

Характерные дефекты сварных соединений трещины горячие
Это разрывы металла в процессе кристаллизации. Расположены в шве или околошовной зоне, ориентированы поперек оси шва. Как правило, имеют небольшие размеры, малое раскрытие, слабо шероховатую, почти плоскую поверхность. Отражение УЗ близко к зеркальному.
К горячим трещинам относятся также поперечные, ориентированные поперек оси шва и расположенные в шве или околошовной зоне.
|
|
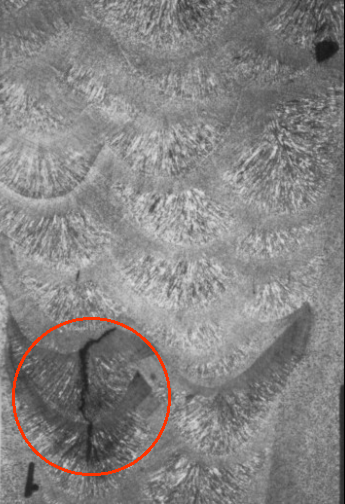






Трещины холодные
Как правило, имеют большие размеры, неровную поверхность, сильно развиты в трехмерном пространстве. Довольно легко обнаруживаются по «блестящим точкам», т.е. по участкам, благоприятно ориентированным к падающему пучку УЗ.


Трещины паукообразные
сильно разветвлены, поэтому обнаруживаются довольно легко.

Трещины усталостные
слабо шероховаты, слабо волнисты, поэтому УЗ отражают почти так же, как детерминированные отражатели.

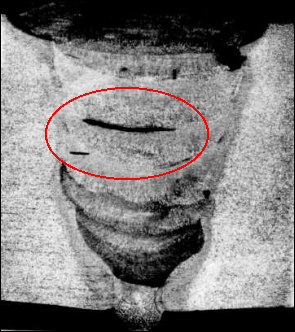
Непровары (несплавления) межваликовые
По конфигурации они мало отличаются от шлаковых включений. Часто ориентированы горизонтально. Со стороны основного металла гладкие по кромкам, со стороны наплавленного металла шероховатые. |
|

НЕПРОВАРЫ В ПРИТУПЛЕНИИ К- и Х-образных СТЫКОВЫХ, ТАВРОВЫХ И УГЛОВЫХ ШВОВ
имеют гладкую поверхность. Отражение УЗ происходит так же, как от донных отражателей, т.е. по законам геометрической акустики.

НЕПРОВАРЫ В КОРНЕ ОДНОСТОРОННИХ ШВОВ
являются угловыми отражателями УЗ, поэтому имеют повышенную отражательную способность.

ШЛАКОВЫЕ ВКЛЮЧЕНИЯ
Это включения в наплавленный металл оплавленного флюса, обмазки электродов и т.п.
Вдоль оси шва, как правило, имеют вытянутую форму, часто образуют цепочки.
В поперечном сечении форма неопределенная, но чаще всего это неправильный овал или треугольник с шероховатой поверхностью.


ПОРЫ
Это газовые пузырьки сферической или цилиндрической формы ось цилиндра, как правило, вертикальна. Чаще всего образуют скопления.

СВИЩИ (КАНАЛЬНЫЕ ПОРЫ)
Это отверстия (каналы) малого диаметра и большой глубины, иногда сквозные.

Статистика дефектов сварных соединений
При отработанной технологии количество и статистическое распределение дефектов по типу и по размеру стабильно. В среднем, из общей массы дефектов в швах 25 – 40 % составляют непровары и трещины, 60 – 75 % – объемные дефекты (включения, поры и т.п.).
Нарушения технологии приводят к резкому увеличению количества и размеров дефектов, а также к появлению дефектов новых типов (например поперечных трещин).
Изменение статистических показателей контроля качества является одним из важных критериев оценки стабильности технологического процесса изготовления данного изделия, и наоборот: при стабильной технологии сварки – позволяет судить о нарушении технологии контроля.
Классический пример – налаженный статистический контроль качества сварных стыков рельсов на заводах МПС. Стабильный в среднем процент брака характерен для каждого завода. Увеличение этого процента свидетельствует об ухудшении технологии и о необходимости принятия мер по улучшению сварки. Сокращение % брака говорит об ослаблении ультразвукового контроля (УЗК) и о необходимости наведения порядка в службе контроля.