

3. Физическая сущность и силы резания
Резание
— сложный процесс взаимодействия
инструмента и заготовки, сопровождающийся
рядом физических явлений: деформированием
срезаемого слоя и наклоном обработанной
поверхности, выделением тепла, износом
инструмента и др. Оно происходит по
следующей упрощенной схеме: в начальный
момент (см. рис.6) движущийся резец создает
а приповерхностном слое заготовки
упругие деформации, которые, увеличиваясь,
переходят в пластические. В плоскости,
перпендикулярной направлению движения
возникают нормальные напряжения
![]() ,
а в плоскости движения — касательные
напряжения
,
а в плоскости движения — касательные
напряжения
![]() .
максимальны в точке приложения силы А
и уменьшаются при удалении от нее.
действуют в прирезцовой области как
снижающие, а затем переходят через О и
становятся растягивающими. При таком
распределении механических напряжений
деформирование срезаемого слоя будет
иметь сдвигающий характер. Сдвигаемые
деформации происходят в зоне
стружкообразования ABC,
но условно можно считать, что сдвиг
элементов стружки происходит по плоскости
ОО. Ее называют плоскостью сдвига,
а угол, под которым она расположена к
направлению движения резца, — углом
сдвига (
.
максимальны в точке приложения силы А
и уменьшаются при удалении от нее.
действуют в прирезцовой области как
снижающие, а затем переходят через О и
становятся растягивающими. При таком
распределении механических напряжений
деформирование срезаемого слоя будет
иметь сдвигающий характер. Сдвигаемые
деформации происходят в зоне
стружкообразования ABC,
но условно можно считать, что сдвиг
элементов стружки происходит по плоскости
ОО. Ее называют плоскостью сдвига,
а угол, под которым она расположена к
направлению движения резца, — углом
сдвига (![]() ).
).
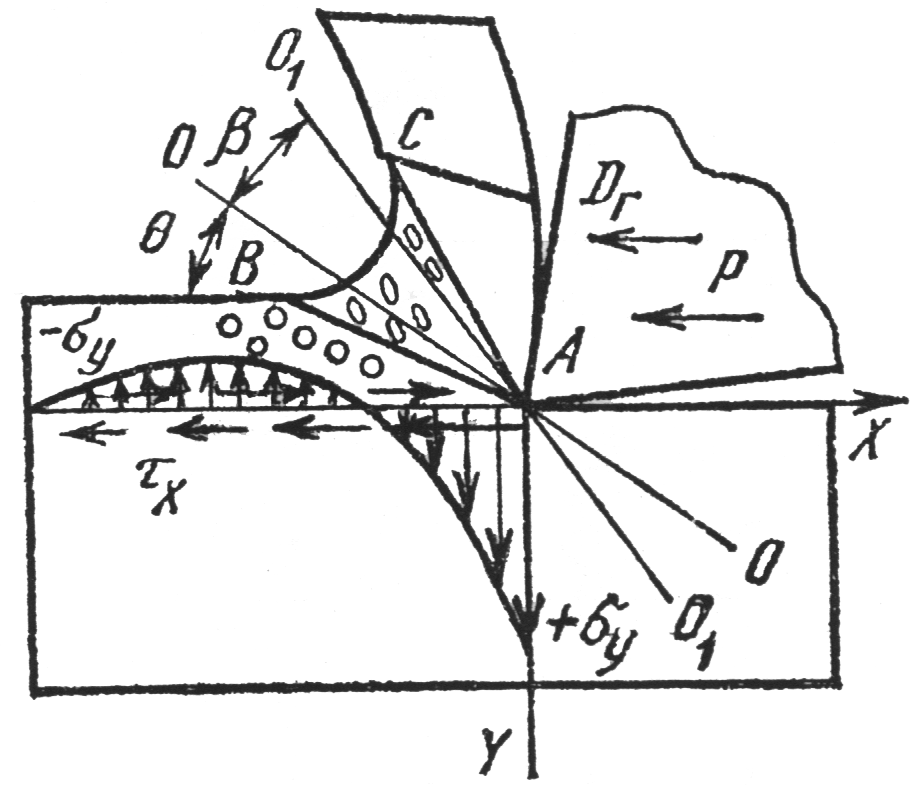
Рис.6. Схема резания лезвийным инструментом
Материал
стружки дополнительно деформируется
за счет ее трения о поверхность лезвия.
Таким образом формируется структура
сильно измельченных и вытянутых вдоль
текстуры О1О1 (угол текстуры
![]() )
зерен стружки. Степень текстурирования
максимальна для пластичных металлов
(
)
зерен стружки. Степень текстурирования
максимальна для пластичных металлов
(![]() )
и деформирования стружки очень мала у
хрупких (
)
и деформирования стружки очень мала у
хрупких (![]() ).
Характер деформирования срезаемого
слоя и стружкообразование зависят также
от параметров инструмента, режимов и
условий обработки. Сливная стружка
(сплошная лента с гладкой прирезцовой
и слегка зазубренной внешней сторонами)
образуется при резании пластичных
металлов; суставчатая с ярко
выраженными зазубринами — при резании
металлов средней твердости и элементная
из отдельных, несвязанных фрагментов
— при резании хрупких металлов.
Деформирование стружки выражается
также в ее укорочении и утолщении при
неизменности ширины. Его характеристиками
являются коэффициенты укорочения
).
Характер деформирования срезаемого
слоя и стружкообразование зависят также
от параметров инструмента, режимов и
условий обработки. Сливная стружка
(сплошная лента с гладкой прирезцовой
и слегка зазубренной внешней сторонами)
образуется при резании пластичных
металлов; суставчатая с ярко
выраженными зазубринами — при резании
металлов средней твердости и элементная
из отдельных, несвязанных фрагментов
— при резании хрупких металлов.
Деформирование стружки выражается
также в ее укорочении и утолщении при
неизменности ширины. Его характеристиками
являются коэффициенты укорочения
![]() (для хрупких металлов
(для хрупких металлов
![]() ,
для пластичных — 5-7) и утолщения
,
для пластичных — 5-7) и утолщения
![]() ,
которые входят в расчеты при проектировании
режущего инструмента, устройств дробления
и удаления стружки.
,
которые входят в расчеты при проектировании
режущего инструмента, устройств дробления
и удаления стружки.
Деформирование
и срезание с заготовки слоя металла
происходит под действием внешней силы,
приложенной к ней со стороны инструмента.
В результате сопротивления деформированию
возникают реактивные силы, действующие
на инструмент:
![]() и
и
![]() — упругого и пластичного деформирования,
направленные перпендикулярно передней
и главной задней поверхностям (см.
рис.7а) и силы трения
— упругого и пластичного деформирования,
направленные перпендикулярно передней
и главной задней поверхностям (см.
рис.7а) и силы трения
![]() и
и
![]() ,
направленные вдоль этих поверхностей.
Сила резания является равнодействующей
этих сил:
,
направленные вдоль этих поверхностей.
Сила резания является равнодействующей
этих сил:
![]() .
.
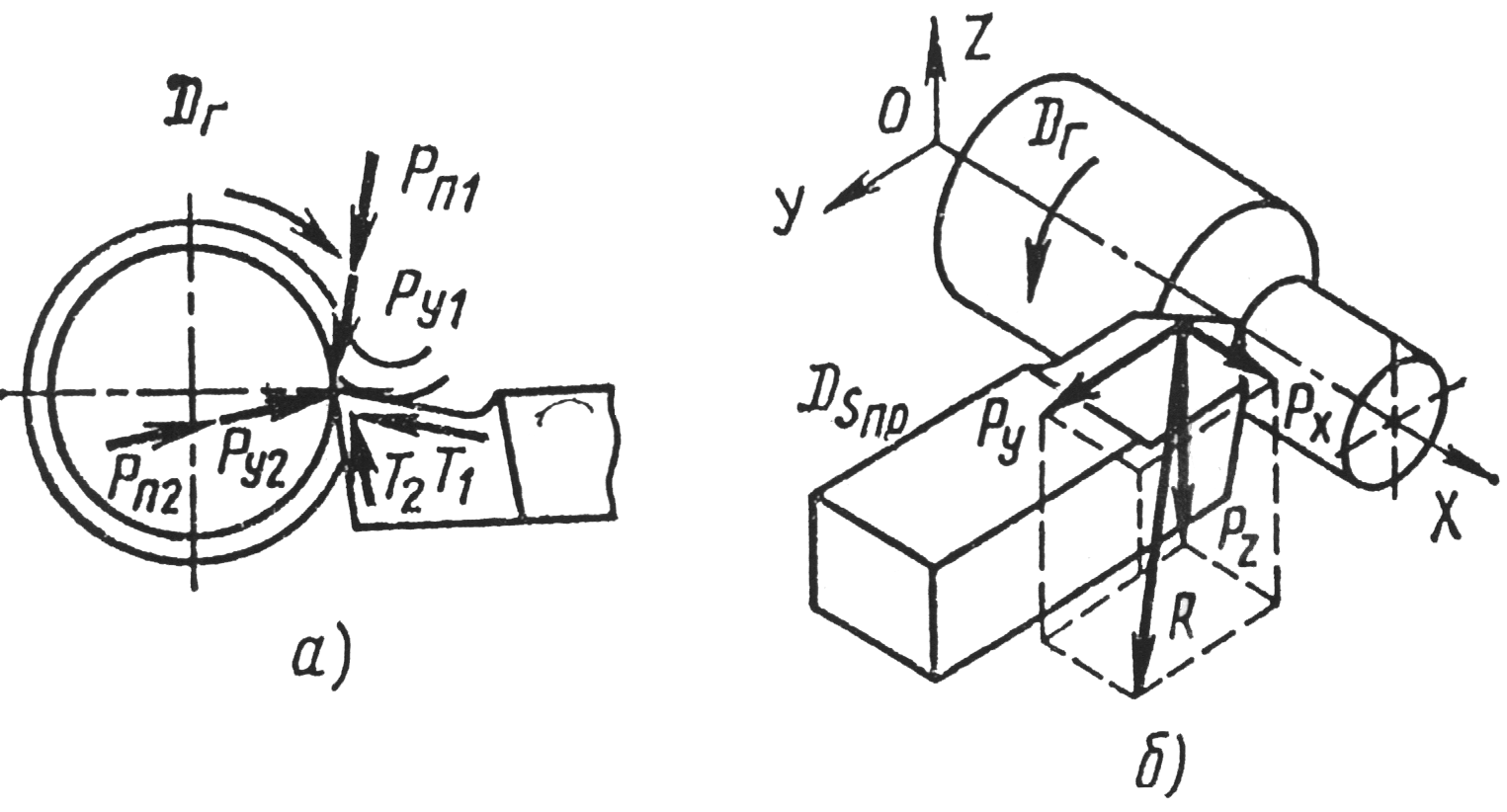
Рис.7. Составляющие и разложение сил резания
Считают,
что точка приложения силы
![]() находится на главной режущей кромке
инструмента (рис.7б). Однако и величина,
и направление, и точка приложения
в процессе резания являются переменными
из-за неоднородностей структуры
обрабатываемого металла, непостоянства
параметров срезаемого слоя, изменения
угла
и
в процессе резания и других факторов.
Для расчетов прочности инструмента и
узлов станка, мощности привода и др.
используют не
,
а ее составляющие по координатным осям
станка. Для токарного станка (рис.7б):
ось Х — линия центров; Y
— горизонтальная линия, перпендикулярная
линии центров; Z — линия,
перпендикулярная плоскости XOY.
находится на главной режущей кромке
инструмента (рис.7б). Однако и величина,
и направление, и точка приложения
в процессе резания являются переменными
из-за неоднородностей структуры
обрабатываемого металла, непостоянства
параметров срезаемого слоя, изменения
угла
и
в процессе резания и других факторов.
Для расчетов прочности инструмента и
узлов станка, мощности привода и др.
используют не
,
а ее составляющие по координатным осям
станка. Для токарного станка (рис.7б):
ось Х — линия центров; Y
— горизонтальная линия, перпендикулярная
линии центров; Z — линия,
перпендикулярная плоскости XOY.
Главная
(касательная) составляющая силы резания
![]() действует в плоскости резания в
направлении главного движения. По
определяют крутящий момент на шпинделе,
эффективную мощность резания, изгиб
заготовки в плоскости XOZ,
изгиб резца и его отжатие от заготовки,
рассчитывают динамику механизма коробки
скоростей.
действует в плоскости резания в
направлении главного движения. По
определяют крутящий момент на шпинделе,
эффективную мощность резания, изгиб
заготовки в плоскости XOZ,
изгиб резца и его отжатие от заготовки,
рассчитывают динамику механизма коробки
скоростей.
Радиальная
составляющая силы резания
![]() действует в плоскости XOY
перпендикулярно оси заготовки. По
определяют упругое отжатие резца от
заготовки и ее изгиб в плоскости XOY.
действует в плоскости XOY
перпендикулярно оси заготовки. По
определяют упругое отжатие резца от
заготовки и ее изгиб в плоскости XOY.
Осевая
составляющая силы резания
![]() действует вдоль оси заготовки. По ней
рассчитывают механизм подачи станка и
изгибающий момент, действующий на
стержень резца.
действует вдоль оси заготовки. По ней
рассчитывают механизм подачи станка и
изгибающий момент, действующий на
стержень резца.
По
деформировании заготовки, возникающей
под действием
и
,
рассчитывают ожидаемую точность
размерной обработки и погрешностей
формы. По суммарному изгибающему моменту
![]() рассчитывают стержень резца на прочность
(
— длина стержня); крутящий момент на
шпинделе:
рассчитывают стержень резца на прочность
(
— длина стержня); крутящий момент на
шпинделе:
![]() ,
,
эффективную мощность
![]() ,
расходуемую на деформирование и срезание
стружки:
,
расходуемую на деформирование и срезание
стружки:
![]()
и др.
Силы , и определяют по эмпирическим формулам, например:
![]() ,
,
где
![]() — коэффициент, учитывающий свойства
обрабатываемого материала;
— коэффициент, учитывающий свойства
обрабатываемого материала;
![]() — другие факторы (углы заточки и материал
резца, например). Значения
,
и показателей степеней: x,
y, n даются
в справочниках для проходного острого
резца с
— другие факторы (углы заточки и материал
резца, например). Значения
,
и показателей степеней: x,
y, n даются
в справочниках для проходного острого
резца с
![]() ;
;
![]() ;
;
![]() при точение без охлаждения:
при точение без охлаждения:
![]() .
.