

Растачивание отверстий
Для растачивания отверстий в корпусных деталях применяют горизонтально-расточные станки общего назначения. На станке можно выполнять сверление, развертывание отверстий, нарезание резьбы, фрезерование поверхностей. Кроме горизонтально-расточных бывают вертикалыно-расточные и многошпиндельные станки. Корпусные детали, имеющие отверстия с точно координированными осями, обрабатывают на координатно-расточных станках или на вертикально-сверлильных и горизонтально-расточных станках с применением кондукторов. При обработке блоков цилиндров, картеров применяют растачивание резцовыми головками на вертикально-расточных станках.
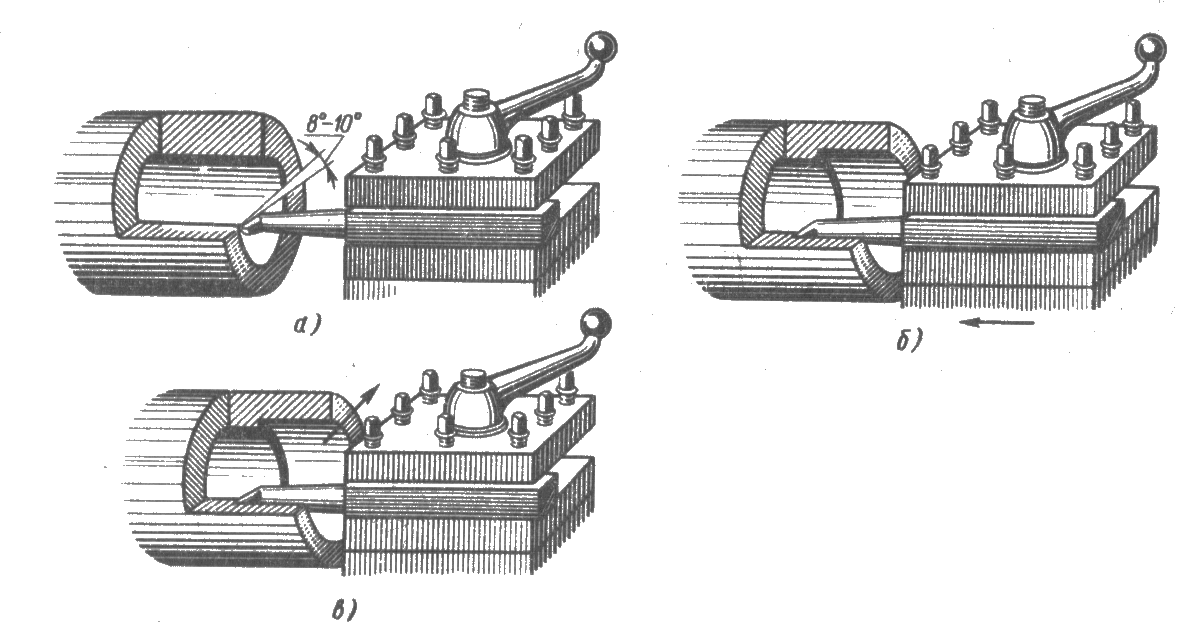
Рис.3. Установка резца(а), растачивание (б) и подрезка уступа (в) отверстия
Растачивание отверстий выполняют резцами на токарных и расточных станках (рис. 3). После растачивания отверстия резец следует перемещать к центру отверстия, чтобы между вершиной резца и обрабатываемой поверхностью образовался зазор. Продольное перемещение суппорта при обработке глубоких отверстий можно определить, помечая мелом на стержне резца длину растачиваемого отверстия. Продольное перемещение резца прекращают при совпадении метки с торцом заготовки. Резец устанавливают в держателе так, чтобы ось его стержня была параллельна оси центров, вылет на 15-20 мм длиннее растачиваемого отверстия, а вершина резца располагалась по высоте оси центров. Для чистовой обработки резец можно устанавливать так, чтобы вершина его была выше линии центров на 0,01 диаметра растачиваемого отверстия.
Протягивание отверстий и пазов
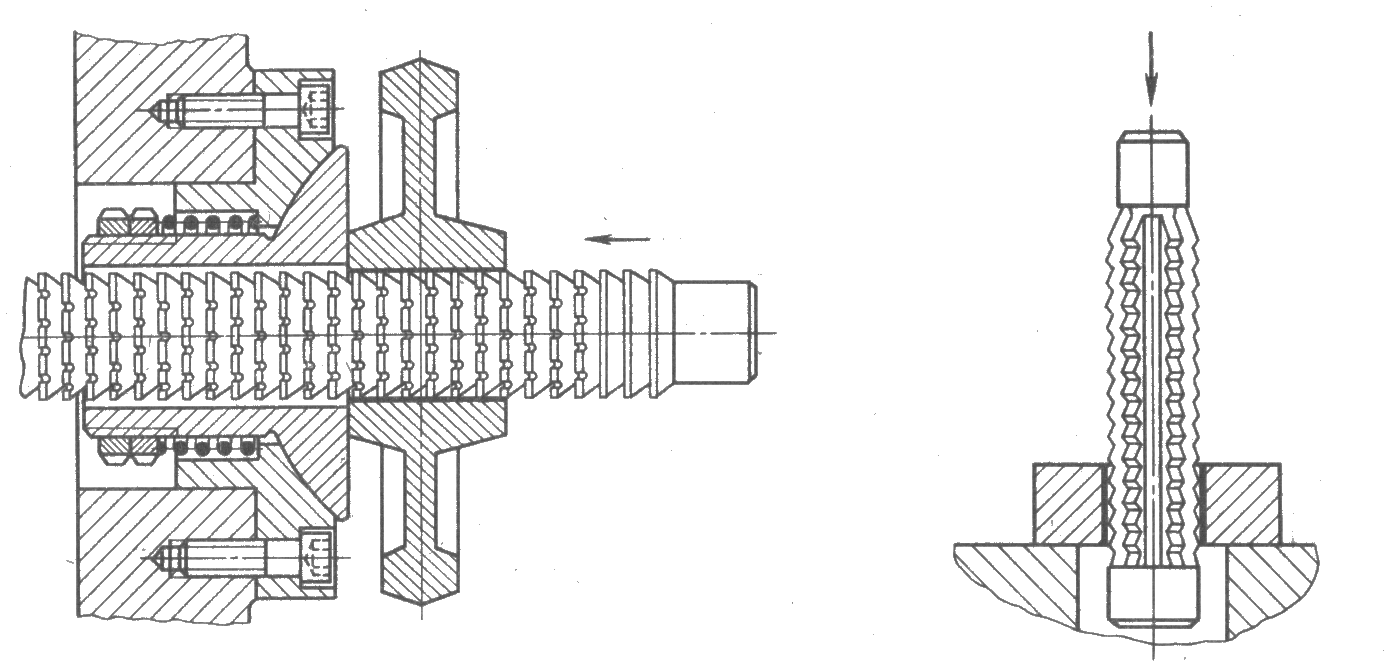
Протягивание - производительный метод обработки отверстий протяжкой. Протяжки и прошивки - многорезцовые инструменты в виде стержней или полос, на поверхности которых располагают зубья с постепенно увеличивающейся их высотой от зуба к зубу. При прямолинейном движении протяжки припуск снимается каждым зубом равномерными слоями. Протяжку протягивают через отверстие (рис. 4), а прошивкой (рис. 5) как бы пробивают отверстие. Протягиванием обрабатывают отверстия различных профилей. Производительность процесса обработки в 8-9 раз выше, чем при развертывания отверстий. К недостаткам протягивания относятся высокая стоимость протяжек, значительная сила резания, деформирующая тонкостенные заготовки, невозможность обработки отверстий больших размеров, трудность точно координировать положение оси отверстия относительно других поверхностей.
|
|
Рис.4 |
Рис.5 |
Протягивание осуществляют на горизонтальных и вертикальных станках. Наиболее распространенными и универсальными являются горизонтально-протяжные станки, на которых обрабатывают внутренние поверхности.
Внутреннее круглое шлифование
Шлифование применяют для окончательной обработки отверстий с закаленными поверхностями, неравномерной твердости, когда отверстие нельзя обработать другим способом. Различается шлифование отверстий во вращающейся или неподвижной заготовке и бесцентровое шлифование. Обработка заключается в перемещении заготовки или вращающегося шлифовального круга в продольном и пцперечяом направлениях и снятии при этом слоя стружки с внутренней поверхности заготовки.