

1.Технологическая часть
1.1.Особенности выполнения сварки плавлением
Тепло для плавления получают от электрической дуги, возникающей в узком разрыве электрической дуги между электродом и изделием. Электрическое сопротивление этого зазора поднимает температуру до 4500-6000градусов, в результате чего конец электрода и участок детали плавится подлежащий соединению, по средствам сварки. После остывания металла получается сварочный шов, по прочности не уступающих основному металлу изделия.
1.2.Подтовка металла под сварку
Детали, предназначенные для сварки, должны быть очищены от грязи, масляных пятен и других посторонних частиц. Особенно тщательную очистку следует выполнять в околошовной зоне, так как любые посторонние частицы, загрязняющие сварочную ванну, могут отрицательно сказаться на качестве сварного соединения. При сварке металла с неочищенной поверхность возникают различные дефекты шва: поры и трещины, а так же ухудшается формирование, шва для очистки деталей используют механические и химические методы. К механическим относятся дробеструйная и дробемётная обработка, зачистка металлическими щётками, шлифовальными кругами, лентами. Химическими методами очистки обезжиривают и травят поверхности свариваемых деталей. Расчищают ванный и струйный методы.
1.3.Техника выполнения сварных швов
П равильное поддержание дуги и её перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Ровный и качественный шов получается при правильном выборе дуги и равномерности её перемещения, которое может происходить в трёх направлениях. Первое поступательное движение идёт по оси электрода, при помощи этого движения поддерживается, необходимая длинна дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина, уменьшается, а расстояние между электродом и сварочной ванной увеличивается.
Для того чтоб это не происходило, электрод стоит продвинуть вдоль оси поддерживая постоянную дугу.
Продольное перемещение электрода вдоль оси свариваемого шва формирует ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика на 2-3мм. Больше электрода
Перемещение, поперечное движение электрода позволяет получить необходимую ширину шва, его совершают колебательными движениями возвратно поступательного характера .Ширина поперечных колебаний электрода определяется и зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых сварному соединению. Обычно ширина шва находится в пределах отполтора до пяти целых диаметра электрода.
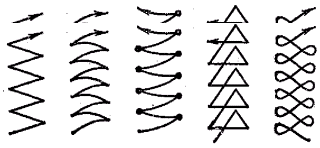
Траектория движения конца электрода
Д ля завершения оборванного шва зажигают дугу на расстоянии 12мм от углубления, образовавшегося на конце шва называемого кратером. Электрод возвращают к кратеру, чтоб образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Порядок размещения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы, различают: короткие длина которых, не больше 300мм, средние от 300мм до 1000мм, и длинные больше 1000мм.
Короткие швы заполняют за один проход от начала до конца. Швы средней длины выполняют обратноступенчатым методом от середины к краям.
Угловые швы можно выполнять двумя методами в угол и в лодочку. При сварке в «угол» допускается большой зазор между деталями до 2мм, сборка проще, техника сварки сложнее, в этом способе возможны подрезы и наплывы. Но низкая производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8мм. Сварка в «лодочку» допускает большие катеты шва за один проход, поэтому более производительно такая сварка требует тщательной сборки.
«Положение электрода и изделия при выполнении угловых швов»
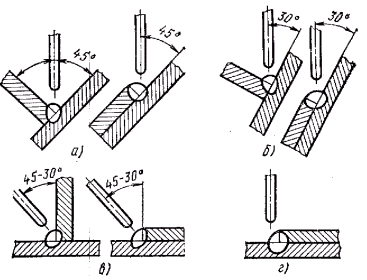
А ) Сварка в симметричную «Лодочку». б) Не симметричная. в) в угол наклонным электродом. г) сварка с оплавлением кромок.