

Характерные примеры распределения выявленных:
а) непроваров по длине в швах сосудов толщиной 50÷250 мм;
б) компактных шлаковых включений, пор и их скоплений в швах 8÷22 мм;
в) плоскостных (непроваров, трещин) в швах 8÷22 мм.

Распределение дефектов по размеру, как правило, описывается распределением Вейбулла.

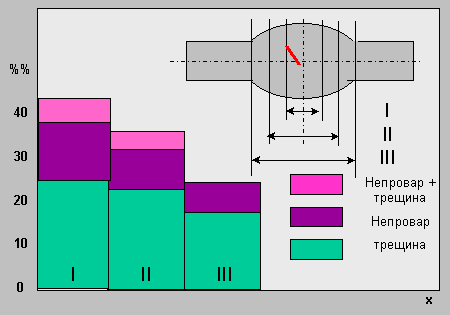
Основная масса дефектов обычно сосредоточена в корне шва. Статистика распределения дефектов в поперечном сечении шва и по глубине h зависит от конструкции шва: при K- и X-образных разделках непровары образуются, как правило, в верхней средней зоне шва, что видно из диаграмм, применительно к стыковым швам сосудов толщиной H = 90÷240 мм. Это обуславливает значительно худшую их выявляемость в сравнении с дефектами, выходящими на поверхность.
В односторонних сварных швах с V-образной разделкой (трубы, сосуды небольшой толщины и др.) эти дефекты расположены у противоположной поверхности и хорошо выявляются в силу углового эффекта, при котором суммируются сигналы, переотраженные от дна и от плоскости отражателя.

Статистика распределения плоскостных дефектов по ширине шва применительно к резервуарам нефтехранилищ, выполненных автоматической дуговой сваркой (АДС) и ручной дуговой сваркой (РДС). Показывает, что основная масса дефектов расположена в средней части (зона I).
В угловых и нахлесточных соединениях основная масса дефектов сосредоточена вблизи плоскости, проходящей через биссектрису сварного шва.


Распределение дефектов по азимуту θ относительно продольной оси шва является нормальным (гауссовым) со среднеквадратичным отклонением δθ = 4÷5°.
Э то
определяет необходимость проворотов
ПЭП вокруг нормали к оси шва на угол
3δθ ≈ ±15° при сканировании.
то
определяет необходимость проворотов
ПЭП вокруг нормали к оси шва на угол
3δθ ≈ ±15° при сканировании.
В сварных соединениях сосудов высокого давления и паропроводов из сталей перлитного и перлитно-мартенситного классов внутренние трещины ориентированы, в основном, вертикально. Распределение экспериментальных данных близко к нормальному, со среднеквадратичным отклонением σφ равным: 7° для электрошлаковой сварки (ЭШС) и 8,5° для автоматической дуговой и ручной дуговой сварки (АДС и РДС). Близкие значения σφ получены применительно к швам резервуаров нефтехранилищ с толщиной стенки 12÷22 мм. Обнаружение вертикальных трещин эффективно только в случае применения эхо-зеркального метода (тандем) или дельта-метода с регистрацией волн дифракции.


На выявляемость дефектов и на появление ложных сигналов сильно влияет отклонение ширины усиления шва от номинального значения и величина взаимного смещения верхнего и нижнего валиков усиления.
Здесь приведены характерные статистики применительно к швам резервуаров нефтехранилищ.
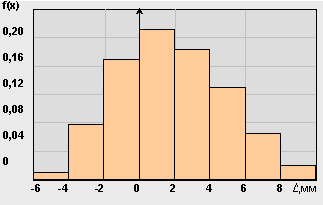
(Δ – отклонение ширины валика от номинального значения)
(Δ/b) – величина взаимного смещения валиков усиления

Основные ошибки обнаружения и оценки величины дефектов Основные ошибки и их природа
На амплитуду отраженного сигнала, его индикатрису рассеяния и, следовательно, на оценку величины дефекта влияет множество различных факторов, как зависящих от оператора и дефектоскопа, так и независимых, случайных, которые учесть или избежать невозможно. Поэтому все инструментальные операции (настройка дефектоскопа, поиск дефектов, измерение параметров несплошностей и оценка их допустимости) в той или иной мере обусловлены возникновением ошибок, завышающих (ошибки первого рода χα) или занижающих (ошибки второго рода χβ) измеряемые характеристики несплошностей и степень их опасности. Первые – приводят к ложной браковке (перебраковке). Вторые – обуславливают пропуск опасных (критических) дефектов (недобраковку). Очевидно, что чем меньше ошибок при контроле, тем выше его достоверность и воспроизводимость.