

4. Оборудование кузнечного цеха и его описание
ГОРИЗОНТАЛЬНО-КОВОЧНЫЕ МАШИНЫ
 Горизонтально-ковочные
машины
(ГКМ)
применяют во многих отраслях промышленности
при изготовлении самых различных
заготовок, требующих технологических
переходов высадки, прошивки, просечки,
пережима заготовки, выдавливания, гибки
и, наконец, отрезки, т. е. отделения
штамповки от прутка.
Горизонтально-ковочные
машины
(ГКМ)
применяют во многих отраслях промышленности
при изготовлении самых различных
заготовок, требующих технологических
переходов высадки, прошивки, просечки,
пережима заготовки, выдавливания, гибки
и, наконец, отрезки, т. е. отделения
штамповки от прутка.
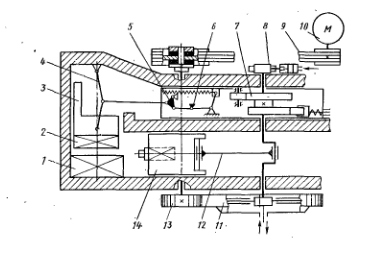
Рис.1 Кинематическая схема горизонтально-ковочной машины
Широкое распространение этих машин в различных отраслях промышленности обусловлено следующими их преимуществами:
1) высокой производительностью при изготовлении относительно небольших партий;
2) экономичным расходом металла по сравнению со штамповкой на молотах;
3) высокой точностью получаемых поковок, что в сочетании с малыми припусками и уклонами обеспечивает незначительные отходы при дальнейшей обработке на металлорежущих станках;
4) широкими технологическими возможностями, по которым они близки к автоматам для горячей объемной штамповки;
5) возможностью проведения автоматизации штамповки при изготовлении крупных партий однотипных деталей.
Главное достоинство машин с горизонтальной плоскостью разъема матриц состоит в том, что при раскрытых матрицах зев станины полностью открыт для движения заготовок по всей длине матричного блока, что, безусловно, облегчает и упрощает автоматизацию этих машин, хотя и следует отметить, что за последние годы имеется также положительный опыт по автоматизации ГКМ с вертикальной плоскостью разъема матриц.
Машины с горизонтальным разъемом матриц выпускаются с зажимным ползуном, имеющим качательное либо возвратно-поступательное движение.
На рис. 1 показана кинематическая схема ГКМ с вертикальным разъемом матриц. От электродвигателя 10 через клиноременную передачу 9 вращение, передается маховику, установленному на приводном валу. В маховик встроен фрикционный предохранитель, который срабатывает при превышении допустимого крутящего момента. С приводного вала через зубчатую передачу 13 вращение передается на коленчатый вал, на концах которого расположены фрикционная пневматическая муфта включения 11, встроенная в большую шестерню передачи, и пневматический ленточный тормоз 8. На этом же валу расположены прямой и обратный кулаки привода механизма зажима. Ползун 14 получает привод от кривошипно-ползунного механизма 12 и закрепленным на нем блоком пуансонов совершает деформацию поковки. Промежуточный ползун 6 зажимного механизма получает движение от кулака 7 и через коленно-рычажную систему 4 передает движение зажимному ползуну, на котором установлена подвижная матрица 2, прижимающая заготовку к неподвижной матрице 1, закрепленной жестко на станине. Выстаивание зажимного ползуна 3 в переднем положении, необходимое для зажима заготовки во время штамповки, достигается соответствующей профилировкой кулака 7.
Предохранение механизма зажима от перегрузки достигается с помощью самовосстанавливающего пружинно-рычажного предохранителя 5.
Рабочее усилие в ГКМ создаёт кривошипный механизм, движение рабочих органов происходит в горизонтальной плоскости. Вспомогательные операции (подачу заготовки, зажим её и т. п.) осуществляет рычажно-кулачковый механизм
МОЛОТ
Молот-машина ударного действия для пластической деформации металлических заготовок за счёт накопленной кинетической энергии поступательно движущихся частей. Молот — одна из основных машин кузнечно-штамповочного производства, применяемая для ковки и объёмной и листовой штамповки.
Основные части молота.: подвижные, или падающие, — поршень, шток и баба; шабот (массивное основание); станина с направляющими для подвижных частей; привод и механизмы управления. Инструментом для обработки заготовок в ковочных молотах служат гладкие или вырезные бойки и подкладные штампы, в штамповочных — штампы. Верхний боёк или верхняя половина штампа крепится к бабе, нижние — к шаботу. Заготовку помещают в нижнем бойке или нижней половине штампа. При ударе подвижной части по заготовке происходит формообразование изделия. Энергию удара воспринимает шабот. Главные параметры молота, определяющие его конструктивные особенности и технологическое назначение, — кинетическая энергия подвижных частей или масса падающих частей.
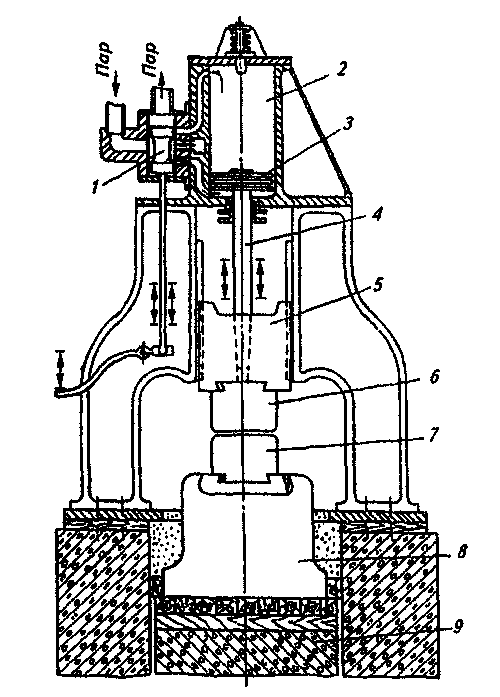
Рис.2 Паровоздушный молот
Золотник
Цилиндр
Поршень
Шток
Баба
Верхний боек
Нижний боек
Шабот
Фундамент
По характеру привода различают следующие типы молотов: паровоздушные, пневматические, гидравлические молоты.; высокоскоростные газовые, в которых рабочим телом является сжатый газ; молоты, работающие по циклу двигателя внутреннего сгорания (иногда их также относят к газовым), в которых используется энергия смеси паров бензина или горючего газа с воздухом; взрывные; приводные механические; электромагнитные. Конструктивные особенности молотов обусловлены теми операциями, которые на молоте данного типа выполняются.
КРИВОШИПНЫЙ ПРЕСС
В кривошипных прессах рабочий орган — ползун перемещает обрабатывающий инструмент — штамп.
Ведомым звеном исполнительного механизма является ползун, а начальным, ведущим звеном — кривошип (в редких случаях кулачок). Исполнительный механизм, преобразующий вращательное движение кривошипа в возвратно-поступательное движение ползуна, состоит из нескольких звеньев, связанных вращательными или поступательными кинематическими парами.
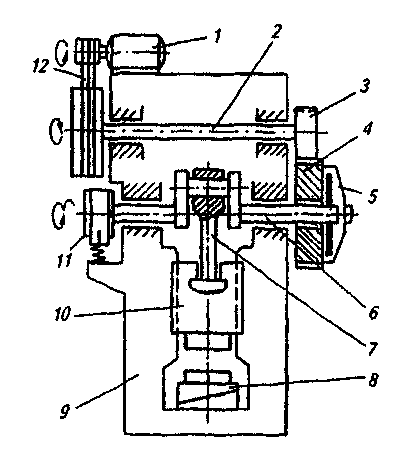
Рис. 3 Кинематическая схема кривошипного пресс
Двигатель
Промежуточный вал
Шестерня
Маховик-шестерня
Пневматическая муфта
Эксцентриковый вал
Шатун
Регулирующий механизм
Сварная станина
Ползун
Тормоз
Ременная передача