

Техническая характеристика станка
Наибольший наружный диаметр обрабатываемых колес в мм…....500
Наибольшая длина обрабатываемого зуба в мм.................................105
Пределы модулей зубьев колес, нарезаемых по стали, в мм…….….2 – 6
Пределы чисел двойных ходов долбяка в минуту…….…..…….125—359
Наибольший угол наклона винтового зуба в град ……………………..23
Наибольший ход долбяка в мм………………………………………….125
Пределы круговых подач на двойной ход долбяка в мм……….0,17—0,44
Мощность главного электродвигателя в кВт......................................2,8
Основные узлы станка
А - нижняя часть станины (смотри общий вид станка),
Б — делительная гитара;
В — верхняя часть станины;
Г — кривошипно-шатунный механизм привода шпинделя с долбяком;
Д— шпиндельная головка;
Е—механизм радиальной подачи шпиндельной головки; Ж — стол.
Органы управления. 1 — квадрат для ручного перемещения шпиндельной головки: 2 — квадрат для ручного поворота долбяка и заготовки; 3—рычаг для изменения направления вращения долбяка и заготовки; 4 — кнопочная станция; 5 — рычаг включения радиальной подачи долбяка; 6 — квадрат для ручного поворота кулачка радиальной подачи долбяка.
Движения в станке
. Движение резания — прямолинейное возвратно-поступательное движение шпинделя с долбяком.
Движения подач — вращение долбяка относительно своей оси (круговая подача) и радиальное перемещение шпиндельной головки в период врезания (радиальная подача).
Движением деления и обкатки является согласованное движение стола с заготовкой.
Вспомогательные движения— отвод стола с заготовкой от долбяка в момент его обратного хода и быстрое установочное вращение стола с заготовкой. К вспомогательным движениям следует отнести также движение счетного механизма для автоматического выключения станка.
Принцип работы.
Станок модели 514 работает по методу обкатки, воспроизводя зацепление двух цилиндрических колес, одно из которых является режущим инструментом (долбяком), а второе заготовкой. Долбяк закрепляется на конец шпинделя и получает прямолинейное возвратно-поступательное движение. При движении вниз долбяк совершает рабочий ход, снимая стружку с заготовки. Обратный ход долбяка является холостым; в это время стол с заготовкой отводится на небольшое расстояние от долбяка.
К моменту начала рабочего хода стол возвращается в исходное положение.
Обрабатываемая деталь или комплект одновременно обрабатываемых деталей устанавливается на оправке в шпинделе стола.
Соотношение чисел оборотов долбяка и заготовки обратно пропорционально отношению чисел их зубьев, т.е. они вращаются так, как будто действительно находятся в зацеплении.
До начала обработки долбяк подводится вплотную к наружной поверхности заготовки. После этого включается радиальная подача шпиндельной головки для обеспечения врезания долбяка в заготовку на требуемую глубину. По окончании врезания радиальная подача прекращается, и заготовка в течение полного оборота нарезается только с круговой подачей.
В зависимости от величины модуля нарезаемого колеса его обработка осуществляется в один, два и три прохода. При многопроходной обработке процесс врезания повторяется перед каждым проходом.
При нарезании зубчатых колес с косыми зубьями используют винтовые направляющие и косозубые долбяки. В этом случае долбяк совершает возвратно-винтовое движение в соответствии с углом наклона зубьев нарезаемого колеса. Направление наклона зубьев долбяка должно быть противоположным направлению наклона зубьев нарезаемого колеса.
Станок работает по полуавтоматическому циклу, для чего служит специальный храповой счетный механизм, обеспечивающий автоматическое выключение станка по окончании нарезания зубчатого колеса.
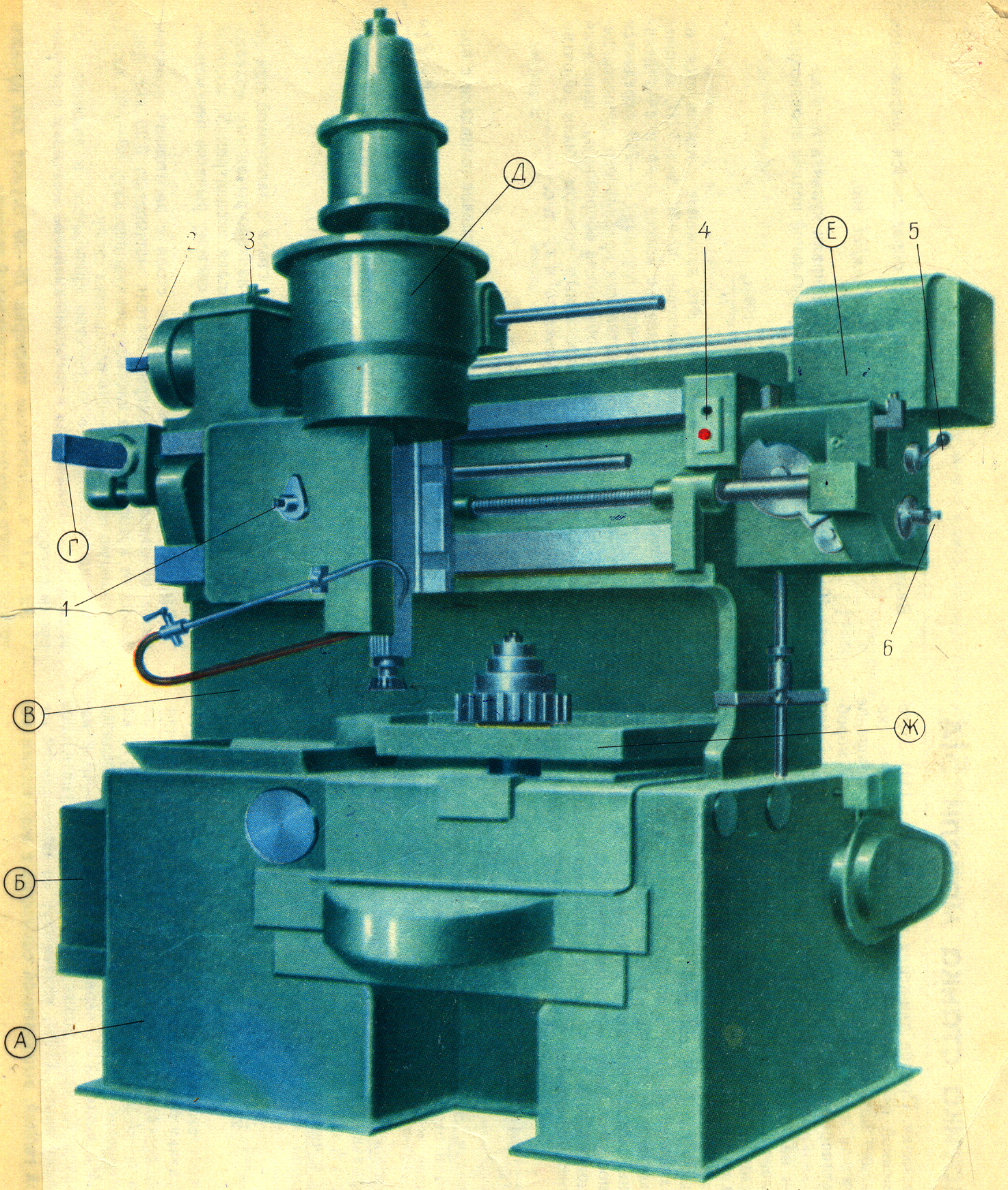
Рис. 65 Общий вид зубодолбежного станка модели 514