

2.Кшм автомобиля «Славута»
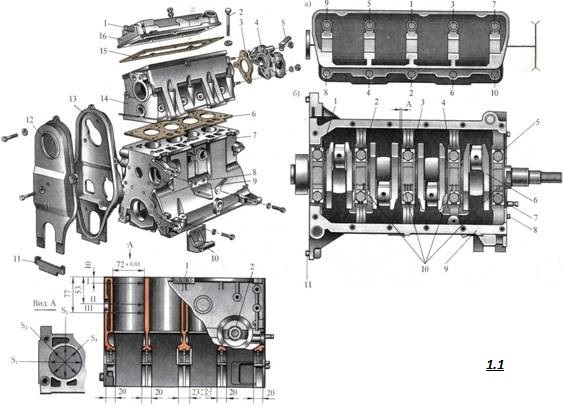
Рис. 2.1. Головка и блок цилиндров двигателя:
а — схема последовательности (1...10) затяжки болтов крепления головки цилиндров; б — блок цилиндров с коленчатым валом (вид снизу); 1, 2, 3, 4, 5 — крышки подшипников; 6 — коленчатый вал; 7 — упор пружины натяжения ремня; 8 — установочный штифт блока; 9 — блок цилиндров; 10— метки крышек подшипников; 11 — установочная втулка; А — осевой зазор
Устройство. Кривошипно-шатунный механизм состоит из блока цилиндров, поршней с поршневыми пальцами и поршневыми кольцами, шатунов, коленчатого вала и маховика. Все детали расположены в блоке цилиндров. В передней части блока цилиндров расположены детали привода механизма газораспределения. В задней части расположен механизм сцепления. Блок 7 цилиндров сверху закрывается головкой 14 цилиндров, уплотняемой прокладкой. Головка цилиндров крепится к блоку цилиндров болтами 2 с внутренними шестигранниками на головках. На головку цилиндров устанавливается крышка 16, уплотняемая прокладкой 15. Крышка к головке цилиндров крепится болтами.Блок цилиндров двигателя отлит из чугуна и составляет одно целое с цилиндрами. Высокая жесткость блока обеспечивается тем, что плоскость разъема блока с масляным картером расположена ниже оси коленчатого вала на 53 мм. Между цилиндрами по всей их высоте выполнены протоки для охлаждающей жидкости, благодаря чему обеспечивается интенсивный отвод тепла, улучшается охлаждение поршней и поршневых колец, снижается температура масла для двигателя.Рубашка охлаждения блока цилиндров сообщается с рубашкой головки цилиндров через отверстия в их взаимно прилегающих плоскостях.В нижней части блока цилиндров выполнено пять опор для вкладышей коренных подшипников коленчатого вала. Крышки коренных подшипников обрабатывают окончательно под вкладыши вместе с блоком, поэтому они невзаимозаменяемы. Чтобы обеспечить их правильное расположение при сборке, необходимо учесть, что на них нанесены метки соответствующих опор. Каждая крышка закреплена двумя болтами с моментом затяжки 70...85 Н • м. В блоке и крышках коренных подшипников выполнены кольцевые канавки для подвода масла к коренным вкладышам. Счет опор подшипников и соответствующих им крышек и номеров цилиндров ведется от переднего торца блока цилиндров. По периметру нижней части блока идет обработанный фланец, к которому болтами прикреплен литой масляный картер (поддон). Герметизация внутренней полости блока в местах стыка передней и задней крышек и масляного картера осуществляется прокладками. В зависимости от фактического диаметра цилиндра, полученного в процессе его доводки, для более точного обеспечения оптимального зазора между цилиндрами и поршнями (0,05...0,07 мм) цилиндры по диаметру делятся на пять размерных групп А, Б, В, Г, Д через 0,01 мм. При изготовлении нового двигателя поршни нормального диаметра подбирают к соответствующим цилиндрам по группам. Группы обозначены буквами в середине верхней части блока с левой стороны. Место 1 нанесения групп см. на рис. 9.В процессе эксплуатации у блока цилиндров необходимо периодически проверять затяжку болтов и гаек, следить за герметичностью в манжетных уплотнениях коленчатого вала и соединениях, уплотняемых прокладками. Затяжку болтов головки цилиндров выполняют на холодном двигателе при температуре 15...25 °С в два приема: вначале с моментом 35...40 Н • м при установке головки на двигатель и окончательно с моментом 95...115 Н • м. Для блока цилиндров, чтобы продлить срок его службы, предусмотрены ремонтные размеры под увеличенные диаметры цилиндров. Толщина сте-13 нок в цилиндрах позволяет их растачивать и под увеличенные ремонтные размеры поршней. Расточка цилиндров осуществляется в том случае, когда износ цилиндров превышает 0,15 мм или если на их стенках имеются задиры. Максимально допустимое увеличение диаметра цилиндра при расточке должно быть не более 0,5 мм. Ремонтная расточка цилиндров выполняется под ремонтные размеры поршней и колец с увеличением диаметра против номинального на 0,25 и 0,5 мм, т. е. 72,25 + 005 и 72,50 + 005 мм. Поршни ремонтных размеров, имеющие увеличенные диаметры, изготавливают с контрольным диаметром юбки 72,25-0.06-0.01 и 72,50-0.06-0.01 мм, расположенном на расстоянии 53 мм от верхнего торца без разбивки на группы. Поэтому при ремонтной расточке и хонинговании цилиндров необходимо подгонять диаметр цилиндра по имеющемуся диаметру юбки поршня так, чтобы зазор между юбкой поршня и цилиндром был 0,05...0,07 мм, и поршни одного двигателя должны быть одного ремонтного увеличения.При замене блока цилиндров в качестве запасной части поставляется блок цилиндров в сборе с номинальными диаметрами цилиндров 72+0,05 мм.Поршни 1 отлиты из алюминиевого сплава и имеют терморегулирующее кольцо. Юбки поршней — не разрезные. Масса поршня 315 ±2 г. Днища поршней плоские, но в центре под углом 21° имеются два углубления диаметром 36 мм и глубиной 7,8 мм для исключения упирания поршней в клапаны при проворачивании коленчатого вала в случае проскальзывания или обрыва ремня привода распределительного вала.Новые поршни, имеющие наружный диаметр юбки 72-0.01 -0.05 мм, разбиты на пять размерных групп: А, Б, В, Г, Д через 0,01 мм. Поршни ремонтных размеров с увеличенным диаметром юбки поршня на 0,25 и 0,5 мм маркируют, проставляя на днище поршня соответствующие диаметры юбок.Ось отверстия под палец смещена относительно диаметральной плоскости поршня на 1,5 мм. Для правильной установки пальца на днище поршня нанесена стрелка. При монтаже стрелка на всех поршнях должна быть обращена к его передней части, т. е. в сторону носка коленчатого вала.В зависимости от диаметра отверстия под поршневый палец поршни сортируют на три группы через 0,004 мм и маркируют краской на бобышке (красной, желтой, зеленой). В качестве запасных частей для замены поршней выпускают поршни номинальных и двух ремонтных размеров. Поршни ремонтных размеров отличаются от поршней номинальных размеров наружным диаметром, увеличенным на 0,25 и 0,50 мм.Чтобы обеспечить требуемый зазор между нижней частью юбки поршня и цилиндром (в пределах 0,05...0,07 мм), поршни номинального размера сортируют на пять групп. Буквенное обозначение группы (А, Б, В, Г, Д) наносят на наружной поверхности днища поршня. На днищах поршней ремонтного размера наносят действительный размер.При первой замене поршней в изношенный цилиндр без расшлифовки рекомендуется устанавливать поршни номинального размера, преимущественно группы Д. Разница в массе самого тяжелого и самого легкого поршней для одного двигателя не должна превышать 4 г. Поршневые пальцы стальные, плавающие, с наружным диаметром 20 мм, длиной 61 мм и толщиной стенки 4 мм. От осевого перемещения палец предохраняется пружинными стопорными кольцами 12. Пальцы изготовлены с высокой точностью и рассортированы по наружному диаметру на три группы. Наружная поверхность пальцев подвергается цементации и термической обработке для достижения высокой твердости.
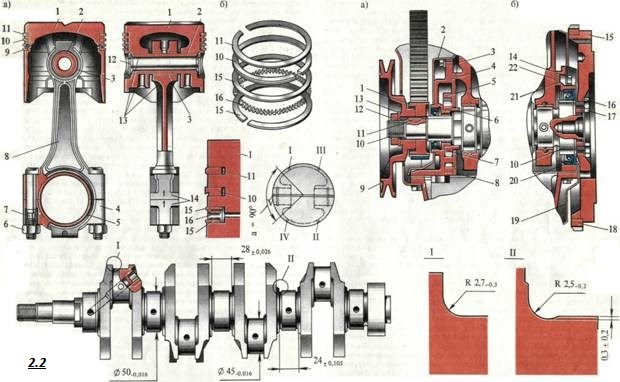
Рис. 2.2. Поршень с шатуном (а) и расположение колец на поршне (б), Передняя и задняя опоры коленчатого вала:
7 — поршень; 2 — поршневой палец; 3 — втулка шатуна; 4 — крышка шатуна; 5 — вкладыш; 6 — гайка болта крышки шатуна; 7 — болт крышки шатуна; 8 — шатун; 9 — маслосъемное кольцо в сборе; 70 и 77 — соответственно верхнее и нижнее компрессионные кольца; 72 — стопорное коль-14 цо; 73 — места цветовой маркировки (снизувверх) шатуна, бобышки поршня и поршневого пальца; 74 — клеймо номера цилиндра; 75 — диски маслосъемного кольца; 76 — расширитель маслосъемного кольца. На участке а с обеих сторон не должны находиться замки компрессионных колец и замки дисков маслосъемных колец. Расположение замков: 7 и II — компрессионных колец, 777 — верхнего диска, IV — нижнего диска; V — расширителя маслосъемного кольца
а — передний конец коленчатого вала со шкивом: 7 — ведущий шкив коленчатого вала; 2 — внутренний кожух плоскозубчатого ремня; 3 — корпус масляного насоса; 4 — прокладка; 5 и б — ведомая и ведущая шестерни масляного насоса;7 — манжета; 8 — крышка масляного насоса; 9 — шкив привода генератора; 70 — коленчатый вал;
В запасные части поставляют поршневые пальцы с цветовой маркировкой, нанесенной на внутренней поверхности пальца. Маркировка обозначает одну из трех размерных групп (красный, зеленый, желтый), отличающихся друг от друга на 0,004 мм.
На каждом поршне установлены по три поршневых кольца, по два компрессионных, изготовленных из специального чугуна, верхнее хромированное со скругленными кромками, нижнее фосфатированное, и одно стальное маслосъемное кольцо, состоящее из трех элементов: двух стальных дисков 15, осевого и радиального расширителя 16.
На наружной цилиндрической поверхности второго компрессионного кольца имеется прямоугольная фаска. Кольцо на поршень устанавливается фаской вниз. Стальные диски маслосъемного кольца собирают масло, которое через расширитель и канавки в поршне стекает в масляный картер.
Монтажный зазор в замке колец, сжатых в цилиндре, должен быть 0,21...0,55 мм для компрессионных и 0,9... 1,5 мм для маслосъемных колец. При установке поршней в цилиндры замки колец должны быть раздвинуты, как показано на рис. 11.
В запасные части поршневые кольца поставляют номинальных и двух ремонтных размеров. Кольца ремонтных размеров отличаются от колец номинального размера наружным диаметром, увеличенным на 0,25 и 0,50 мм. Кольца ремонтного размера устанавливают только на ремонтные поршни.
Шатун 8 двигателя стальной, кованый, со стержнем двутаврового сечения. В верхнюю головку шатуна запрессована бронзовая втулка 3. В зависимости от внутреннего диаметра втулки шатуны разбивают на три группы через 0,004 мм. На головку шатуна наносят цветовую маркировку (красный, желтый, зеленый). По этой маркировке подбирают палец к верхней головке шатуна. Шатуны в сборе с крышками подгоняют по массе. Масса шатуна в сборе должна быть 540 ±4 г.
В нижней головке шатуна устанавливают взаимозаменяемые тонкостенные сталеалюминиевые вкладыши, которые удерживаются от проворачивания выступами, входящими в пазы, имеющиеся в теле шатуна. Зазор между шатунными шейками коленчатого вала и вкладышами шатуна 0,030... 0,076 мм.
Коленчатый вал двигателя полноопорный, отлит из высокопрочного чугуна. Номинальный диаметр коренных шеек вала 50-0,016 мм, а шатунных 45-0,016 мм. Для повышения износостойкости рабочие поверхности коренных и шатунных шеек закалены токами высокой частоты на глубину 2... 3 мм. Коленчатый вал динамически отбалансирован. Допустимый дисбаланс не превышает 15 г • см.
В теле вала просверлены каналы для масла. Масло к шатунным шейкам подается от 1-й, 2-й, 4-й и 5-й коренных шеек. Выходы сверлений заглушены завернутыми в них пробками. Диаметральный зазор между коренными шейками вала и их вкладышами 0,040...0,089 мм, что обеспечивает циркуляцию масла и безударную работу соединения без выдавливания слоя смазки. Осевая фиксация коленчатого вала осуществляется упорными полукольцами, установленными в торцах гнезда подшипника 3-й коренной шейки в блоке. Осевой зазор в этом соединении 0,054...0,306 мм.
На переднем носке коленчатого вала находятся ведущий 15 шкив 1 привода газораспределения и шкив 9 ременной передачи на генератор. Оба они установлены на сегментной шпонке и затянуты гайкой 12 с моментом затяжки 100... 125 Н • м. Шкив снабжен меткой для установки зажигания и регулировки клапанных зазоров.
Носок коленчатого вала уплотнен манжетой 7, которая запрессована в корпусе 3 масляного насоса. Фланец заднего конца коленчатого вала уплотнен манжетой 20, установленной в держатель манжеты. На заднем конце коленчатого вала к фланцу болтами прикреплен маховик.
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек с уменьшением их диаметров на 0,125, 0,25 и 0,5 мм против номинального размера.
Маховик 15 отлит из чугуна. На коленчатом валу маховик установлен на фланце и крепится через шайбу шестью болтами, один из которых смещен. Болты, крепящие маховик, затягивают с моментом затяжки 70...90 Н • м. На маховике установлен штифт подачи импульса на диагностический датчик положения поршня в в. м. т., а сверху маховика напрессован стальной зубчатый обод.
Маховик динамически балансируют. Допустимый дисбаланс должен быть не более 10 г • см. При ремонте шатунно-поршневой группы в маховике проверяют плоскости прилегания ведомого диска сцепления, состояния ступицы и зубчатого обода.
Вкладыши коренных подшипников — тонкостенные, сталеалюминие-вые, с радиальными отверстиями для прохода масла. Верхние и нижние вкладыши каждого подшипника одинаковы. Чтобы исключить возможность их проворачивания, на них имеются усы. Вкладыши 1-го, 2-го, 4-го и 5-го подшипников (шириной 17,76... 18,0 мм) имеют на внутренней поверхности кольцевые канавки для непрерывной подачи масла к шатунным шейкам. Вкладыши 3-го коренного подшипника такой канавки не имеют и отличаются большей шириной (21,76...22,0 мм). Вкладыши шатунных подшипников — тонкостенные, сталеалюминиевые. Верхние и нижние вкладыши взаимозаменяемые. Чтобы исключить их проворачивание, на них выполнены усы.
Вкладыши ремонтных размеров отличаются от вкладышей номинального размера уменьшенным на 0,125; 0,25; 0,5 мм внутренним диаметром. Наружный диаметр всех вкладышей одинаков. Коренные подшипники и вкладыши шатунов ремонтных размеров устанавливают только после перешлифовки шеек коленчатого вала. Коренные подшипники рекомендуется менять все одновременно, чтобы избежать повышенного прогиба коленчатого вала. При замене коренных подшипников необходимо проследить за правильной установкой вкладышей и совпадением отверстий для подвода смазки.