

3. Організація руху предметів праці у виробничому процесі.
(Анофрієв ст. 8-9)
Існує три види сполучення операційних циклів – видів руху предметів праці по операціях виробничого процесу:
послідовний
паралельно-послідовний
параельний
Послідовний вид руху предметів праці характеризується тим, що кожна наступна операція над партією починається тільки після обробки її на попередній операції. При цьому партія не дробиться, а передається в повному розмірі на наступну операцію. На рис.4 наведений графік обробки деякої партії з п виробів на чотирьох послідовних операціях. З рис.4 випливає, що тривалість операційного циклу
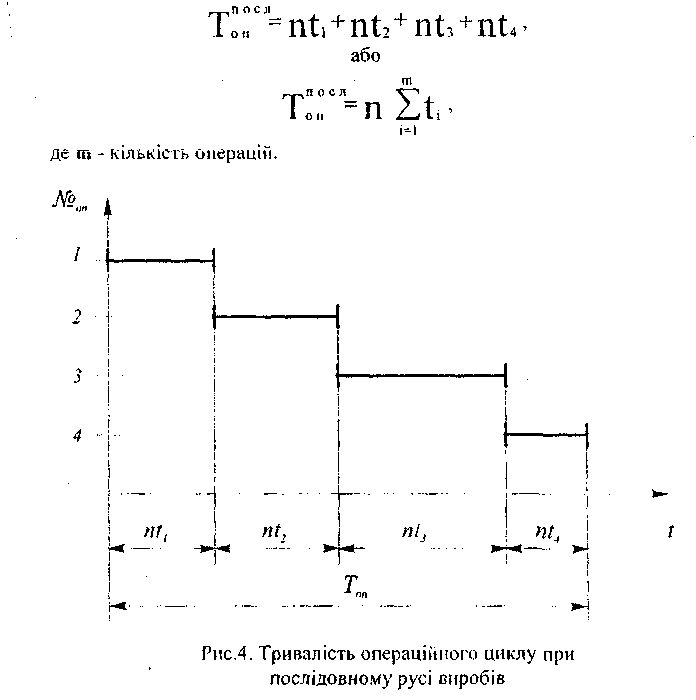
Тривалість операційного циклу пропорційна розміру партії і трудомісткості операцій. Відсутні простої устаткування при виконанні n детале-операцій на кожному робочому місці, але при цьому мають місце істотні перерви партіонности. Тому така організація руху предметів праці доцільна при невеликих партіях і невисокій трудомісткості операцій. Це, як правило, властиво дрібносерійному й одиничному виробництву. В організаційному відношенні такий вид рух має перевагу: партії виробів не дробляться, тому у виробництві невелика кількість планово-облікових одиниці. (ПОО). Проте при значних обсягах партій утворюються тривалі цикли, що призводить до негативних економічних наслідків.
Паралельно-послідовний вид руху передбачає таке часткове суміщення часу виконання суміжних операцій, що уся виготовлена партія виробів проходить через кожну операцію без яких-небудь перерв. Передача виробів із попередньої на наступну операцію здійснюється не цілими партіями, а частинами - транспортними партіями розміром р.
Розрізняють два варіанти паралельно-послідовного сполучення кожної нари суміжних операцій:
а)
тривалість операційного циклу попередньої
операції
 менша циклу наступної
менша циклу наступної
 ,
,
 ( рис.5).
( рис.5).
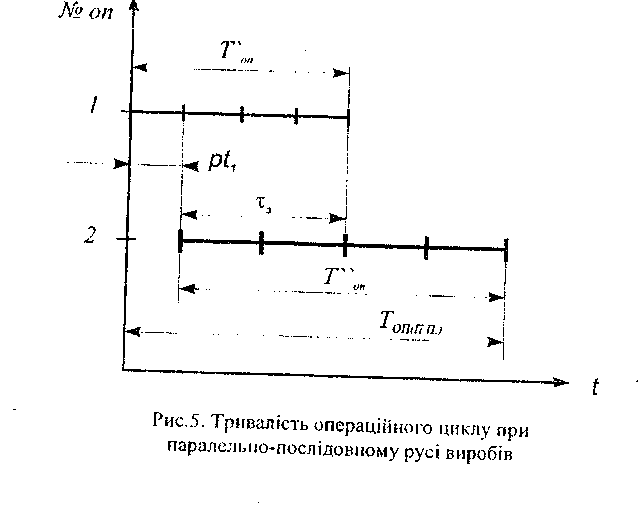
З рис.5 випливає

У
цьому випадку транспортну партію р
можна передавати негайно по закінченні
попередньої операції 1 на наступну 2.
Скорочення тривалості операційного
циклу
 є різницею між тривалістю циклу при
послідовному і паралельно - послідовному
(п.п.) видах руху, тобто
є різницею між тривалістю циклу при
послідовному і паралельно - послідовному
(п.п.) видах руху, тобто

б)
тривалість операційного циклу попередньої
операції
більша, ніж наступної
,
 (рис.6).
(рис.6).
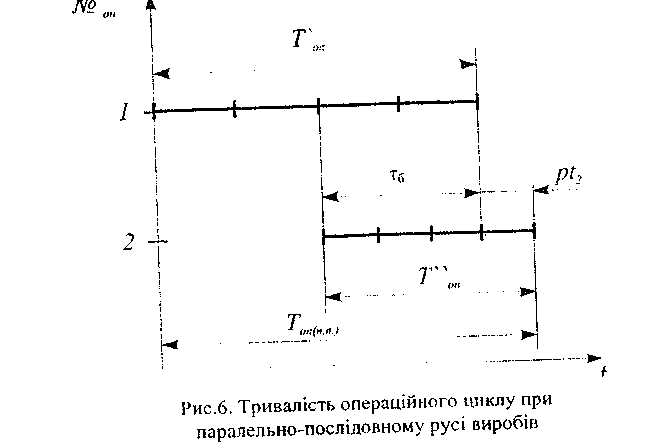
З рис. 6 випливає

У даному
випадку відсутність простоїв на наступній
операції може бути
забезпечена тільки після накопичення
перед нею відомого запасу деталей,
що дозволяє цю операцію вести безперервно.
Для того, щоб графічне визначити момент
початку другої операції від точки, що
відповідає закінченню
першої операції, над усією партією п
відкладають праворуч відрізок, який
дорівнює тривалості другої операції
над одною транспортною партією
р ,
 ,
а ліворуч - відрізок, який дорівнює
тривалості другої операції над усіма
попередніми транспортними партіями.
Скорочення тривалості циклу в даному
випадку складає
,
а ліворуч - відрізок, який дорівнює
тривалості другої операції над усіма
попередніми транспортними партіями.
Скорочення тривалості циклу в даному
випадку складає

Таким чином

де
 -
норма часу на операцію з більш коротким
циклом.
-
норма часу на операцію з більш коротким
циклом.
Розглянута побудова паралельно-послідовного виду руху при двохопераційному процесі справедлива по відношенню до будь-якої пари суміжних операцій багатоопераційного процесу.
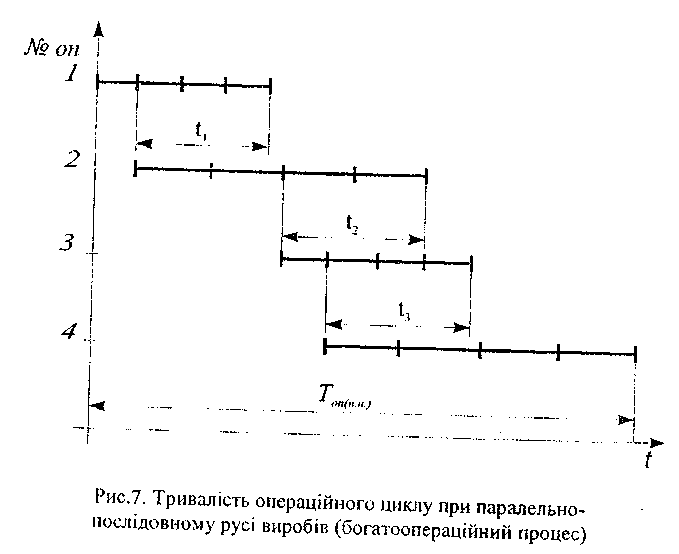
З графіка на рис.7 випливає, що

При такій організації руху також відсутні простої устаткування при виконанні n детале-операцій на робочому місці, але водночас у виробничому процесі не досягається повної безперервності, тому що вироби пролежують у чеканні обробки. Паралельно-послідовний вид руху має більш короткий цикл, але призводить до збільшення числа ПОО і більш високого темпу роботи транспортних засобів. Його доцільно застосовувати при великих партіях і великій трудомісткості виробів, що властиво великосерійному виробництву.
Паралельний вид руху предметів праці характеризується тим, що невеликі транспортні партії або окремі вироби передаються з попередньої операції на наступну негайно по закінченні їх обробки на попередній, незалежно від тривалості суміжних операційних циклів. Транспортні партії або вироби мають незалежний від усієї партії рух в процесі обробки.
На рис.8 наведений графік паралельного виду руху для чотирьохопераційного процесу
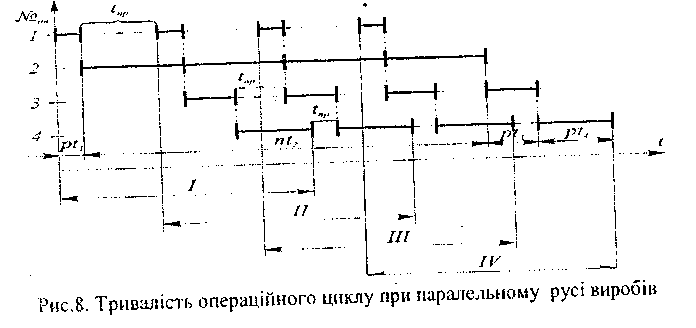 З
графіка можна визначити тривалість
операційного циклу:
З
графіка можна визначити тривалість
операційного циклу:
де
 -
час простою робітників і устаткування
на окремих операціях
-
час простою робітників і устаткування
на окремих операціях
 - норма
часу на операцію із самим тривалим
циклом
- норма
часу на операцію із самим тривалим
циклом
Паралельний вид руху в його загальній формі характеризується самою стислою тривалістю операційного циклу. При цьому транспортні партії або окремі вироби в процесі обробки не пролежують або майже не пролежують, проте робочі місця (верстати) можуть бути завантажені не цілком.
При неупорядкованих за продуктивністю операціях технологічних процесів паралельний вид руху сполучений із простоями устаткування, що дуже обмежує його використання у виробництві. Виняток складає один окремий випадок паралельного виду руху, при якому тривалості окремих операцій рівні або кратні, тобто синхронізовані. Цей варіант, який називається потоковим видом, руху, застосовується в безперервно-потоковому виробництві. Для здійснення цього виду руху необхідно, щоб

де
 -
трудомісткість m-ї операції
-
трудомісткість m-ї операції
 - кількість
робочих місць (верстатів) на m-ї
операції
- кількість
робочих місць (верстатів) на m-ї
операції
r – такт потоку
Тривалість
транспортних
 і контрольних
і контрольних
 операцій
у залежності
від організації їх виконання не завжди
включається в норматив тривалості
виробничого циклу, тому що вона цілком
або частково може бути перекрита часом
технологічного циклу або часом перерв
в обробці. Але при складних
вантажно-розвантажувальних роботах
(міжцехові передачі ) великих виробів
залізничним транспортом) або неперекритих
контрольних (стендові випробування) і
транспортних (пульсуючий конвейєр)
операціях цей час включається у
виробничий цикл. Тривалість межопераційних
перерв
операцій
у залежності
від організації їх виконання не завжди
включається в норматив тривалості
виробничого циклу, тому що вона цілком
або частково може бути перекрита часом
технологічного циклу або часом перерв
в обробці. Але при складних
вантажно-розвантажувальних роботах
(міжцехові передачі ) великих виробів
залізничним транспортом) або неперекритих
контрольних (стендові випробування) і
транспортних (пульсуючий конвейєр)
операціях цей час включається у
виробничий цикл. Тривалість межопераційних
перерв
 може
бути розрахована як добуток кількості
перерв пі0
на середню тривалість одної межопераційної
перерви
може
бути розрахована як добуток кількості
перерв пі0
на середню тривалість одної межопераційної
перерви
 ,
тобто
,
тобто

Міжзмінні перерви враховують при переведенні тривалості виробничого циклу, який обчислюється в хвилинах або годинах, у календарні дні. Тоді тривалості виробничого циклу при послідовному, паралельно-послідовному і паралельному видах руху будуть визначатися такими виразами:
де
 -
кількість змін
-
кількість змін
 -
тривалість однієї зміни
-
тривалість однієї зміни
 -
коефіцієнт для переведення робочих
днів у календарі(відношення кількості
робочих днів до кількості календарних
днів у році)
-
коефіцієнт для переведення робочих
днів у календарі(відношення кількості
робочих днів до кількості календарних
днів у році)
 -
тривалість природних процесів.
-
тривалість природних процесів.