

5.3.Вибрашюнная диагностика расцентровки валов роторов и дефектов муфты.
На практике расцентровка роторов чаще всего связана с износом, изменением режима работы, жесткости фундамента, подводящих трубопроводов и представляет собой комбинацию излома (угловой расцентровки) и параллельного смещения осей роторов.
Обычно считается, что основным динамическим признаком расцентровки является рост (но, возможно, и незначительный) первых трех гармоник оборотной частоты в осевом направлении. Но такой же диагностический признак характеризует другие причины повышенной вибрации - ослабление крепления машины к фундаменту, дефект посадки подшипника, изгиб вала.
Поэтому для диагностики расцентровки необходимо проведение широкого комплекса измерений параметров вибрации. Не следует ограничиваться измерением на одном подшипнике в одном направлении, а выполнять измерения на обоих подшипниках по обе стороны от муфты в трех направлениях. В ответственных случаях измерения следует проводить на четырех подшипниках центрируемых роторов.
Часто расцентровка приводит к увеличению радиальных составляющих вибрации на подшипниковых стойках по обе стороны от муфты при достаточно низком уровне вибрации в других точках. Для определения плоскости смещения роторов следует построить распределение СКЗ виброскорости в осевом направлении в зависимости от угла установки датчика по окружности. Для этого датчик переставляется по окружности корпуса через 35-40°. При наличии расцентровки в результирующем графике будут два явно выраженных пика, расположенных диаметрально противоположно и определяющих плоскость смещения роторов.
Если аналогичная картина будет и на противоположном (через муфту) подшипнике, то вероятность смещения роторов очень велика. Важным фактором повышения точности диагностики расцентровки роторов является измерение начальной фазы характерных гармоник. На рис.22 приведен вибрационный спектр подшипника скольжения при наличии угловой расцентровки роторов (число оборотов вала 3000 об/мин). Из представленных данных следует, что при угловой расцентровке высокий уровень осевой вибрации, особенно двух первых гармоник. В зависимости от типа муфты и геометрического положения роторов в пространстве излом может приводить и к росту амплитуды третьей гармоники.

Рис.22.а. Спектр абсолютной вибрации роторной машины с угловой расцентровкой в вертикальной плоскости.
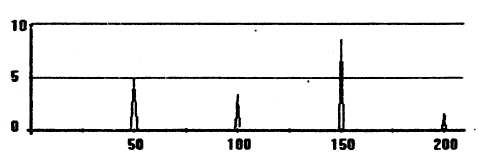
Рис.22.б.Спектр абсолютной вибрации роторной машины с
угловой расцентровкой в горизонтальной плоскости.

Рис.22.в. Спектр абсолютной вибрации роторной машины с угловой расцентровкой в осевом направлении.
Параллельное смещение роторов (рис.23) проявляется в росте радиальной составляющей вибрации. В этом случае вторая гармоника в радиальном направлении превышает первую.
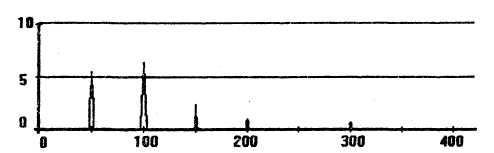
Рис.23.а. Спектр абсолютной вибрации роторной машины с
параллельной расцентровкой в вертикальной плоскости.

Рис.23.б. Спектр абсолютной вибрации роторной машины с параллельной расцентровкой в горизонтальной плоскости.
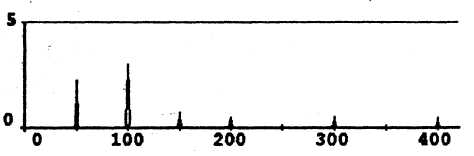
Рис.23.в. Спектр абсолютной вибрации роторной машины с
параллельной расцентровкой в осевом направлении.
Угловая расцентровка характеризуется высоким уровнем СКЗ в осевом направлении. Максимум мощности чаще всего сосредоточен либо на первой, либо на второй гармониках. При некоторых типах муфт и определенном геометрическом положении роторов максимальной в осевом направлении оказывается третья гармоника.
При угловой расцентровке по разные стороны муфты фаза основных гармоник в осевом направлении меняется на 180°.
В случае параллельного смещения осей основная энергия вибрации сосредоточена в первых двух гармониках в радиальном направлении. При этом, как правило, вторая гармоника больше первой. Осевая составляющая вибрации возрастает незначительно, за исключением случая расцентровки при изношенной муфте. В этом случае максимальной в осевом направлении оказывается вторая гармоника.
При переходе через муфту фаза основных составляющих радиальной вибрации изменяется на 180°.
При диагностике расцентровки рекомендуется регистрировать не только спектральный состав, но и временной сигнал вибрации. Рост второй гармоники приводит к несимметрии временного сигнала относительно оси времени и в ней могут отчетливо просматриваться соударения в муфте. Характер соударений и их интенсивность определяются типом муфты, ее техническим состоянием, типом расцентровки.
Зубчатые муфты, широко используемые ГПА, относятся к классу подвижных муфт с гистерезисом. Эти муфты не приводят к росту вибрации, если смещение роторов не превышает величин люфтов муфты. Поэтому в вибросигнале явные признаки расцентровки появляются только тогда, когда величина расцентровки превысит смещение, допустимое для данной муфты при данном техническом состоянии.
Именно в этом заключается разница в результатах центровки с помощью механических индикаторов и лазерного центровщика. Центровщик показывает истенное положение валов на неработающей машине, но это смещение валов может и не проявиться в вибрационном сигнале из-за наличия люфта в муфте.
При диагностике расцентровки роторов, соединенных зубчатой муфтой, наряду с характерными гармониками в вибросигнале появляются составляющие, связанные с динамическими ударами в моменты времени, когда полумуфты вследствие наличия люфта перемещаются в разных направлениях в диапазоне допустимого гистерезиса. Такой характер ударов полумуфт приводит к росту третьей, пятой, иногда, седьмой гармоник оборотной частоты. Появление второй гармоники в этом случае определяется формой волны вибрации в осевом направлении по окружности подшипника. Поэтому рост вибрации при расцентровке зависит от наличия и изменения зазоров в муфте, которые определяют интенсивность соударения муфт.
По качественным и количественным соотношениям вибрационных сигналов, вызванных появлением зазоров, можно оценить техническое состояние зубцовых пар и определять наличие трещин и сколов в зубьях. На рис.24 представлен спектр вибрации подшипника при наличии сдвиговой расцентровки и износа муфты. Здесь наличие расцентровки диагностируется по первым двум гармоникам оборотной частоты. Третья гармоника несколько меньше, но зато следующие, вплоть восьмой характеризуют техническое состояние муфты. Амплитуда этих гармоник не превышает 0.5 от первых двух, что говорит о серьезном износе муфты. Если бы амплитуды высших гармоник увеличились до амплитуд начальных, то можно говорить о полной деградации зубчатых пар в муфте. Возможен и другой подход к анализу технического состояния зубчатой муфты.
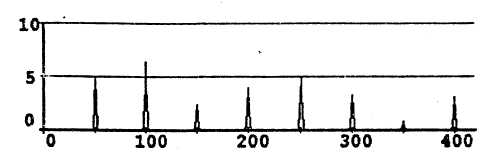
Рис.24. Спектр абсолютной вибрации роторной машины с расцентровкой и износом муфты в вертикальной плоскости.
Незначительное до 10% измерение амплитуд и фаз гармоник вибрации при нагруженном и разгруженном агрегате свидетельствует о том, что зубчатая муфта работает нормально. Работа зубчатой муфты характеризуется вибрацией с зубцовой частотой, равной произведению числа зубьев на число оборотов вала.
По мере износа профиль зубьев меняется и в спектре появляются высшие гармоники зубцовой частоты (часто вторая, третья).
Если же в одном из зубьев возникает дефект, то его жесткость уменьшается и в спектре вибрации появляется амплитудная модуляция зубцовой и основной гармоник. То есть, зарождающийся дефект проявляется в росте боковых гармоник зубцовой частоты, разнесенных от нее на частоту вращения. По мере роста числа поврежденных зубьев амплитуда боковых гармоник растет, а общий износ зубьев приводит к некоторому увеличению амплитуды зубцовой частоты и резкому увеличению амплитуд второй и третьей ее гармоник.
Таким образом, степень износа и техническое состояние муфты характеризуется интенсивностью вибрационных сигналов в диапазоне от первой до второй гармоник зубцовой частоты.