

7)Дефекты отливок и их исправления.
-Несоответствие по геометрии(недолив, спай,коробление,разностенность,перекос)
-Дефекты поверхностей(пригар назкая огнеупор,залив)
-Несплошности в теле отливки(горяч. и хол. трещины)
-Усадочная раковина-(отклонение отхим. сост. высокая темпер.заливки,нетехнолог.заливки,высокая скорость заливки)
-Отклонение размера и массы
-Отклонение структуры.
способы исправления:
-Сварка
-Мех. заделка(запрессовывают пробку с тверд соотв.тверд отливки)
-Замазка-эпоксид.смола негерметичность устран.путем пропитки бакилитовым лаком или жид.стекл.
-Металлизация-покрытие разл МЕ.
8)Основы технологии омд. Физик-механ-ие основы пластич. Деформ. Ме.
ОМД-это процесс получения заготовок дет. и изд. путем изменения форм МЕ за счет пласт. деформ.Процесс ОМД сопрожда изменением структуры,а след. и физико-мех. сво-в.. Таким образом обработка давлением основана на использовании одного из важнейших свойств металла: пластичности(зависит от хим. состава.(чистый МЕ более пластич.чем сплавы, чем больше темпер плав, тем больше пластич.)Схемы напряженного состояния МЕ(1)Размеры в одном нарав. уменьш, в 2х др. увелич, 2)в одном неизмен, в другом увелич, в третьем уменьш,3)размеры в одном увелич, в двух др. уменьш))
Основные законы ОМД:З.постоянство объема:объем до деформ=объему после деформ.;З.наименьш сопротив.(позвол опред. какие размеры и форму получить загот.с тем или иным сечением в проц. давления) Характреристика сопротив. деформ. предел текучести(усл .и физ)
Способность металла воспринимать значительные пластические деформации широко используют в технике. При этом решается одновременно несколько задач: 1) из заготовки простейшей формы получают изделие более сложной формы, т.е. осуществляют формообразование. При этом происходит изменение структуры и свойств, т.е. при обработки давлением мы можем задавать нужную структуру и свойства, особенно в сочетании обработки давлением с термической обработкой.
9)Гор. И хол. Пласт. Деформ. Мех. Сво-ва и структура при омд.Нагрев ме,выбор темпер. Интервала обраб. Давл.
Хол. деф-я хар-тся изм-ем формы зерен, которые вытяг-ся в направлении наиболее интенсивного течения Ме. При хол. деф-и формоизменение сопровождается изменением мех. и физико-хим-х св-в Ме. Это явление -упрочнение хол. пласт. деф-ии. С ее увел. возрастают хар-ки прочности, а хар-ки пластичности снижаются. Ме →более твердым, но менее пластичным. Гор. деф. – деф.при t выше tрекр. При гор. деф. сопротивление деф-ии ≈ в 10раз меньше, чем при хол. деф. При гор. деф-ии пластичность Ме выше, чем при холодной деформации. Г ор. деф-ю применяют при обработке труднодеформируемых, малопластичных Ме и сплавов, а также заготовок из литого металла. При горячей деф-ии окисление заг. более интенсивно, это ухудшает качество поверхности и точность получаемых размеров. Хол. деф-ия без нагрева заг. позволяет получать большую точность размеров и лучшее
качество поверхности. Нагрев вызывает изменение всех мех. св-в Ме. У Ме и сплавов при ↗ t - ↘ пластичности и сопротивляемости деф-нию. При нагреве перед ОМД выполнить условия: каждый Ме и сплав должен быть нагрет до опред. t: если нагреть металл до t близкой к tпл то наступает пережог(появление между зернами крупной окисной пленки, пластичность = 0. Пережог - неисправимый брак. Перегрев - резкий рост размеров зерен. Брак исправим. t начала гор.ОМД такая, чтоб не было перегрева и пережога. Конец ОМД при опред. t. Если продолжить ОМД при высокой t, Ме упрочняется и образуются трещины. Каждый Ме и сплав имеет свой температурный интервал горячей ОМД. Заготовка нагрета равномерно по всему объему, потому что образуются напряжения. Разница t по всему сечению заготовки приводит к возникновению напряжения между слоями. Чем они больше, чем выше разница температур.
1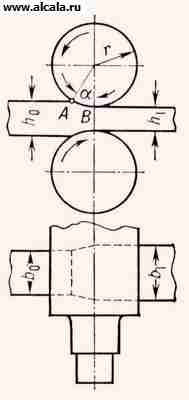 0.
Прокатка. Сущность процесса прокатки.
Устройство и классификация прокатных
станов. Технология производства
отдельных видов проката. Сортамент
заготовок и готового проката. Прокатка
– процесс
обжатия Ме между 2мя
вращ. валками прокатного стана. Сущность:
Ме пропускается через просвет(зазор)
между вращающимися на встречу др. к др.
валками. Величина зазора должна быть
меньше прокатываем. заготовки. Заготовка
вытягивается в зазор с помощью трения.
Чаще осущ. в горячем состоянии.
0.
Прокатка. Сущность процесса прокатки.
Устройство и классификация прокатных
станов. Технология производства
отдельных видов проката. Сортамент
заготовок и готового проката. Прокатка
– процесс
обжатия Ме между 2мя
вращ. валками прокатного стана. Сущность:
Ме пропускается через просвет(зазор)
между вращающимися на встречу др. к др.
валками. Величина зазора должна быть
меньше прокатываем. заготовки. Заготовка
вытягивается в зазор с помощью трения.
Чаще осущ. в горячем состоянии.
α - угол захвата
h0 –толщина до деформ.
h1 – толщ. после деформ.
Относ.обжатие Е=(H-h/H)*100%
Коэф.вытяжки:"мю"=lк/lо=So/Sк=Fo/Fк
За один проход "мю"1,1-1,6
Макс. угол захвата при гор. прокатки 15-20гр,при хол. со смазкой 2-10гр.
Инструмент:Валок-цилиндр,отлитый из отбелен. чугунв или углер.или легир.стали. Сред. часть валка наз-ся-бочкой.
Для прокатки полос,листов,пластин-бочка гладкая. Для получ. фасонного сортого проката-прим-ся калиброванные валки.(высечены ручьи по окруж.)Смежные ручьи двух валков-калибр.
Комплект обор. сост.из 2х связан станин с закреп раб. валками,и устройства для регулир зазора и вывода проката - рабочая клеть.(располо послед. и линейное)
Оборудование: прокатный стан.
Классификация:
1)По кол-ву раб клетей(одноклет,многоклет)
2)По располож. клетей (непрерывн.линейн. ,полунепрерывное)
3)По конструкции валков(с гладкими и ручьевыми валками)
4)По размерам валков(мелкосотные(d=250-350мм;dз=8-40мм),среднесот.(d=350-500мм;dз=38-80мм),крупносот.(d=850-1150мм,dз=свыше 80мм)
5)По направ. вращении валков(реверсивные,нереверсивные)
6)По хар-ру вып-ой раб.(обжимные,блюменги(квадр.заг)слямбинги(прям.заг)черновые(заготовит-ые),чистовые(гот.профили,листопрокатные,сортопрокат,специальн)
По числу валков в кажд раб клети(двухвалковые,трехвал,четырехвалков,многовалков)
Продукция: Заготов.для послед. ОМД или резания,готовые изделия.
Сортамент:
-листовой(толстолист(4-60мм)тонколист(0,2-4мм)(сталь,жесть)
-Сортовой прокат(простого профиля(кружки,сегменты),фасонного профиля(уголки,рельсы,двутаврыи.т.п)
-Спец. виды.проката(бесшовный и сварные трубы,бадажи,шары,цельнокат.колеса)