

3. Статистичне регулювання технологічних процесів. Методи серединних арифметичних значень та розмахів
(Анофрієв ст. 109-113)
Методи статистичного регулювання технологічних процесів (СРТП), по суті справи, являють собою методи поточного контролю за виробництвом і попередження браку шляхом своєчасного втручання в технологічний процес. Технічним допоміжним засобом СРТП є контрольні карти, що дозволяють наочно відбити хід виробничого процесу на графіку й таким чином виявити порушення технології. У залежності від призначення готової продукції і засобів її виготовлення застосовуються контрольні карти, що використовують методи:
середніх арифметичних значень;
розмахів;
медіан;
індивідуальних значень;
контролю некількісних ознак.
Всі ці методи достатньо схожі і можуть бути розглянуті на прикладі найбільш поширеної на практиці контрольної карти середніх арифметичних значень х.
Техніка побудови і ведення карти х міститься в наступному.
Нехай
у механічному цеху заводу виготовляються
настановні кільця визначеного
типу. Щоб перевірити, чи забезпечує
верстат задані норми якості
в окремих кільцях, визначають вимірну
ознаку - товщину, номінальне
значення котрої повинно дорівнювати
а.
Припустимі відхилена» від а складають
 .
Якщо товщина кільця знаходиться в межах
.
Якщо товщина кільця знаходиться в межах
 і
і
 ,
то воно відповідає нормам якості, якщо
ні, то кільці вважається
непридатним. Поле допуску складає
,
то воно відповідає нормам якості, якщо
ні, то кільці вважається
непридатним. Поле допуску складає

На початку виробництва верстат налагоджують на номінальний розмір. Надалі в ході процесу з'являються відхилення розмірів, обумовлені випадковими (вібрація верстата і т.п.) і систематичними (знос інструмента, нагрівання деталі і т.п.) помилками. Щоб проконтролювати, чи не випускається брак, через визначені, заздалегідь установлені відрізки час) із верстата знімають останні n випущених кілець, їх називають пробоїн або підгрупою, а не вибіркою, оскільки вона вибирається не випадковим чином, і в кожного кільця вимірюють товщину. Потім по отриманим n індивідуальним значенням за допомогою формули

розраховують
середнє арифметичне значення і здійснюють
перевірку статистичної
гіпотези
 .
Умовою застосування такого статистичного
методу є те, що ознака х
розподілена нормально з математичним
сподіванки
.
Умовою застосування такого статистичного
методу є те, що ознака х
розподілена нормально з математичним
сподіванки
 і дисперсією
і дисперсією
 .
Гіпотеза
не
відкидається (тобто верстат забезпечує
нормальний розмір) поки х,
розраховане по n
індивідуальних значеннях,
задовольняє нерівності:
.
Гіпотеза
не
відкидається (тобто верстат забезпечує
нормальний розмір) поки х,
розраховане по n
індивідуальних значеннях,
задовольняє нерівності:

 визначається
за таблицями на основі співвідношення
визначається
за таблицями на основі співвідношення

де
 - ймовірність похибки гіпотези
.
- ймовірність похибки гіпотези
.
У випадку порушення наведеного вище нерівності гіпотеза відкидається. На практиці це означає, що верстат не забезпечує номінального розміру "а" внаслідок деяких неполадок, причину яких варто встановити і виконати підналагодження верстата.
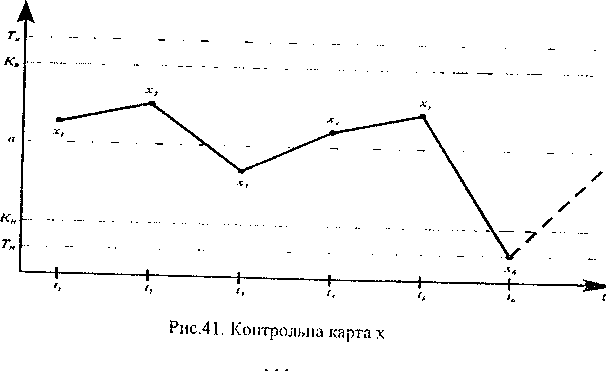
Використання даного методу стосовно до техніки побудови контрольних карт виглядає таким чином. У прямокутній системі координат ( рис.41) викреслюють лінію а та межі області гіпотези .

По
осі абсцис на рівних відстанях відкладають
моменти часу відбору проб із n
деталей
 а по осі ординат у відповідному масштабі
задаються
у виді точок значення
а по осі ординат у відповідному масштабі
задаються
у виді точок значення
 .
Такий графік називають контрольною
картою.
Доти, поки точки ламаної знаходяться
усередині контрольних
меж, верстат забезпечує номінальний
розмір і процес стабільний. Якщо,
крім того, не порушені межі допуску, він
знаходиться в статистично
підконтрольному стані. Поява точки
.
Такий графік називають контрольною
картою.
Доти, поки точки ламаної знаходяться
усередині контрольних
меж, верстат забезпечує номінальний
розмір і процес стабільний. Якщо,
крім того, не порушені межі допуску, він
знаходиться в статистично
підконтрольному стані. Поява точки
 поза
поза
 розцінюється
як сигнал до припинення виробничого
процесу і перевірки настроювання
верстата. У даному випадку необхідно
проконтролювати всі деталі, випущені
в період між даною і попередньою пробою
ї зробити розбракування.
розцінюється
як сигнал до припинення виробничого
процесу і перевірки настроювання
верстата. У даному випадку необхідно
проконтролювати всі деталі, випущені
в період між даною і попередньою пробою
ї зробити розбракування.
При
побудові карти найважливішою задачею
є розрахунок контрольних меж, що залежать
від характеристики виробничого процесу
- розміру а,
дисперсії
 ,
а також можливості помилки
,
а також можливості помилки
 і обсягу проби n.
Значення а
и n
заздалегідь фіксуються, на практиці їх
звичайно приймають рівними n
= 4...7, а
=
0,0027 = 0,27% (z = 3) або
= 0,001 = 1% ( zа
=
2,576). В першому випадку (
=
0,27%) це означає, що усередині контрольних
меж очікується поява 99,73% усіх значень
спостережуваної ознаки
і обсягу проби n.
Значення а
и n
заздалегідь фіксуються, на практиці їх
звичайно приймають рівними n
= 4...7, а
=
0,0027 = 0,27% (z = 3) або
= 0,001 = 1% ( zа
=
2,576). В першому випадку (
=
0,27%) це означає, що усередині контрольних
меж очікується поява 99,73% усіх значень
спостережуваної ознаки
 ,
а у другому - 99% усіх значень, тобто при
статистичному підконтрольному процесі
майже всі значення лежать усередині
контрольних межи.
Крім а
и n
для розрахунку
,
а у другому - 99% усіх значень, тобто при
статистичному підконтрольному процесі
майже всі значення лежать усередині
контрольних межи.
Крім а
и n
для розрахунку
 потрібно
знати параметри
потрібно
знати параметри
 нормально розподіленої генеральної
сукупності. Звичайно а
приймають рівною номінальному значенню
ознаки, а дисперсія
,
якщо вона, як
технологічна характеристика верстата
невідома, визначається декількома
способами,
із котрих самим простим є метод оцінки
нормально розподіленої генеральної
сукупності. Звичайно а
приймають рівною номінальному значенню
ознаки, а дисперсія
,
якщо вона, як
технологічна характеристика верстата
невідома, визначається декількома
способами,
із котрих самим простим є метод оцінки
 за розмахом R:
за розмахом R:

Розрахунок
виконують таким способом. Для кожної з
 проб(
проб( )
обсягом n
знаходять
розмахи
)
обсягом n
знаходять
розмахи
 і знаходять їх середнє арифметичне
і знаходять їх середнє арифметичне

У
стандартній теорії оцінок показується,
що математичне сподівання
 .
Коефіцієнт
.
Коефіцієнт
 залежить від обігу проби n
і
визначається за таблицями. Таким чином,
залежить від обігу проби n
і
визначається за таблицями. Таким чином,

де

тобто
ширина контрольного інтервалу при
 дорівнює
дорівнює
 :
:

З іншого боку, поле допуску контрольованого розміру визначається нерівностю

де
 ,
, називають креслярським допуском. Чим
вужче поле допуску, тим вище якість
виробу, проте, вимоги до технічного
оснащення процесу зростають. Так, якщо
контрольні межі збігаються з полем
допуску і процес
стабільний, бракуються три деталі з
тисячі. Якщо контрольні межі вужче
креслярського допуску, то не виробляється
майже ніякого браку, тобто
має місце ідеальний випадок. Якщо ж вони
ширше поля допуску, то може
різко зрости відсоток браку, хоча процес
і буде залишатися стабільним.
Високий відсоток браку може стати
приводом до перегляду креслярських
допусків і приведенню їх у відповідність
із точними показниками
існуючого технологічного устаткування.
називають креслярським допуском. Чим
вужче поле допуску, тим вище якість
виробу, проте, вимоги до технічного
оснащення процесу зростають. Так, якщо
контрольні межі збігаються з полем
допуску і процес
стабільний, бракуються три деталі з
тисячі. Якщо контрольні межі вужче
креслярського допуску, то не виробляється
майже ніякого браку, тобто
має місце ідеальний випадок. Якщо ж вони
ширше поля допуску, то може
різко зрости відсоток браку, хоча процес
і буде залишатися стабільним.
Високий відсоток браку може стати
приводом до перегляду креслярських
допусків і приведенню їх у відповідність
із точними показниками
існуючого технологічного устаткування.