

Соответственно, такие соп изготавливать нельзя.
(и) Кривизна и состояние донной поверхности
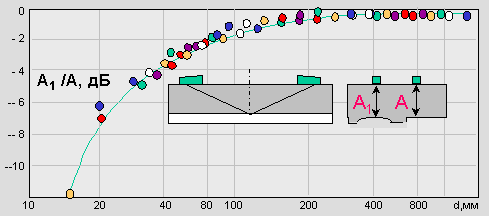
При отражении от внутренней стенки цилиндрического изделия (трубы, сосуды) пучок деформируется, и амплитуда переотраженного сигнала уменьшается, как показано на рисунке:
Кроме того, на амплитуду переотраженного сигнала существенно влияет ориентация плоскости падения относительно оси изделия, шероховатость и наличие отложений на внутренней поверхности, а также наличие в изделии жидкой фазы. Поэтому перед началом основного контроля необходимо снять профилограмму внутренней стенки в режиме толщинометрии и оценить степень ее коррозионно-эрозионного повреждения, а также наличие жидкости внутри.
(к) Кривизна контактной поверхности играет большую роль в формировании ДН в металле. На криволинейной границе вследствие преломления пучка происходит его расширение в соответствии с законом синусов (βi/αi). При контроле наклонным ПЭП цилиндрических изделий в радиальной плоскости ДН расширяется тем больше, чем больше угол ввода, чем меньше диаметр изделия и чем больше размер пьезопластины. |
|
|
|
При этом меняется также ракурс озвучивания (угол встречи с дефектом) в зависимости от расстояния до дефекта, что влияет на амплитуду эхо-сигнала. |
|
|
|
|
При компенсации расширения ДН при контроле по криволинейным поверхностям призмы (протекторы) ПЭП изготавливают по форме изделия или притирают. В этом случае эффект расширения проявляется в меньшей степени. Для полной компенсации расширения ДН протектор можно выполнить в форме фокусирующей линзы, например из сплава Д16Т, хотя линза ухудшает реверберационно-шумовую характеристику ПЭП. При неправильном сопряжении рабочей поверхности призмы ПЭП с изделием может иметь место и изменение угла ввода. Рисунок демонстрирует, как правильно сопрягать призму с криволинейной поверхностью, чтобы сохранить заданный угол ввода. |
|
|



(л) Квазиискривление диаграммы направленности
В металлах с большим затуханием и в изделиях большой толщины наблюдается квазиискривление ДН, т.е. амплитуда сигнала от отражателя, взятого перифирийным лучом ДН, в силу меньшего пути больше, чем амплитуда сигнала от отражателя, взятого центральным лучом. Этот эффект усиливается с глубиной отражателя.

В барабанах из стали 16ГНМА при толщине 115 мм Δh = 14÷17 мм, а при толщине 125 мм – 15÷18 мм.
Вследствие этого эффекта имеют место два рода ошибок:
в определении глубины залегания дефекта (поскольку мы измеряем по максимальной амплитуде и думаем, что отражатель располагается на оси);
в определении SЭ по АРД-диаграммам.
Эти, в большинстве случаев субъективные, ошибки легко устраняются проведением повторных измерений. В сомнительных случаях рекомендуется проводить определение координат X и Y с обеих сторон шва прямым и однажды отраженным лучом, а также использовать ПЭП с различными углами призмы.
( м)
Влияние поверхности на близкорасположенный
отражатель
м)
Влияние поверхности на близкорасположенный
отражатель
Эхо-сигнал от дефектов высотой hД~λ, расположенных на поверхности, имеет сложный интерференционный характер, который обусловлен сложением волн – переотраженных от дефекта и от поверхности изделия. Эхо-сигнал от «висячих» дефектов, т.е. удаленных от поверхности на расстояние h, меньшее, чем пространственная длина импульса
I = τc/2,
где τ – длительность зондирующего импульса, формируется за счет интерференции составляющих поля, непосредственно дифрагированных на дефекте и переотраженных от границы, а также трансформированных волн другой моды (другого типа).
Эффективность обнаружения висячих дефектов существенно повышается при использовании схемы «тандем» с двумя ПЭП в одном корпусе.
(н) Ориентация вектора поляризации падающей поперечной волны
Поперечная волна поляризована, т.е. колебания частиц в ней происходят в одной плоскости. Вектор поляризации для наклонного ПЭП лежит в плоскости падения. По отношению к плоскостному дефекту, приведенному на рисунке, это т.н. SV-волна. Ее коэффициент отражения R зависит от угла φ, что показано на рисунке б. При φкр=31° коэффициент R минимален.

При озвучивании вертикальной трещины в радиальной плоскости в соответствии с графиком б, наименее эффективен угол ввода α = 60° (т.е. φд = 30° близок к φкр и коэффициент отражения минимален). Для учета этого явления и выбора оптимального угла ввода используют приведенную выше номограмму. Если колебания частиц в поперечной волне параллельны поверхности отражателя, такие волны называются SH-волнами. При любых φ коэффициент R=1, как показано пунктиром на графике б. Этот случай реализуется при прозвучивании хордовыми ПЭП. При выборе схемы прозвучивания объекта контроля целесообразно предварительно прорисовывать пути лучей и выбирать угол встречи большим, чем φкр, или стараться применить SH-волны.
(о) Влияния температуры
Температура призмы и контактной жидкости, в частности нагретых объектом контроля, сильно влияет на величины ошибки в определении координат отражателя (пеленгационная ошибка). Ниже показаны температурные зависимости скоростей продольных Cl и поперечных Ct волн в оргстекле (а) и уровня затухания (1), скорости ультразвука (2) и плотности (3) для машинного масла (б).

Наличие температурных градиентов приводит к изменению фактических углов ввода наклонных ПЭП по сравнению с геометрическими углами, что показано на номограммах.

Во избежании связанных с этим ошибок настройку глубиномера дефектоскопа следует проводить на образце, имеющем температуру, равную температуре объекта контроля. При использовании в таких условиях процессорных дефектоскопов через меню следует вводить фактическое значение угла ввода для данной температуры, взятое, например, из номограммы.
Характерные ошибки в определении координат и размеров дефектов обусловлены, в основном, небрежностью в выполнении контроля.
Неточность измерения максимума эхо-сигнала. Эта ошибка исключается при работе с компьютерным дефектоскопом в режиме «заморозки».
Неточность установки ПЭП в положение регистрации максимума эхо-сигнала.
Пренебрежение учетом фактического акустического контакта в месте установки ПЭП при измерении дефекта (ошибка исключается при использовании датчика ДШВ и методики ЦНИИТМАШ корректировки чувствительности дефектоскопа).
Изменение угла ввода вследствие наклона ПЭП на неровностях контролируемой поверхности (сварочные брызги, вмятины, песок и т.п.).
Отклонение ширины валика усиления от требований чертежа. Дефекты берутся не центральным, а периферийным лучом ДН.
Пренебрежение кривизной наружной и внутренней поверхностей изделия.
Пренебрежение заполнением изделия жидкостью. Ошибка может достигать 2 дБ.
Большинства из них можно избежать, если дополнительно зачистить (подчистить) поверхность абразивной бумагой средней зернистости, после чего тщательно протереть и вновь покрыть контактной жидкостью.