

Вспомогательные движения. При перемещении рукояток Р от себя муфта М2 выключается; в этом случае поворотом рукояток Р относительно оси полого вала XII можно производить вручную быстрые перемещения шпинделя.
Ручное точное перемещение (подача) шпинделя осуществляется маховичком Мх, закрепленным на полом валу XIII при включенной муфте М1 и нейтральном положении тройного подвижного блока шестерен Б5 коробки подач. Перемещение шпиндельной бабки по направляющим траверсы производится вращением маховичка Мх1, закрепленного на валу XIV, который проходит внутри полых валов XII и XIII, расположенных соосно. На другом конце вала XIV, условно изображенного на схеме изогнутым, установлена реечная шестерня 13, находящаяся в зацеплении с рейкой т = 3 мм. Рейка закреплена на траверсе.
Вертикальное перемещение и зажим траверсы полой поворотной, колонне осуществляются электродвигателем мощностью 1,3 квт. От электродвигателя через шестерни 23—66, вал XV и зубчатые колеса 16—54 приводится в движение вертикальный ходовой винт XVI. На винте находятся две гайки, расположенные внутри траверсы. Из них верхняя — гайка Г1 подъема — может свободно вращаться с ходовым винтом XVI, но вдоль винта она двигается только вместе с траверсой. На нижнем конце гайки Г1, подъема имеются зубья, которыми она может соединяться с внутренними зубьями гайки Г2, т. е. гайки зажима. Эта гайка вращаться с ходовым винтом не может, так как она связана с траверсой направляющей шпонкой III. При вращении ходового винта гайка Г2 перемещается вдоль его оси.
На нижнем конце гайки Г2 зажима имеется кольцевая проточка, в которую входит вилка рычажно-зажимного устройства траверсы.
При вращении ходового винта XVI вначале гайка Г1 подъема будет свободно вращаться, а гайка Г2 зажима будет перемещаться вдоль ходового винта, освобождая зажимное устройство траверсы. После некоторого перемещения гайки Г2 зажима ее зубья войдут в зацепление с зубьями гайки Г1 подъема. Гайка Г1 не сможет больше вращаться вместе с ходовым винтом, вследствие чего она начнет перемещаться вдоль винта вместе с траверсой, перемещая ее вверх или вниз в зависимости от направления вращения электродвигателя и ходового винта.
После перемещения траверсы до требуемой высоты кнопку пуска электродвигателя освобождают; благодаря соответствующей электрической схеме электродвигатель получит вращение в обратном направлении. Вследствие этого гайка зажима Г2 будет двигаться в противоположном направлении, выйдет из зацепления с гайкой Г1 подъема, дойдет до нейтрального положения и заклинит зажимное устройство траверсы.
Зажим полой поворотной колонны производится электродвигателем мощностью 0,52 квт, при вращении которого через червячную передачу 2—60 приводится в движение винт XVII, стягивающий хомут, который связывает поворотную и неподвижную колонны.
Винт имеет дифференциальную резьбу с шагом 5,5 и 6 мм; при каждом обороте винта хомут сжимается или расходится на разность шагов, т. е на 0,5 мм. Червячное колесо связано с хвостовиком винта шлицевым соединением.
По окончании зажима хомута электродвигатель автоматически останавливается.

Рис…. Кинематическая схема радиально-сверлильного станка модели 2В56
Узлы станка модели 2В56
Механизм переключения скоростей. Рукоятка 1 (рис. 37, а) укреплена на валу, на котором находятся кулачковые муфты 2, 3, 4 и 9 и свободно вращающаяся гильза 6, несущая на себе шестерню 7. На переднем торце гильзы имеется кулачковая полумуфта 5.
Шестерня 7 с помощью промежуточных колес 13 и 23 связана с зубчатым колесом 16, которое жестко соединено с ведущим диском 17 мальтийского механизма, несущим на себе три пальца а для периодического поворота мальтийского креста 19, укрепленного на валу 20. На переднем конце вала 20 находится ведущий диск 21 второго мальтийского механизма, обеспечивающий периодический поворот крестовины 22. На ведущих дисках 17 и 21 и на крестовине 12 закреплены кривошипные пальцы, соответственно связанные с тремя тягами 18, 15 и 14, соединенными с тремя подвижными блоками шестерен в коробке скоростей.
Настройка коробки скоростей на требуемые числа оборотов шпинделя производится перемещением рукоятки 1 на себя для сцепления муфты 9 с торцовыми кулачками шестерни 7. При повороте рукоятки поворачивается шестерня 7, промежуточные зубчатые колеса 13 и 23, колесо 16 и мальтийские механизмы. Число зубьев шестерен 7 и 16 и расположение пальцев на ведущих дисках 17 и 21 рассчитаны так, что получение нового числа оборотов шпинделя обеспечивается поворотом рукоятки 1 на 1/3 оборота. При повороте рукоятки, шестерен и мальтийских механизмов смещаются тяги 14, 15 и 18, устанавливая подвижные блоки шестерен коробки скоростей в требуемое положение, обеспечивающее нужное число оборотов шпинделя. Так как число зубьев зубчатого колеса 23 в четыре раза больше числа зубьев шестерни 7, то указатель 24, закрепленный на одном валу с колесом 23, при каждом переключении скорости будет поворачиваться на 1/12 часть оборота, показывая в одной из двенадцати рамок d, на какое число оборотов шпинделя настроена коробка скоростей. Механизм переключения скоростей фиксируется собачкой 8 с роликом 10, который входит в выемку диска 12. Для пуска радиально-свер-лильного станка модели 2В56 рукоятка 1 перемещается от себя, при этом кулачковая муфта 9 выключается, фиксируя положение ведущей шестерни 7 с валом рукоятки 1 и мальтийских механизмов.
Одновременно включается муфта 2, которая обеспечивает перемещение тяги 25 при повороте рукоятки 1, включая пусковые кнопки электродвигателя. Наличие блокировочного устройства обеспечивает возможность включения электродвигателя только после полного переключения скорости и ввода в зацепление зубчатых колес на всю длину зубьев.
Механизм переключения подач. Настройка коробки подач на требуемую величину подачи шпинделя производится поворотом рукоятки 15 (рис. 37, б). Вместе с рукояткой 15 поворачивается ведущий диск 5 мальтийского механизма, имеющего пальцы 6 для периодического поворота крестовины 14, На обратных сторонах ведущего диска 5 и крестовины 14 соответственно закреплены кривошипные пальцы 7 и 9, связанные с тягами 8 и 12. Тяги с помощью поводковых устройств соединены с двумя тройными блоками шестерен коробки подач Б4 и Б5.
Число прорезей а на крестовине 14, их расположение, а также число пальцев 6 на диске 5 обеспечивают поворот крестовины 14 за каждый оборот рукоятки 15 на 1/3 оборота. Следовательно, перемещение блока Б5 в три различных положения вдоль его шлицевого вала наступит после того, как блок Б4 поочередно переместится в одно из трех положений. При настройке коробки подач на требуемую величину подачи поворотом рукоятки 15 одновременно через шестерни 4, 3 и 2 приводится в движение указатель 1, сидящий на одном валу с шестерней 2, показывая в одной из девяти рамок 6, на какую подачу настроена коробка.
Для ручного точного перемещения шпинделя тройной блок Б5 устанавливается в нейтральное положение, а кулачковая муфта 10 вводится в зацепление. Это достигается соответствующей установкой рукоятки 15, при которой с помощью рычага 13 сообщается осевое перемещение валику 11, связанному поводком с кулачковой муфтой 10.
Механизм зажима траверсы. На рис. 37, в изображен механизм зажима траверсы на колонне.
Рычажно-зажимное устройство траверсы состоит из подвижной гайки Г, вилки 3, толкателя 2, двуплечего рычага 1 с коромыслом 9 и двух рычагов 8. После включения электродвигателя подъема и опускания траверсы мощностью 1,3 квт (см. рис. 36, а) начинает вращаться вертикальный ходовой винт 4, вдоль оси которого перемещается гайка Г, поворачивающая вилку 3, упирающуюся задним концом в толкатель 2. Толкатель 2 находится в контакте с рычагом 1.
При перемещении гайки вверх или вниз вилка 3 поворачивается на своей оси и благодаря наличию скосов на ее заднем конце освобождает толкатель 2. Толкатель, получает возможность перемещаться вдоль своей оси, что, в свою очередь, обеспечивает поворот рычага 1 с коромыслом 9,
Отход коромысла от рычагов 8 освобождает траверсу, создавая необходимый зазор между траверсой и поворотной колонной.
После установки траверсы 6 на требуемой высоте электродвигатель и ходовой винт 4 переключаются на обратное вращение, при котором вилка 3 поворачивается в противоположном направлении. Зажим траверсы 6 на колонне 5 прекращается, когда вилка 3 устанавливается в горизонтальное положение. Механизм зажима траверсы регулируется болтами 7.
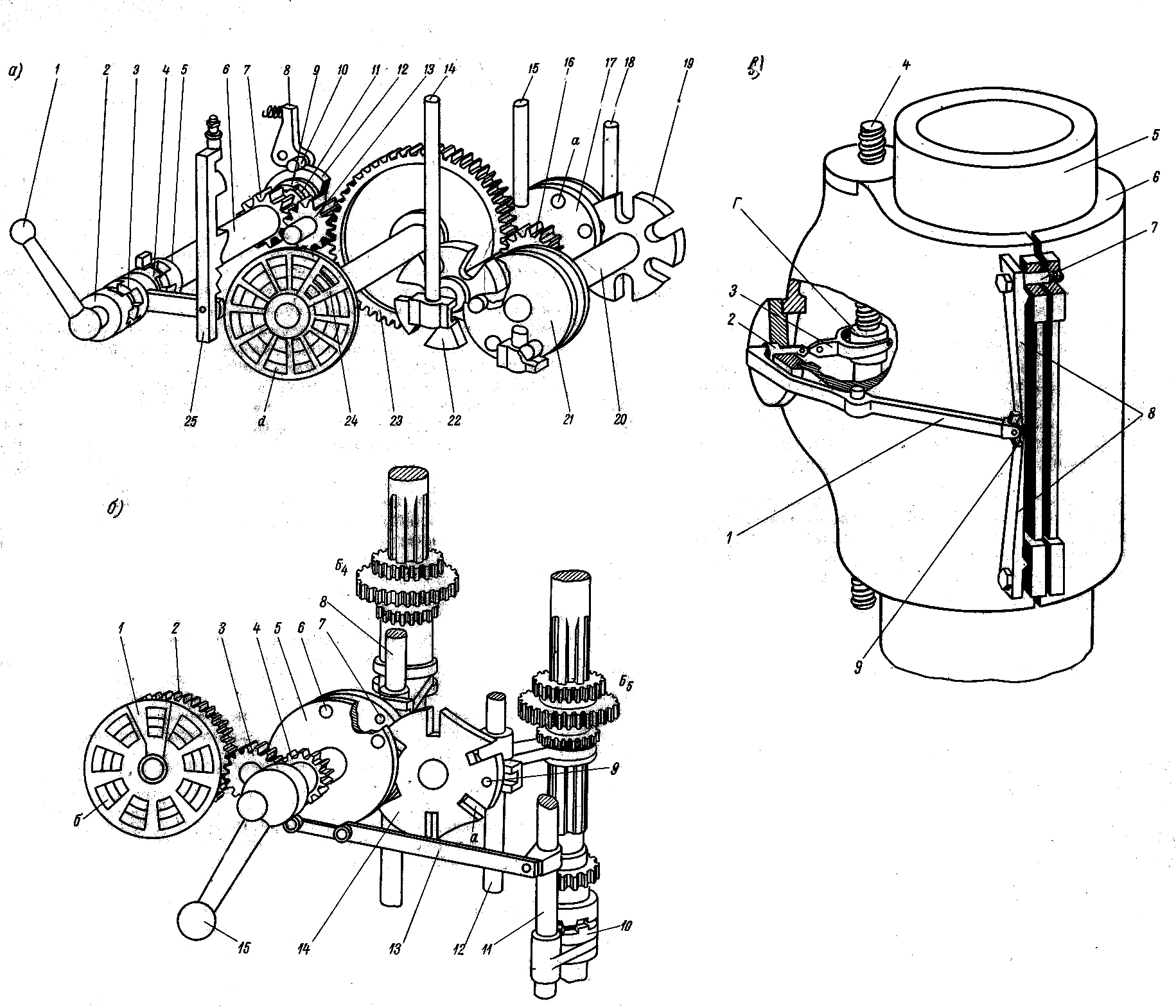
Рис. … Узлы радиально-сверлильного станка модели 2В56
5.2. Расточные станки.
Общие сведения
Расточные станки предназначены для обработки точных отверстий
.
Основные типы расточных станков:
1.Горизонтально-расточные, предназначены для сверления, зенкерования и развертывования отверстий, растачивание отверстий и подрезание торцев резцами, нарезание резьбы резцами, фрезерование поверхностей и пазов.
2. Координатно-расточные станки, предназначены для обработки точных отверстий, в тех случаях, когда нужно получить точные межцентровые расстояния или с заданным расстоянием от базовой поверхности с допуском 1-3 мкм.
3. Алмазно-расточные, предназначены для тонкой обработки с отклонением поверхности от цилиндрической формы в пределах 3-5 мкм.
5.2.1. Горизонтально-расточной станок модели 262Г
Основные узлы:
1.Станина с направляющими;
2.Передняя стойка с вертикальными направляющими;
3.Шпиндельная бабка с шпинделем и планшайбой;
4.Задняя стойка с опорным люнетом;
5.Стол на продольных и поперечных салазках;
6. Радиальный суппорт в направляющих планшайбы;
Основные технические характеристики:
1.Максимальное осевое перемещение шпинделя – 550 мм;
2.Максимальное вертикальное перемещение шпиндельной бабки – 750 мм;
3.Размер стола – 800-1000 мм;
4.Максимальное перемещение радиального суппорта – 150 мм;
5. 18 скоростей вращения шпинделя в диапазоне 20-1000 об/мин;
6. 14 скоростей вращения планшайбы 10-200 об/мин;
7.Осевые подачи шпинделя 0,05-16 об/мин;
8.Подача радиального суппорта 0,025-8 мм/об;
9.Вертикальная подача шпиндельной бабки 0,025-8 мм/об;
10.Мощность главного двигателя 7 кВт.
ь
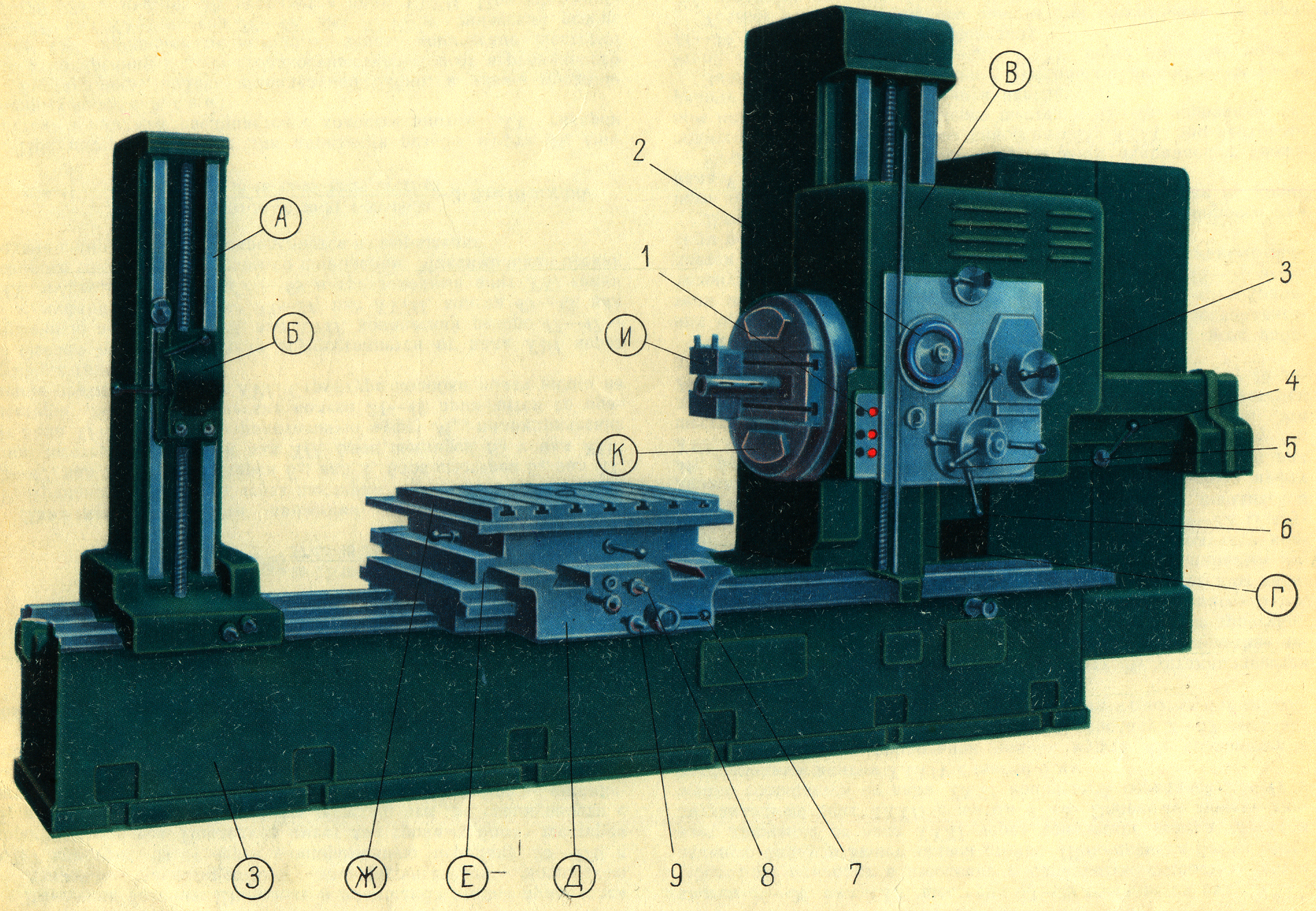
Рис. …Общий вид горизонтально-расточного станка модели 262Г
Принцип работы.
Инструмент закрепляют либо в шпинделе, либо в радиальном суппорте планшайбы. Этому инструменту сообщается главное движение вращения. Заготовку весом до 2 тонн закрепляют непосредственно на столе или в приспособление. Столу сообщается продольное или поперечное перемещение (установочное или подача). Шпиндельной бабке сообщается вертикальное перемещение и одновременно с ней перемещается опорный люнет задней стойки.
При растачивании глубоких отверстий или нескольких соосных отверстий расположенных на удаление друг от друга резец закрепляют на специальной оправке― борштанге. Один конец борштанге закрепляют в отверстие шпинделя, второй конец борштанге проходят через втулку опорного люнета.
В случае нарезании резьбы шпинделю сообщается на один его оборот осевое перемещение равному шагу резьбы.
При обработке торцев суппорту планшайбы сообщается радиальная подача.
Движение в станке.
I.Основные:
1.Главное движение – вращение шпинделя или планшайбы.
2.Подачи – осевая подача шпинделя:
-вертикальная подача шпиндельной бабки;
-радиальная подача суппорта планшайбы;
-продольная подача стола;
-поперечная подача стола;
-взаимосвязанные вращения шпинделя и осевое перемещение шпинделя при нарезании резьбы;
II. Вспомогательные
-все ускоренные перемещения основных узлов от отдельного привода и все ручные установочные при настройке станка.
Кинематика станка модели 262г
Движения резания. Шпиндель и планшайба станка приводятся в движение двухскоростным электродвигателем мощностью 6,5/7 кВт (рис. 39, а) через клиноременную передачу 90—270 и коробку скоростей. Последняя имеет два тройных блока шестерен Б1 и Б2, обеспечивающих девять передач, что в совокупности с двухскоростным электродвигателем позволяет сообщить шпинделю VII через колеса 43—58 восемнадцать различных чисел оборотов в минуту (рис. 39. б).
Наибольшее число оборотов шпинделя nmax в минуту с учетом упругого скольжения ремня определяется из выражения
nmax=289090 0,98528×47×55×43 =1000 об/мин
270 49×30×35×58
Для планшайбы пп min определяется из выражения
пп min =1440 90 0,98520×22×19×22 =10 об/мин
270 57×55×48×58
Движения подач. Эти движения заимствуются от вала IV. Вращение передается через шестерни 35—56, вал VIII, колеса 42—42, вал IX, блок шестерен Б3, вал X, блок шестерен Б4, вал XI, блок шестерен Б5, полый вал XII, блок шестерен Б6 и вал XIV. От вала XIV через предохранительную муфту Мn, цилиндрические шестерни 39—45 и конические колеса 21—42 приводится во вращение вертикальный вал XVI. Структура коробки подач видна из графика (рис. 39, в).
Осевая подача шпинделя осуществляется от вала XVI через червячную передачу 4—29, вал XVII, конический реверс 47—47— 47 с муфтой M3, шестерни 33—24, вал XVIII, колеса 48—33, вал XIX, муфту М6, шестерни 50—69 и трехзаходный винт XX, гайка которого соединена поводком со шпинделем. Максимальная осевая подача шпинделя s ш max определяется из выражения
s ш max= 1× 58×35×42×34×34×50×50×50×39×21×4×33×48×50
43×56×42×34×34×18×18×42×45×42×29×24×33×69
При настройке станка для нарезания резьбы муфта M6 снимается, а вал XIX соединяется с ходовым винтом XX гитарой сменных колес а, b, с и d.
Вертикальная подача шпиндельной бабки, а также продольная и поперечная подачи стола осуществляются от вертикального вала XVI, вращение от которого через конические шестерни 19—27, вал XXV, колеса 22—44, вал XXVI и конический реверс 36—36—36 с муфтой М4 передается валу XXVII. При сцеплении кулачковой муфты М5, с колесом 36 вращение через конические
колеса 36—36, вал XXX, шестерни 33—29 сообщается валу XXXI. Последний приводит в движение с одинаковой скоростью шпиндельную бабку и люнет задней стойки. Шпиндельная бабка получает движение от вала XXXI через конические колеса 18—48 и двухзаходный винт XXXII с шагом 8 мм. Опорному люнету движение сообщается от вала XXXI конической передачей 22—44 и двухзаходным винтом XXXIV с шагом 6 мм.
Для включения продольной подачи муфта М5 сцепляется с шестерней 48; при этом через червячную передачу 2—52 получает вращение реечная шестерня //, сцепляющаяся с косозубой рейкой, которая закреплена на станине станка.
Для включения поперечной подачи муфта М5 устанавливается в нейтральное положение, а муфта M7 включается, вследствие чего от вала XXVII приводится в движение пара цилиндрических шестерен 33—29 и поперечный ходовой винт XXVIII с шагом 6 мм.
Радиальная подача суппорта планшайбы заимствуется от гильзы V планшайбы и осуществляется через дифференциальный механизм. С одной стороны корпус дифференциала получает вращение непосредственно от гильзы V через шестерни 58—22, С другой стороны солнечная шестерня 20 дифференциала приводится в движение от гильзы V через шестерни 58—22, кулачковую муфту М1, вал IV, шестерни 35—56, коробку подач, вертикальный вал XVI, червячную передачу 4—29, вал XVII, кулачковую муфту М2, шестерни 57—43 и вал XXI. Дифференциал, суммируя оба эти движения, сообщает вращение валу XXII и далее через шестерни 24—116—22, червячную передачу 1—22 и реечную передачу 16 радиальному суппорту планшайбы.
Вспомогательные движения. Быстрые перемещения всех рабочих органов станка осуществляются от отдельного электродвигателя мощностью 2,8 квт, вращение от которого через предохранительную муфту Мп2 и редуктор с колесами 31—58 и 45—51 передается валу XXV и далее по ранее рассмотренным кинематическим цепям к рабочим органам станка.
Для ручного перемещения шпиндельной бабки и опорного люнета задней стойки служит рукоятка Р3, установленная на конце вала XXXIII.
Ручное перемещение стола в продольном направлении производится рукояткой Р4, установленной на валу XXIX, при нейтральном положении муфты М5, через шестерни 42—48, червячную передачу 2—52 и косозубую реечную передачу.
Задняя стойка перемещается в продольном направлении рукояткой Р6, установленной на валу XXXV, через винтовые колеса 11—34, вал XXXVI и реечную передачу.
Точная установка опорного люнета для обеспечения его строгой соосности со шпинделем производится маховичком Мх через червячную передачу 1—44.

Рис. … Кинематическая схема горизонтально-расточного станка модели 262Г