлитные серые чугуны (рисунок 4б) (марки СЧ20, СЧ25; σв=250 МПа) применяются для деталей, работающих при повышенных статических и динамических нагрузках: картеры двигателя, поршни цилиндров, барабаны сцепления, станины станков и другие отливки разного назначения.
Перлитные серые чугуны (рисунок 4в) (марки СЧ40, СЧ45) применяют для отливки станин мощных станков и механизмов. Часто используют перлитные серые модифицированные чугуны. Такие чугуны получают при добавлении в жидкий чугун перед разливкой специальных добавок – ферросилиция (0,3-0,6 % от массы шихты) или силикокальция (0,3-0,5 % от массы). Обладают более высокими механическими свойствами из-за измельчения формы графитных включений (σв=400-450 МПа). Эти марки чугунов применяются для корпусов насосов, компрессоров и гидроприводов.
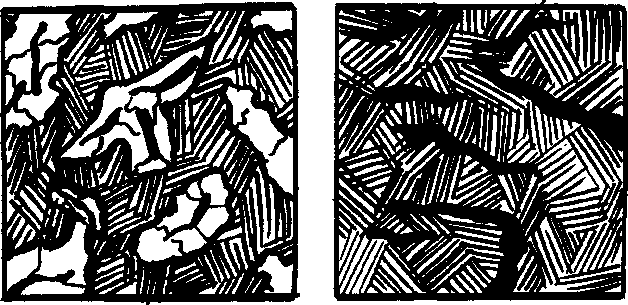
а) б)
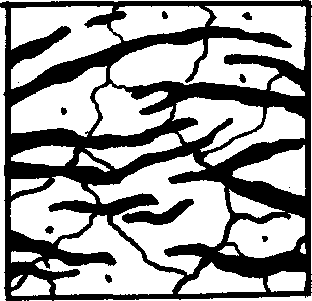
в)
а – ферритный; б - ферритно-перлитный; в – перлитный
Рисунок 4 - Схемы микроструктур серых чугунов
Высокопрочные чугуны получают модифицированием расплава серого чугуна обычно магнием и ферросилицием для получения мелких включений графита шаровидной формы. По структуре высокопрочный чугун может быть ферритным, ферритно-перлитным или перлитным (рисунок 5).
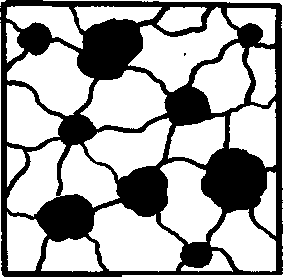
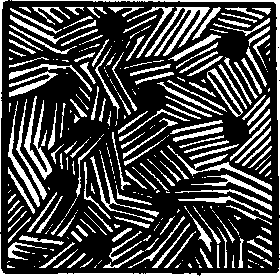
а) б)
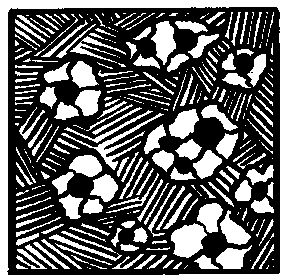
в)
а – ферритный; б - ферритно-перлитный; в – перлитный
Рисунок 5 - Схемы микроструктур высокопрочных чугунов
Механические свойства высокопрочного чугуна позволяют применять его для изготовления деталей машин, работающих в тяжелых условиях, вместо поковок или отливок из стали. Из высокопрочного чугуна изготовляют оборудование прокатных станов, кузнечно-прессового оборудования, корпуса паровых турбин, детали тракторов, автомобилей (коленчатые валы, поршни) и другие детали, работающие при циклических нагрузках и в условиях сильного износа.
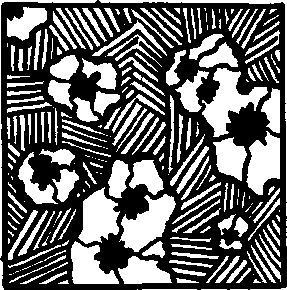
а)

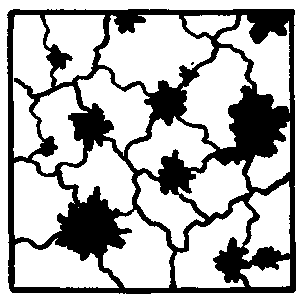
б) в)
а – ферритный; б - ферритно-перлитный; в – перлитный
Рисунок 6 - Схемы микроструктур ковких чугунов
Ковкий чугун – условное название вязкого и мягкого чугуна (не куется, но достаточно пластичен). Ковкий чугун получают длительным отжигом доэвтектического белого чугуна. При этом цементит белого чугуна распадается с образованием графита хлопьевидной формы. Металлическая основа в ковких чугунах такая же, как и в литейных серых (рисунок 6).
Перлитные ковкие чугуны (КЧ 45-7; КЧ 50-5; КЧ 60-3) более прочные, ферритные – более пластичные. Ковкий чугун широко применяют в автомобильном, сельскохозяйственном, текстильном машиностроении, в судо-, котло-, вагоно- и дизелестроении. Ковкий чугун идет на изготовление деталей высокой прочности, которые подвержены сильному истиранию и ударным знакопеременным нагрузкам.
Серые и высокопрочные чугуны маркируют буквами СЧ и ВЧ соответственно, а также двумя цифрами, обозначающими предел прочности сплава при растяжении, уменьшенный в 10 раз (в МПа). Например, СЧ 35, ВЧ 80. Ковкие чугуны маркируют буквами КЧ и двумя группами цифр, первая из которых указывает значение уменьшенного в 10 раз предела прочности при растяжении (в МПа), а вторая – значение относительного удлинения (в %), например, КЧ 37-12.
Контрольные вопросы
Какие железоуглеродистые сплавы относятся к техническому железу, сталям и чугунам?
Каковы фазовые и структурные составляющие системы Fe3-C? Характеристика структурных составляющих.
Какая из структур железоуглеродистых сплавов является механической смесью феррита и цементита?
Что такое ледебурит?
Как классифицируют по структуре стали и чугуны?
Какие существуют виды чугунов? В какой форме присутствует в них углерод?
Как влияет на свойства серого чугуна форма графитовых включений и структура металлической матрицы?
Как получают ковкий и высокопрочный чугун?
Как различаются по свойствам серый, ковкий и высокопрочный чугуны?
Порядок выполнения работы
Содержание отчёта
Цель работы.
Краткие сведения о свойствах и применении чугунов.
Схема микроструктуры.
Изучить микроструктуры образцов чугунов.
Каждую исследованную микроструктуру схематически зарисовать или сфотографировать.
Выводы.
Лабораторная работа № 6 Изучение микроструктуры меди и сплавов на её основе
Цель работы - Ознакомиться со свойствами, составом, классификацией, маркировкой и областями применения меди и ее сплавов.
Ознакомиться с диаграммой состояния Cu-Zn.
Изучить микроструктуру сплавов меди.
Общие сведения
Все металлы, за исключением железа и его сплавов, называются цветными. В промышленности чаще всего используются: медь, алюминий, магний, титан, олово, свинец, никель, кобальт, вольфрам и др. Все они дороги и дефицитны, по возможности их заменяют сталями и чугунами, однако в ряде случаев они незаменимы.
Рассмотрим один из важнейших цветных металлов - медь, сплавы меди, их свойства и применение.
Медь
Свойства меди
Чистая медь - металл красноватого цвета. Температура плавления 1083°С, плотность γ = 8960 кг/м3, имеет кристаллическую ГЦК решетку с периодом а = 0,316 Н·м.
Медь имеет ряд ценных свойств: высокую электрическую проводимость (удельное электросопротивление меди при 20 °С равно 1,72·106 Ом·см); высокую теплопроводность (386,7 Вт/(м·град.); высокую пластичность (δ = 40-50 %); высокую сопротивляемость коррозии.
Медь легко обрабатывается давлением, но плохо резанием, в частности, шлифованием, имеет невысокие литейные свойства из-за большой усадки. Медь плохо сваривается, легко подвергается пайке. В зависимости от чистоты, различают следующие марки меди: М00(99,99 % Cu); МО (99, 95 % Cu); М1(99,9 % Cu); М2(99,7 % Cu); М3(99,5 % Cu); М4(99,0 % Cu).
Вредными примесями являются Bi, O, S, РЬ и др. Примеси и наклёп резко снижают электропроводность меди.
Примеси в меди свинца и висмута образуют легкоплавкие эвтектики, затрудняют горячую обработку, вызывают красноломкость. Содержание в сплаве Pb и Bi должно быть меньше 0,2 % (температура плавления эвтектики 270 °С).
Сера и кислород с медью также образуют химические соединения в виде: Cu2O, Cu2S (температура плавления эвтектики Cu2O - 1065 °С, Cu2S -1067 °С). Содержание O и S в соединениях менее 1 % не вызывает красноломкости.
Нагрев меди в среде, содержащей кислород и водород, приводит к разрывам и трещинам ("водородная болезнь"): Cu2O + H2 → Cu + H2O.
Вредные примеси снижают механические свойства меди, но в большей степени они зависят от ее состояния. В отожженном виде медь весьма пластична: δ = 50 %, ψ = 75 %, σВ = 220 МПа. В деформированном состоянии пластичность меди понижается, твердость и прочность повышаются: δ = 1 -3 %, φ = 35 %, 120 НВ, σВ = 450 МПа.
Микроструктура меди показана на рисунке 1.

Однородные полиэдрические зерна, включения двойников
Рисунок 1 – Микроструктура деформированной и отожженной меди
Сплавы на основе меди
В технике наряду с чистой медью широко применяются ее сплавы. Используются две основные группы сплавов на основе меди:
латуни - двойные или многокомпонентные медные сплавы, в которых цинк является основным легирующим компонентом;
бронзы - сплавы меди с алюминием, оловом, свинцом, кремнием, цинком и другими элементами, в которых цинк не является основным легирующим элементом.
Бронзы по сравнению с латунями, обладают лучшими механическими, антифрикционными свойствами и коррозионной стойкостью.
Латуни
Диаграмма состояния Cu-Zn в зависимости от температуры приведена на рисунке 2.

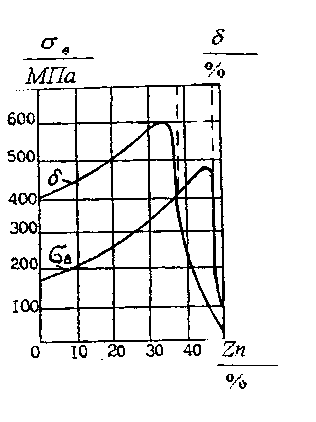
Система медь-цинк относится к случаю ограниченной растворимости компонентов в твёрдом состоянии. Сложная, на первый взгляд, диаграмма построена из пяти простых диаграмм третьего рода с перитектическим превращением. Компоненты образуют шесть различных твердых растворов электронного типа, указываемых в порядке увеличения содержания цинка α, β, γ, δ, ε и η - твердыми растворами, где:
α - фаза - твердый раствор цинка в меди с кристаллической решеткой меди ГЦК;
β - фаза - твердый упорядоченный раствор на основе электронного соединения CuZn (3/2);
γ - фаза - твердый с ОЦК решеткой раствор CuSZn8 (21/13);
ε - фаза - твердый раствор CuZn3 (7/4).
Строение и свойства двойной латуни изменяются в зависимости от концентрации или процентного содержания цинка (рисунок 3).
При содержании цинка до 39 % в сплаве образуется твёрдый раствор цинка в меди: α - фаза, которая обладает хорошей пластичностью и увеличивается с повышением концентрации цинка. Максимальную пластичность сплав имеет при содержании цинка около 37 %.
При увеличении содержания цинка от 37 % до 45 % избыток его начинает реагировать с медью, образуя соединение CuZn. В результате в сплавах появляется новая β - фаза (примерно до 45 % цинка). При этом пластичность падает, а прочность возрастает. Образуется двухфазная структура α + β. Двухфазные α + β латуни имеют низкую пластичность и обрабатываются лишь в горячем состоянии.
При большем содержании цинка (свыше 45 %) полностью исчезает α -фаза и латунь становится опять однофазной, имея структуру β - твердого раствора. Переход латуни в однофазное состояние вызывает резкое снижение прочности. В технике используются сплавы с содержанием цинка до 45 %.
По химическому составу латуни разделяют на двойные (простые), легированные только цинком, и многокомпонентные, которые помимо цинка содержат в качестве легирующих элементов алюминий (А), свинец (С), олово (О), никель (Н), железо (Ж), марганец (Мц) и другие элементы.
Легирующие элементы многокомпонентных латуней придают им специальные свойства. Установлено, что количество цинка, соответствующее 1 % вводимого элемента, называют коэффициентом эквивалентности или коэффициентом замены. 1 % Si ≈ 11 % Zn; 1 % А1 ≈ 5 % Zn; 1 % Sn ≈ 2 % Zn; 1 % Fe ≈ 0,9 % Zn; 1 % Ni ≈ (-1,3 % Zn).
По технологическому признаку латуни подразделяют на деформируемые (обрабатываемые давлением) и литейные.
Литейные латуни обладают хорошими литейными свойствами, малой склонностью к ликвации, хорошей жидкотекучестью и др. Микроструктура латуни Л62 показана на рисунке 4.
Рисунок 4 - Микроструктура α - латуни Л62 после холодной пластической деформации и отжига при 500 °С

Светлые зёрна - α фаза, тёмное поле β - фаза Рисунок 14.5 – Микроструктура α + β - латуни (типа Л69)
Деформируемые латуни, в зависимости от структуры, подразделяются на однофазные (α - латуни) и двухфазные (α + β´ - латуни).
Структура α - латуни похожа на структуру меди, а структура α + β' - латуней состоит из светлой составляющей α - фазы и темной β - фазы.
Двойные деформируемые латуни маркируют буквой Л и цифрой, показывающей среднее содержание меди в процентах: Л96, Л90, Л85, Л69. На рисунке 5 показана микроструктура латуни Л69.
Для обозначения многокомпонентных латуней, обрабатываемых давлением, за буквой Л ставятся другие буквы, указывающие на наличие легирующих элементов и цифры, указывающие на количественное содержание меди и легирующих элементов. Например, латунь марки ЛА77-2 имеет следующий состав: 77 % меди, 2 % алюминия, остальное - цинк.
Литейные латуни (ЛЦ40С, ЛЦЗОАЗ, ЛЦ40АЖ) содержат те же элементы, что и латуни, обрабатываемые давлением; от последних литейные латуни отличает, как правило, большее легирование цинком и другими элементами.
В марках литейных латуней указывается содержание цинка, а количество каждого легирующего элемента ставится непосредственно за буквой, обозначающей его название. Например, латунь ЛЦ40МцЗА содержит 40 % цинка, 3 % марганца, около 1 % алюминия, остальное - медь.
Для повышения механических свойств, улучшения обрабатываемости, коррозионной стойкости двухфазные латуни легируют свинцом, оловом, железом, алюминием, кремнием и другими элементами. Такие латуни называют специальными. Например, олово повышает прочность латуни и сопротивление коррозии в морской воде, поэтому оловянные латуни называют еще морскими (адмиралтейскими).
Все двойные латуни хорошо обрабатываются давлением как в холодном, так и горячем состоянии (за исключением латуни Л60, которая обрабатывается в горячем состоянии).
Механические свойства и назначение латуней указаны в таблице 1.
Бронзы
Бронзы подразделяются на деформируемые и литейные. Деформируемые бронзы маркируют буквами Бр, за которыми следуют буквы, обозначающие название легирующих элементов, а затем цифры, показывающие их содержание в процентах. Например, бронза БрОЦС4-2-2,5 содержит 4 % олова, 4 % цинка, 2,5 % свинца, остальное - медь.
Таблица 1 - Латуни
Сплавы |
Дополнительные легирующие элементы
|
Механические свойства
|
Назначение
|
||||
σВ, МПа
|
δ, %
|
НВ |
|||||
Обрабатываемые давлением в холодном и горячем состоянии. Пластичные (двойные латуни) |
|||||||
Л96: (томпак) мягкая твердая |
- - |
216-255 392-470 |
45-55 1-3 |
49-59 127-142 |
Трубки, радиаторные листы, ленты |
||
Л80: (полутомпак) мягкая твердая
|
- -
|
290-340 550-670
|
45-55 2-10
|
52-64 137-147
|
Тонкостенные трубы, лента, проволочная сетка для целлюлозной бумажной промышленности и др.
|
||
Л68: мягкая твердая
|
- -
|
290-340 510-725
|
50-60 3-12
|
54-64 142-152 |
Полосы, листы, ленты, прутки, трубы, проволока, фольга, профили различных размеров
|
||
Обрабатываемые давлением в горячем состоянии (многокомпонентные латуни) |
|||||||
1). С высокими антифрикционными свойствами, хорошей обрабатываемостью резанием |
|||||||
ЛС59-1: мягкая твердая
|
Pb-0,8-1,9
|
290-412 590-690
|
36-50 4-6
|
68-79 147-157 |
Крепежные изделия, зубчатые колеса, втулки
|
||
2). Повышенной прочности и коррозийной стойкости |
|||||||
ЛАН59-3-2: мягкая твердая
|
Al-2,5-3,5; Ni -2-3 |
440-540 635-735 |
40-50 7-11
|
108-118 172-182 |
Морское судостроение, химическое машиностроение в электромашинах
|
||
Литейные латуни |
|||||||
ЛЦ40С
|
Pb-1
|
345-390
|
- |
78 |
Арматура, втулки, сепараторы для подшипников качения.
|
||
Примечание: Полуфабрикаты латуней поставляются в мягком (отожженном) состоянии; полутвердом состоянии (степень обжатия 10 – 30 %); твердом состоянии (степень обжатия 30 – 50%). |
|||||||
В марках литейных бронз содержание каждого легирующего элемента ставится сразу же после буквы, обозначающей его название. Например, бронза БрО10Ц2 содержит 10 % олова, 2 % цинка, остальное - медь. Структуры бронз показаны на рисунках 6, 7.

Основа α - твёрдый раствор олова и цинка в меди Включения – эвтектоид (α + Cu31Sn8)
Рисунок 6 – Микроструктура литой оловянной бронзы Бр010Ц2
По границам дендритов (светлые кристаллы) видны включения эвтектоида α + γ
Рисунок 7 – Микроструктура литой алюминиевой бронзы БрАЖ9-2
Алюминиевые бронзы (двух- и многокомпонентные) имеют большое распространение в машиностроении. Система медь-алюминий (рисунок 8) относится к случаю ограниченной растворимости. Алюминий растворяется в меди с образованием твердого раствора.
Алюминиевые бронзы при содержании до 3,8 % алюминия после деформации и отжига имеют однофазную структуру, при большем содержании алюминия - двухфазную структуру.
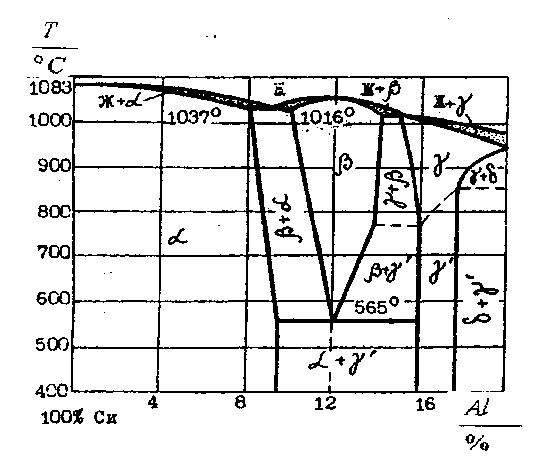
Рисунок 8 – Диаграмма состояний медь – алюминий
Последние могут подвергаться закалке и отпуску. Алюминиевые однофазные бронзы (БрА5, БрА7) отличаются высокой прочностью и пластичностью. Они хорошо обрабатываются давлением в горячем и холодном состоянии. Предназначены для упругих элементов; для деталей, работающих в морской воде. По коррозионной стойкости превосходят латуни и оловянные бронзы. Вместе с тем эти сплавы трудно поддаются пайке, не устойчивы в условиях перегретого пара. Недостатки двойных алюминиевых бронз существенно устраняются при легировании железом, никелем, марганцем.
Железо значительно улучшает механические свойства бронз, измельчая зерно; оно способствует задержке рекристаллизации. Алюминиевожелезные бронзы (БрАЖ9-4) для улучшения прочности характеристик подвергают старению при 250 °С в течение 2 – 3 часов после их закалки при 950 °С. Они применяются для изготовления шестерен, червяков, втулок, седел клапанов и др., в основном в авиационной промышленности.
Кремнистые бронзы содержат до 3 % кремния, никель или марганец (БрКН1-3, БрКМц3-1). Эти сплавы отличаются высокими механическими, упругими и антифрикционными свойствами, при этом не теряют своей пластичности при низких и высоких температурах. Применяются для антифрикционных деталей, например, пружин, подшипников, в морском судостроении и пр. Выпускают в виде ленты, полос, прутков, проволоки.
Бронзы, в зависимости от содержания основных элементов, подразделяются на алюминиевые, кремнистые, бериллиевые, оловянные и свинцовистые бронзы.
Оловянные бронзы. Деформируемые бронзы изготавливают в виде прутков, лент и проволоки в нагартованном (твердом) и отожженном (мягком) состоянии (таблица 2).
Таблица 2 - Механические свойства и назначение деформируемых и литейных оловянных бронз
Бронза |
Механические свойства |
Назначение |
|||
|
σВ, МПа |
δ, % |
НВ |
|
|
|
|
Деформируемые бронзы |
|
||
БрОФ 6,5-0,4: мягкая твердая |
295-440 685-785 |
60-70 7-12 |
68,5-82 |
Пружины, детали машин и подшипников, сетки для целлюлозно-бумажной промышленности |
|
БрОЦ 4-3: мягкая твердая |
295-390 490-590 |
35-45 3-8 |
59-68,5 157-167 |
Ленты, полосы прутки, применяемые в электротехнике, для токоведущих пружин, контактов, пружинной проволоки и химической промышленности, точной механике |
|
БрОЦС 4-2,5: мягкая твердая |
295-345 540-640 |
35-45 2-4 |
48-68,5 147-176 |
Для втулок и подшипников в автотракторной и автомобильной промышленности |
|
|
Литейные бронзы *) |
||||
БрО3Ц12С5 |
175(205) |
8(5) |
59(59) |
Для литья антифрикционных деталей, для арматуры, работающей в воде и водяном пару |
|
БрО5Ц5С5 |
145(175) |
6(4) |
59(59) |
Для литья антифрикционных деталей |
|
*
ства латуней при литье в кокиль, а без скобок при |
|||||
Они содержат до 6-7 % олова. Деформируемые оловянные бронзы в равновесном состоянии имеют однофазную структуру – твердого раствора. Деформируемые бронзы характеризуются хорошей пластичностью и более высокой прочностью, чем литейные.
Порядок выполнения работы
Ознакомиться с внешним видом сплавов, измерить твердость.
Просмотреть и изучить микроструктуру сплавов меди при увеличениях 200 и 500 раз.
Зарисовать микроструктуры исследуемых сплавов.
Под каждой зарисованной микроструктурой дать подпись с указанием наименования металла или сплава, марки, ориентировочного химического состава, обработки, наименования включений и структуры, увеличения.
Изобразить диаграммы состояний Cu-Zn, провести на них вертикальные линии, соответствующие рассматриваемым сплавам, дать описание процессов превращений, происходящих при охлаждении.
Контрольные вопросы
Назовите основные цветные металлы.
Свойства технической меди.
Латуни и их применение, марки латуней, маркировка латуней.
Состав и структура латуней.
Назначение бронзы, маркировка бронзы.
Расшифруйте сплав Л90.
Расшифруйте сплав БрСЦ10-10.
Чем отличается бронза марки БрО5Ц5С5 от БрСЦ-5-5-5?
Содержание отчета
Цель работы.
Описать внешний вид и признаки цветных металлов.
Зарисовать или сфотографировать и описать микроструктуры сплавов.
Дать пояснения по диаграмме Cu-Zn.
Выводы.
Лабораторная работа № 7 Изучение микроструктуры алюминия, его сплавов
Цель работы - ознакомление с составом, классификацией, маркировкой, термической обработкой, свойствами и областями применения алюминиевых сплавов.
Задачи:
Изучить микроструктуру алюминия и его сплавов.
Экспериментальное изучение влияния термической обработки на свойства дуралюмина.
Общие сведения
Свойства алюминия
Алюминий кристаллизуется в гранецентрированной кубической решетке. Аллотропических превращений не имеет. ГЦК решетка предопределяет высокий (с учетом, что температура плавления всего 660 °С) комплекс механических свойств алюминия, как при комнатной, так и при повышенных температурах. Алюминий относится к группе легких металлов. Его плотность – 2700 кг/м3. Он обладает высокой электрической проводимостью и теплопроводностью.
Механические свойства алюминия характеризуются низкими значениями абсолютной прочности и твердости и высокой пластичностью.
Алюминий обладает высокой химической активностью и одновременно исключительной коррозионной стойкостью. На воздухе он покрывается тонкой, но очень прочной беспористой оксидной пленкой Al2O3, надежно защищающей металл от дальнейшего окисления.
Чем алюминий чище, тем выше его коррозийная стойкость, пластичность, электро- и теплопроводность и тем ниже прочность и твердость. Так, литой алюминий высокой чистоты марки А955 (суммарное количество примесей 0,005 %) имеет предел прочности при растяжении 50 МПа, относительное удлинение 45 %, твердость по Бринеллю 15 HB. У алюминия марки А0 (сумма примесей 1%) те же характеристики соответственно равны 90 МПа, 30 % и 25 НВ.
Из-за низких прочностных свойств алюминий применяют лишь для ненагруженных деталей и элементов конструкций, когда от материала требуется легкость, коррозионная стойкость, пластичность, свариваемость.
Сплавы алюминия
К числу достоинств сплавов на основе алюминия относятся: малая
плотность, высокие удельные механические свойства, высокая коррозионная
стойкость, широкий температурный диапазон работы, начиная с температуры жидкого водорода, высокая вязкость разрушения, свариваемость, легкость обработки режущим инструментом.
В настоящее время алюминиевые сплавы являются важнейшим конструкционным материалом летательных аппаратов.
В качестве основных легирующих элементов в алюминиевых сплавах применяют Cu, Mg, Si, Mn, Zn, несколько реже используют Ni, Li, Ti, Be, Zr и др.
Промышленные алюминиевые сплавы базируются на ряде многокомпонентных систем: Al-Si, Al-Mg, Al-Cu, Al-Cu-Mg, Al-Cu-Mn, Al-Cu-Li, Al-Mg-Si, Al-Be-Mg, Al-Zn-Mg-Cu, Al-Mg-Si-Cu и др.
Для физико-химического взаимодействия алюминия с легирующими элементами характерна низкая (за исключением Zn), зависящая от температуры, растворимость их в алюминии. В условиях равновесия сплавы состоят из низколегированного твердого раствора и интерметаллидных фаз типа: CuAl2 (тета--фаза), Al2Mg3Zn3 (Т-фаза), Al2CuMg (S-фаза), Mg2Si, Al3Mg2 и других.
Классификация и маркировка алюминиевых сплавов
Алюминиевые сплавы классифицируют по технологии изготовления (деформируемые, литейные, порошковые), способности к упрочнению термической обработкой (упрочняемые и неупрочняемые) и свойствам (жаропрочные, ковочные, высокопрочные, сплавы для заклепок и др.). Основой для разделения сплавов по технологии изготовления и способности к термической обработке являются диаграммы состояния. На рисунке 1 представлена схема подобного разделения для двойных и тройных сплавов.

А – деформируемые сплавы; В – литейные сплавы;
I, II – сплавы неупрочняемые и упрочняемые термической обработкой
Рисунок 1 – Классификация сплавов
В настоящее время принята сложная буквенная и буквенно-цифровая система маркировки алюминиевых сплавов.
Деформируемые сплавы обозначают буквами:
Д – дуралюмины, например Д1, Д16, Д19 (приложение А, таблица А.5);
АД – деформируемый алюминий, например АД0, АД1, АД33 (приложение А, таблица А.4);
АК – ковочные алюминиевые сплавы, например АК4-1, АК6, АК8 (приложение А, таблицы А.9, А.10);
АМг – сплавы алюминия с магнием, например АМг5, АМг6 (приложение А, таблица А.1);
АМц - сплавы алюминия с марганцем, (приложениие А, таблица А.2);
АВ – авиали, например АВ (приложение А, таблица А.4);
В - высокопрочные сплавы, например В93, В95, В96 (приложение А, таблица А.3).
Литейные сплавы обозначают буквами АЛ, например, АЛ2, АЛ27, АЛ33 (приложение Б, таблицы Б.1 – Б.3);
Цифры, следующие за буквами, могут означать систему легирования (в дуралюминах, в высокопрочных сплавах, в деформируемом алюминии). В сплавах АМг цифры указывают на содержание магния в процентах. Дополнительная цифра в обозначениях сплавов типа АК4-1, АК6-1 и др. обозначает, что новый сплав является близкой модификацией старого АК4, АК6 и т.д.
В настоящее время вводится единая четырехцифровая система маркировки сплавов. Единица, стоящая в начале марки, характеризует основу сплава – алюминий. Вторая цифра обозначает основной легирующий элемент (или группу элементов). Третья или третья и вторая цифры – те же, что и в старой маркировке. Нечетное число или ноль, стоящие на четвертом месте, обозначают деформируемый сплав, цифра 7 соответствует проволочному сплаву, 9 – спеченному сплаву. У литейных сплавов четвертая цифра четная. Опытные сплавы обозначаются цифрой 0, ставящейся в начале марки, перед единицей (приложение А, таблицы А.6, А.8). При такой маркировке сплав Д16, например, обозначается 1150.
Чистота сплавов по контролируемым примесям (Fe, Si и др.) обозначается буквами: «пч» (повышенной чистоты), «ч» (чистый), «оч» (очень чистый), стоящими после марки сплава.
Состояние деформируемых сплавов, отражающее термическое и термомеханическое воздействие, имеет следующие обозначения: М – мягкий, отожженный; Т – закаленный и естественно состаренный; Т1 – закаленный и искусственно состаренный на максимальную прочность; Н – нагартованный (деформация 1 – 7 %); Н1 или НН – усиленно нагартованный; ТН – закаленный, естественно состаренный и нагартованный (приложение А, таблицы А.1-А.10).
Состояние литейных сплавов, отражающее особенности технологии литейного производства и виды термической обработки, имеет обозначения: З – литье в песчаные формы; В - литье по выплавляемым моделям; О – литье
в оболочковые формы; К – литье в кокили; Д – литье под давлением; М – модифицированное литье; Т1 – старение; Т2 – отжиг; Т4 – закалка; Т5 – закалка и частичное старение; Т6 – закалка и полное старение; Т7 – закалка и стабилизирующий отпуск; Т8 – закалка и смягчающий отпуск (в приложении А таблицы А.11 – А.13).
Марки ряда деформируемых и литейных алюминиевых сплавов, их состав, свойства и примеры возможного применения приведены в приложении.
Термическая обработка дуралюминов
Дуралюминами называют сплавы на основе системы Al-Cu-Mg с добавками марганца. Большинство промышленных дуралюминов содержат около 4 % Cu, до 2,5 % Mg, менее 1 % Mn. Кроме того, в сплавах присутствуют небольшие количества постоянных примесей – Fe и Si (приложение А, таблица А.5).
Структура дуралюминов в отожженном состоянии представлена твердым раствором – альфа легирующих элементов в Al и включениями интерметаллидных фаз: CuAl2 (тета-фаза), CuMgAl2 (S-фаза), Cu2AlFe (N-фаза), Mg2Si и других (рисунок 2 а).
а) б)
а – после отжига; б – после закалки
Рисунок 2 –Микроструктура сплава Д16
Упрочнение дуралюминов достигают закалкой и последующим старением. Для обоснования выбора температуры закалки, а также для объяснения превращений, протекающих в сплавах при термообработке, можно в первом приближении использовать диаграмму состояния Al-Cu (рисунок 3), поскольку в дуралюминах медь является главным легирующим элементом.
Из диаграммы видно, что растворимость меди в алюминии зависит от температуры и меняется от 0,5 % при 20 °С до 5,7 % при температуре эвтектики (548 °С). Следовательно, существует предпосылка возможности перевода двухфазных (состоящих из альфа-фазы и вторичных кристаллов CuА12) сплавов с концентрацией Cu до 5,7 % нагревом в однофазное состояние (альфа-твердый раствор) и последующей фиксации его быстрым охлаждением.
При нагреве дуралюминов до температур закалки (500±5 °С) Mg2Si-, тета- и S-фазы растворяются в алюминии. После охлаждения в холодной воде структура закаленного сплава состоит из твердого раствора альфа с включениями малорастворимой при нагревании N-фазы (рисунок 3).
Рисунок 3 - Диаграмма состояния алюминий-медь
Свежезакаленные дуралюмины имеют невысокую твердость и прочность, но повышенную пластичность, лишь несколько сниженную по сравнению с отожженным состоянием.
Пересыщенный по отношению к равновесному (отожженному) состоянию сплав является метастабильным и при длительном пребывании в области нормальных температур (естественном старении) или при сравнительно непродолжительном нагреве (искусственном старении) изменяет свое состояние, приближаясь к равновесному.
Превращения при старении приводят к значительным изменениям свойств сплава: возрастают прочность и твердость при заметном понижении пластичности (рисунок 4).
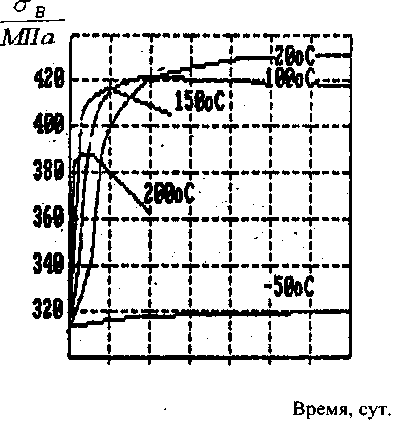
Рисунок 4 – Изменение прочности сплавов системы Al-Cu в зависимости от температуры и продолжительности старения
В процессе старения, на его начальной стадии, атомы легирующих элементов (в сплавах системы А1-Сu - атомы меди, расположенные в свежезакаленном сплаве случайно, собираются в определенных местах кристаллической решетки, образуя участки с резко повышенной концентрацией растворенного компонента, называемые зоны Гинье - Престона (зоны Г – П).
В результате естественного старения образуются зоны толщиной от 0,5 до 1 мм и протяженностью от 3 до 6 нм (их называют зоны Г-П-1), вызывая упрочнение сплава.
Если естественно состаренный сплав подвергнуть кратковременному нагреву до температуры 250-270 °С, то зоны Г - П растворятся и сплав возвратится в свежезакаленное состояние с характерными для него свойствами (низкой твердостью и высокой пластичностью). Это явление получило название возврат.
После возврата сплав может быть вновь упрочнен при естественном или искусственном старении.
При искусственном старении зоны Г - П укрупняются, достигая от 1 до 4 нм по толщине и от 20 до 30 нм по протяженности (зоны Г-П-2). Концентрация меди в них приближается к стехиометрическому соотношению в соединении СuА12.
Дальнейшее развитие процессов искусственного старения приводит к преобразованию зон Г - П - 2 в частицы промежуточной тета-фазы, имеющий такой же химический состав, как тета-фаза, но с отличной от нее кристаллической решеткой, когерентно связанной с α-твердым раствором. При дальнейшем повышении температуры тета-фаза обосабливается от твердого раствора и превращается в стабильную коагулирующую тета-фазу.
Таким образом, различают два вида старения: зонное, связанное с образованием только зон Г - П, и фазовое, при котором возникают метастабильные и стабильные фазы.
Скорость искусственного старения сильно зависит от температуры (рисунок 4): повышение температуры ускоряет процесс. Однако в сплавах системы Al-Cu с 3-5 % меди получаемая при этом максимальная прочность тем ниже, чем выше температура старения. Наибольшее упрочнение получают при естественном старении в результате образования зон Г-П-1.
Следует отметить, что не всегда максимум прочности достигается естественным старением, более того, во многих высокопрочных сплавах естественное старение не протекает вообще. В более сложных по химическому составу сплавах наибольшая прочность наблюдается при искусственном старении в результате образования метастабильных фаз (см. приложение А, таблица А.4, сплавы на основе системы Al-Mg-Si).
Порядок выполнения работы
Ознакомьтесь со всеми разделами методического руководства. Ответьте на включенные в руководство вопросы.
Проведите закалку 6 образцов дуралюмина (температура закалки 500±5 °С, продолжительность пребывания образцов в печи – 30 мин, охлаждение в воде). Определите твердость HRB образцов до и после закалки.
Проведите искусственное старение закаленных образцов при температуре 250 °С в течение 1, 3, 5, 10, 15 и 30 мин. Измерьте твердость HRB состаренных образцов.
Проведите термическую обработку "возврат" естественно состаренных образцов, температура нагрева 250°С, время 3 мин. Измерьте твердость HRB образцов до и после возврата.
Рассмотрите микроструктуры отожженных, закаленных, искусственно и естественно состаренных образцов.
Содержание отчета
Цель работы.
Краткие сведения о составе, свойствах, маркировке, термической обработке и применении алюминиевых сплавов.
Краткое описание процессов, протекающих при термической обработке алюминиевых сплавов.
Результаты экспериментальной работы (марка сплава, режимы термообработки, твердость образцов до и после каждого вида термообработки, график изменения твердости сплава в зависимости от времени старения).
Рисунки рассмотренных микроструктур образцов.
Выводы по экспериментальной работе.
Деформируемые алюминиевые сплавы, неупрочняемые термической обработкой [2]
Таблица 1 - Сплавы системы А1-Мg (магналии)
Сплав |
Средний химический состав (основа алюминий), %
|
Вид и режимы термической обработки |
Механические свойства |
||||
Mg |
Mn |
другие элементы |
σв, МПа |
σ0,2, МПа |
δ, % |
||
АМг2М |
2,3 |
0.4 |
|
М: 45О-470 °С |
200 |
100 |
23 |
АМг2П |
2,3 |
0,4 |
|
|
250 |
200 |
10 |
АМг3М |
3,5 |
0,45 |
0,65 Si |
М: 450-470 °С |
220 |
110 |
20 |
АМг5М |
5,3 |
0,55 |
0,06 Ti |
|
300 |
150 |
20 |
АМг6М |
6,3 |
0,65 |
0,06 Ti |
|
340 |
170 |
20 |
АМг6Н |
6,3 |
0,65 |
0,06 Ti |
|
390 |
300 |
10 |
АМг6НН |
6,3 |
0,65 |
0,06 Ti |
|
430 |
350 |
8 |
Применение: Бензо- и маслопроводы; сварные баки и сварные конструкции средней прочности; заклепки. |
|||||||
Таблица 2 - Сплавы системы А1-Mn
Сплав |
Средний химический состав (основа алюминий), % |
Вид и режимы термической об- работки |
Механические свойства |
||||
|
|
|
σв, МПа |
σ0,2, МПа |
δ, % |
||
|
Mg |
Mn |
другие элементы |
|
|||
АМцМ |
0,05 |
1,0-1,6 |
|
М: 450-470 °С |
130 |
50 |
23 |
АМцП |
0,05 |
1,0-1,6 |
|
|
160 |
130 |
10 |
Применение: Декоративная отделка кабин самолетов; изготовление ёмкостей, бензо- и маслопроводов. |
|||||||
Деформируемые алюминиевые сплавы, упрочняемые термической обработкой
Таблица 3 – Сплавы системы Al-Zn-Mg-Cu
Сплав |
Средний химический состав (основа алюминий), % |
Вид и режимы термической обработки |
Механические свойства |
||||||
|
Сu |
Mg |
Zn |
другие |
|
σв, МПа |
σ0,2, МПа |
δ, % |
|
В93Т1 |
1,0 |
1,9 |
7,0 |
0,3 Fe |
Для всех сплавов: закалка 460-470 °С холодная или горячая вода; старение 140 ºС, 16 ч.
|
500 |
470 |
8 |
|
В95Т1 |
1,7 |
2,3 |
6,0 |
0,4 Mn, 1,18 Cr |
600 |
560 |
8 |
||
В96ЦТ1 |
2,3 |
2,7 |
8,5 |
0,15 Zr |
670 |
640 |
7 |
||
Применение: Крупногабаритные штамповки и прессованные полуфабрикаты для высоконагруженных деталей самолетов (фитинги, кронштейны, рычаги и др.). |
|||||||||
Таблица 4 - Сплавы системы А1-Мg-Si
Сплав |
Средний химический состав (основа алюминий), % |
Вид и режимы термической обработки |
Механические свойства |
|||||
σв, МПа |
σ0,2, МПа |
δ, % |
||||||
Сu |
Mg |
Zn |
другие |
|||||
АВТ |
0,4 |
0,7 |
0,9 |
|
Для всех сплавов: Т: 520-540 ºС Т1: закалка 520 - 540 ºС; старение 165 ºС, 12-15 ч. |
260 |
200 |
% 15 |
АВТ1 |
0,4 |
0,7 |
0,9 |
|
380 |
300 |
12 |
|
АДЗ1Т |
|
0,7 |
0,5 |
|
170 |
90 |
22 |
|
АД31Т1 |
|
0,7 |
0,5 |
|
240 |
190 |
12 |
|
АД33Т |
0,3 |
1,0 |
0,6 |
0,25 Cr |
250 |
180 |
14 |
|
АД33Т1 |
0,3 |
1,0 |
0,6 |
0,25 Cr |
340 |
280 |
11 |
|
АД35Т |
|
1,1 |
1,0 |
0,7 Mn |
270 |
200 |
12 |
|
АД35Т1 |
|
1,1 |
1,0 |
0,7 Mn |
360 |
290 |
11 |
|
Примечание - Свойства авиалей приведены для прессованных профилей. Применение: Лонжероны лопастей вертолетов; декоративные детали |
||||||||
Таблица 5 – Сплавы системы Al-Cu-Mg с добавлением Mn (дуралюмины)
Сплав |
|
Средний химический состав |
Вид и режимы термической обработки |
Механические свойства |
||||
(основа алюминий), % |
МПа |
МПа |
% |
|||||
Сu |
|
|
др угие |
|||||
Д1Т |
4,3 |
0,6 |
0,6 |
|
зак. (505±5) ºC |
400 |
240 |
20 |
Д16Т |
4,3 |
1,5 |
0,6 |
|
зак. (500 ± 5) ºC |
440 |
330 |
18 |
Д19Т |
4,0 |
2,0 |
0,75 |
|
зак. (505±5) ºC |
425 |
310 |
18 |
ВАД1Т |
4,1 |
2,5 |
0,6 |
0,06 Ti, 0,15 Zr |
зак. (505±5) ºC |
при t = 20 єC |
||
430 |
280 |
22 |
||||||
при t = 300 єC |
||||||||
170 |
140 |
12 |
||||||
БД17Т1 |
3,0 |
2,2 |
0,55 |
|
зак. (500 ± 5) ºC, стар. (170± 5) ºC, 16ч. |
при t = 20 єC |
||
500 |
330 |
13 |
||||||
при t = 300 єC |
||||||||
170 |
110 |
21 |
||||||
Д18Т |
2,6 |
0,35 |
|
|
зак. (500 ± 5) ºC, |
300 |
|
24 |
В65Т |
4,2 |
0,25 |
0,4 |
|
зак. (500 ± 5) ºC |
400 |
|
20 |
|
||||||||
Примечание - Свойства сплавов Д1, Д16, Д19 и ВАД1 даны для листовых материалов, сплава ВД17 - для прессованной полосы.
Применение:
Д1 - лопасти воздушных винтов; заклёпки; конструкционный материал планеров самолётов.
Д16 - различные детали конструкций, обшивки клёпаных конструкций, длительно работающих при температуре 80 ºC, ограниченное время при 150 ºС.
Д19 - то же, что Д16, для работы при 150-200 ºC.
ВАД1 - сварные конструкции, работающие кратковременно (до