

2.2.2. Дефекти рейсфедерів
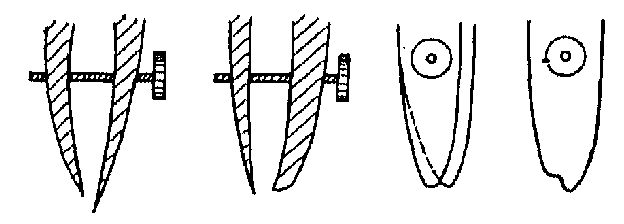
Рис. 2.2.2. Дефекти рейсфедера
Рейсфедер повинен викреслювати чіткі та рівні лінії товщиною від 0,1 до 1,2 мм. Висока якість ліній забезпечується виконанням наступних вимог:
кінці стулок рейсфедера повинні мати однакову довжину і товщину і знаходитися в одній площині;
рейсфедер повинен бути добре заточений, але не різати папір;
рейсфедер повинен бути міцно закріплений на ручці, а рейсфедер-кривоніжка – на стрижні.
Тому перед роботою інструмент повинен бути ретельно перевірений за допомогою лупи.
2.2.3. Заточення рейсфедерів
Якщо при перегляді будуть виявлені дефекти, позначені на рис. 2.2.3, рейсфедер слід заточити.

Рис. 2.2.3. Заточення рейсфедера: а – І-прийом, б – ІІ-прийом.
Заточку проводять за допомогою наждачного паперу.
Вибір зернистості наждачного паперу вельми широкий, він випускається 20 видів – від грубого, як металева терка, до тонкого, як шовк.
Найбільші за розмірами абразивні частинки має № 16. Папір № 80 і дрібніше використовують для зняття тонкого шару з матеріалу. Розміри від № 100 до № 180 вибирають для вирівнювання поверхні, а № 180 і дрібніше – для тонкої шліфовки. № 400 і дрібніше призначений для мокрої шліфовки. Дуже тонкий наждачний папір позначається номерами від 200 до 1200. Чим більший номер, тим тонший папір. Найбільш тонкий позначається номером 4000.
Спочатку необхідно зробити кінці стулок рейсфедера однаковими по довжині. Для цього з’єднують стулки гвинтом і сточують їх, тримаючи рейсфедер перпендикулярно та нахиляючи його вліво і вправо при русі (рис. 2.2.3. а). На рисунку показано стан рейсфедера до і після першого прийому заточки. Потім потрібно загострити сточені кінці стулки рейсфедера. Для цього між стулок закладають шматочок ластику або дерева і сточують зовнішню сторону зазначеної стулки (рис. 2.2.3. б).
Після заточення, щоб зняти задирки, проводиться шліфування інструменту на сухому дрібнозернистому наждачному папері. Робиться це так само, як і при заточуванні, але з мінімальним натиском.
Внутрішні сторони стулок шліфують з максимальною обережністю.
Подвійний рейсфедер точать так само, як і одинарний.
У процесі заточування необхідно контролювати зміни стану кінців стулок використовуючи лупу.
Перелік посилань
Демкин А.Д. Теория и техника черчения. Пособие для учащихся и руководство для самообразования / А.Д. Демкин. – М. : СПб Издание А.С. Панафидиной, 1914. – 261 с.
Штейнберг А.Л. Методы и инструменты архитектурного проектирования (справочное пособие) / А.Л. Штейнберг. – К. : Будивэльнык, 1977. – 103 с.
Кудряшов К.В. Средства и приемы изображения в архитектурной школе: Учеб. пособие / К.В. Кудряшов, В.В. Катышев. – М. : МАРХИ-М, 1988. – 48 с.
Кудряшов К.В. Архитектурная графика / К.В. Кудряшов. – М. : Стройиздат, 1990. – 312 с.
Беккерман А.О. Материалы для художественно-оформительских работ: Учеб. пособие / А.О. Беккерман. – М. : Высшая школа, 1989. – 95 с.
Орехов H.H. Производственная графика. Учебник для ПТУ / Н.Н. Орехов. – М. : Высшая школа, 1988. – 192 с.
Щипанов A.C. Юным любителям кисти и резца / А.С. Щипанов. – М. : Просвещение, 1981. – 255 с.