

10.Свердління
Свердління є основним способом одержання глухих і наскрізних циліндричних отворів у суцільному матеріалі заготівлі.
Як інструмент при свердлінні використовується свердел, що має дві головні ріжучі крайки.
Для свердління використовуються свердлильні й токарські верстати.
На свердлильних верстатах свердел робить обертальне (головні) рух і поздовжнє ( рух подачі) уздовж осі отвору, заготівля нерухлива.
При роботі на токарських верстатах обертальне (головний рух) робить оброблювана деталь, а поступальний рух уздовж осі отвору (рух подачі) робить свердло.
Діаметр просвердленого отвору можна збільшити свердлом більшого діаметра. Такі операції називаються розсвердлювання .
При свердлінні забезпечуються порівняно невисока точність і якість поверхні.
Для одержання отворів більше високої точності й чистоти поверхні після свердління на тім же верстаті виконуються зенкування й розгортання.
Зенкерування – обробка попередньо отриманих отворів для додання їм більше правильної геометричної форми, підвищення точності й зниження шорсткості. Багатолезовий різальним інструментом - зенкером, що має більше тверду робочу частий, відсутній ! число зубів не менш трьох .
Розгортання – остаточна обробка циліндричного або конічного отвору розгорненням з метою одержання високої точності й низкою шорсткості. Розгорнення - багатолезовий інструмент, що зрізує дуже тонкі шари з оброблюваної поверхні .
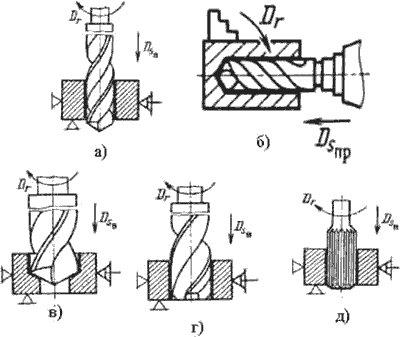
Схеми свердління, зенкування й розгортання
11.Фрезерні роботи.
Фрезерування площин.
Фрезерування циліндричними фрезами. Циліндричні фрези застосовують для обробки площин. Циліндричні фрези виготовляють цільними зі швидкорізальної сталі з дрібними і великими зубами. У напрямку обертання фрези ділять на право-і леворежущіе.
Вибір типу і розміру фрези залежить від конкретних умов обробки. Фрези з великим зубом застосовують для чорнової і получістовой обробки площин, фрези з дрібним зубом - для получістовой і чистової обробки.
Якщо потрібно обробити пласку поверхню, розташовану під кутом до горизонтальної площини, то заготовку встановлюють на універсальної поворотною плиті. Поворотні плити дозволяють обробляти площині з будь-яким кутом нахилу в межах від 0 до 90 °.
Фрезерування торцевими фрезами. Торцеві фрези призначені для обробки площин на вертикально-та горизонтально-фрезерних верстатах, на відміну від циліндричних мають зуби, розташований на циліндричної поверхні і на торці.
Для чорнової обробки вибирають торцеві насадні фрези зі вставленими ножами. При чистової обробки слід застосовувати торцеві насадні фрези з дрібними зубами.
12.Фрезерування
Фрезерування – високопродуктивний і розповсюджений метод обробки поверхонь заготівель: багатолезовим різальним інструментом – фрезою.
Головним рухом при фрезеруванні є обертання фрези, а допоміжним поступальне переміщення заготівлі. Рух подачі може бути й обертовий рух заготівлі навколо осі обертового стола або барабана (карусельно- фрезерні, і барабанно-фрезерні верстати). Кожний ріжучий зуб при обертанні фрези урізається в заготівлю й здійснює різання тільки в межах певного кута повороту фрези, а потім обертається в холосту до наступного врізання. Таким чином, особливістю процесу фрезерування є періодичність і переривчастість процесу різання кожним зубом фрези, при чому процес врізання зуба супроводжується ударами.
По виконанню фрези діляться на циліндричні, коли зуби розташовуються тільки на циліндричній поверхні фрези й торцеві, у яких ріжучі зуби розташовуються на торцевій і циліндричній поверхні фрези.
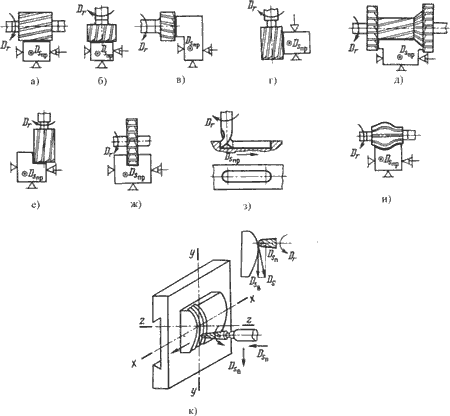
Схеми обробки заготівель на верстатах фрезерної групи.
Горизонтальні площини фрезерують на горизонтально-фрезерних верстатах циліндричними фрезами і на вертикально - фрезерних верстатах торцевими фрезами .
Вертикальні площини фрезерують на горизонтально-фрезерних верстатах торцевими фрезами і торцевих фрезерних головок, а на вертикально - фрезерних верстатах - кінцевими фрезами .
Комбіновані поверхні фрезерують набором фрез на горизонтально - фрезерних верстатах.
Поступися й прямокутні пази фрезерують кінцевими і дисковими фрезами.
Шпонкові пази фрезерують кінцевими або шпонковими фрезами на вертикально - фрезерних верстатах .
Фасонні поверхні незамкнутого контуру із криволінійної утворюючої й прямолінійної напрямної фрезерують фасонними фрезами відповідного профілю .
Просторово - складні поверхні обробляють на копіювально-фрезерних автоматах. Обробку роблять спеціальною кінцевою фрезою. Фрезерування ведуть по трьох координатах: x, y, z (об'ємне фрезерування).