

Автоматизация узк сварных швов
Автоматизация кардинально повышает достоверность и производительность УЗК сварных швов. Объем применения автоматизированных средств контроля существенно возрастает с каждым годом. Применение процессорной техники для управления сканированием и для обработки информации позволяет решать самые сложные задачи. Ультразвуковые голографы и томографы реализуют внутривидение (интроскопию) в полной мере. В частности, они позволяют получать трехмерные изображения дефектов, что однозначно решает вопросы эксплуатационного ресурса изделия. Ниже приведены фотографии различных автоматизированных дефектоскопов.
Автокон – мгту (удс – 4 – 25 «автокон – 1м»)

Сканер АВГУР-2 фирмы «ЭХО+» (Москва)
|
|

Сравнение эффективности ручного (РК) и автоматизированного (АК) контроля сварных швов паропроводов Ду-300 АЭС, выполненного установкой «Авгур 4-2», приведено в матрице достоверности (всего 213 дефектов).
-
РК БРАК
РК ГОДЕН
АК БРАК
56%
37%
АК ГОДЕН
7%
0
При РК недобраковки (ошибка второго рода χβ) составляет 37%, а перебраковка (ошибка первого рода χα) составляет 7%. Наивысшая вероятность обнаружения трещин и более высокая точность измерения их величины достигается при эхо-зеркальном методе контроля (“тандем”). При АК установкой “Циклон” ЦНИИТМАШ каналом “тандем” в кольцевых сварных швах 104 обечаек толщиной 105÷145 мм обнаружено в 1,7 раз больше дефектов, чем каналами с совмещенными ПЭП.
Механизированный дефектоскоп Скаруч фирмы алтес (Москва)

Дефектоскопы цниитмаш

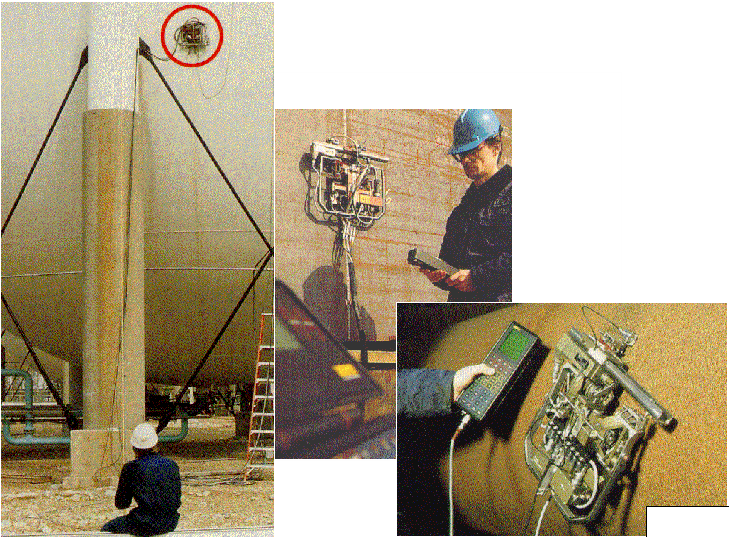
Механизированные сканеры фирмы FORCE
(Дания) для контроля сварных швов
резервуаров и трубопроводов.






|
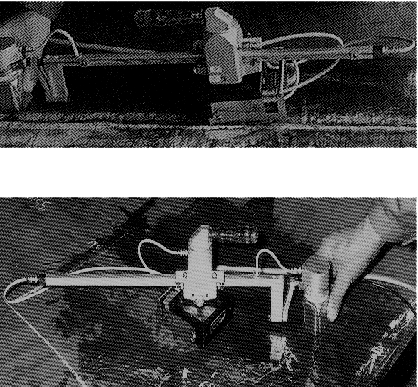
Дефектоскоп фирмы SSI (США) с двухкоординатным ручным сканером обеспечивающий получение разверток (дефектограмм) A, B и C |
В данном курсе использованы оригинальные и опубликованные материалы автора, а также
Н.П. АЛЕШИНА, С.А. АРТЕМЬЕВА, В.Е. БЕЛОГО, В.Т. ВЛАСОВА,
В.Н. ВОЛЧЕНКО, А.Х. ВОПИЛКИНА, В.А. ВОРОНКОВА, А.К. ГУРВИЧА,
И.Н. ЕРМОЛОВА, В.Д. КОРОЛЕВА, Н.П. РАЗЫГРАЕВА, А.З. РАЙХМАНА,
Я.Ю. САМЕДОВА, В.М. УШАКОВА и др.