

10. Производительность мартеновского цеха
Производительность мартеновского цеха ЗАО « Металлургический завод Петросталь» 325 тысяч тонн годных слитков в год.
11. Продукция мартеновского цеха, структура стальных слитков
 Основной
продукцией мартеновского цеха является
стальной слиток. В мартеновском цехе
ЗАО «Петросталь» получаются слитки
массой 3,55 т.
Основной
продукцией мартеновского цеха является
стальной слиток. В мартеновском цехе
ЗАО «Петросталь» получаются слитки
массой 3,55 т.
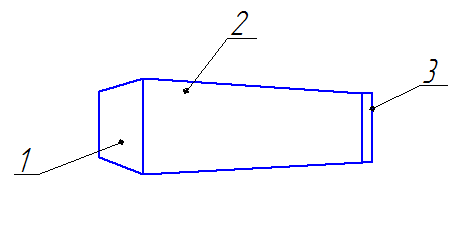
Прибыльная часть- в прибыльную часть выводится усадочная раковина
Основная часть
Донная часть- в донной части оседают примеси, на донной части ставится номер плавки
На последующих этапах донная часть и прибыль удаляются.
Рисунок 2.Строение слитка
12. СУЩНОСТЬ ПРОКАТКИ
Прокатка металлов - способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов. Валки имеют форму гладких цилиндров или цилиндров с нарезанными на них углублениями (ручьями), которые при совмещении двух валков образуют калибры. Обычно при прокатке металл подвергается значительной пластической деформации сжатия.
Различают продольную, поперечную и винтовую прокатки, а также: - горячую прокатку при высокой температуре; - теплую прокатку при повышенной температуре с целью снижения упрочнения (наклепа) металла при его деформации; - холодную прокатку для производства листов и ленты толщиной менее 1.5-6 мм, прецизионных сортовых профилей и труб.
13. Оборудование применяемое при прокатке
1. Прокатный стан
2. Валки прокатных станов
В прокатном цехе ЗАО « Петросталь» имеется оборудование:
cтан 900/680 - обжимно-заготовительный;
стан 350 – среднесортный;
адьюстаж, включающий оборудование для приемки, отделки, складирования и отгрузки готового проката.
14. Продукция прокатного цеха
круглый прокат диаметром 28 - 180 мм;
квадратная заготовка со стороной 63-200 мм;
полосы толщиной 10-30 мм и шириной 40-300 мм;
специальные фасонные профили эквивалентного сечения (толщина отдельных элементов не менее 30 мм, общая ширина не более 300 мм);
прокат горячекалиброванный повышенной точности круглого сечения диаметром 27-72 мм;
плоские заготовки высотой 50-100 мм и шириной 200-300 мм или высотой 100 мм и шириной 330-400 мм.
Длина проката 2,5 - 6,0 м.
15. Контроль качества
На ЗАО «Петросталь» контроль качества производится в центральной лаборатории. Лаборатория проводит механические испытания, экспертизные исследования и химический анализ материалов, неразрушающий контроль и диагностика изделий методами рентгенографии, ультразвуковой дефектоскопии и толщинометрии; капиллярный контроль; магнитопорошковый контроль; визуальный и измерительный контроль.
ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
Сталь 20
Расшифровать сталь, вычертить стальной угол Fe-C, назначить температуру прокатки материала.
Классификация: сталь конструкционная углеродистая качественная. Применение: трубы перегревателей, коллекторов и трубопроводов котлов высокого давления, листы для штампованных деталей, цементуемые детали для длительной и весьма длительной службы при температурах до 350 град.
Химический состав в % материала 20
![]()
Рисунок 3. Часть диаграммы состояний сплавов Fe C для сталей
Температура критических точек материала 20
Ac1 = 724 , Ac3(Acm) = 845 , Ar3(Arcm) = 815, Ar1 = 682 |