

28. Чугун.
Чугун — сплав Fe (основа) с С (обычно 2...4 %), содержащий постоянные примеси (Si, Mn, S, Р), а иногда и легирующие элементы (Cr, Ni, V. А1 и др.); как правило, хрупок. Различают следующие виды чугунов: 1) белые , БЧ( это чугуны, формирующиеся в соответствии с диаграммой железо-цементита и содержит в структуре ледебурит). Различают: доэвтектические (С- 2,14-4,5% П+Л); Эвтектический (4,3% С, Ст-ра Ледебурит); Заэвтектический (более 4,3% С, Л+Ц1 ).Белые чугуны очень твердые и очень хрупкие материалы. Их подвергают механической обработке практически невозможно. Нельзя подвергать обработке давлением, поэтому подвергают термообработке, при котором цементит распадается с образованием графита. Получают его литьем. Ц→Гр+А. 2) Серые чугуны- в структуре высокоуглеродистой фазой является графит пластинчатой формы.Характер структурообразования при эвтектическом превращении определяется прежде всего содержанием углерода и кремния в сплаве, а так же скоростью охлаждения. СЧ работают на сжатие лучше чем на растяжение, мало чуствительны к надрезампри циклическом нагружении, хорошо обрабатываются резаньем, дешевы и просты в изготовлении. СЧ15( цифра- мин. придел прочности на растяжение) 3)Высокопрочные чугуны- графит имеет шаровидную форму. Получают модифицированием жидкого чугуна присадками( магний, церий, иттрий и др.) 2,7-3,7% С и 0.5-3,8% Si. ВЧ80. ВЧ обладает высокими литейными и технологическими св-ми.Для повышения износостойкости применяется азотирование. 4) Ковкие чугуны- графит имеет хлопьевидную форму. Получают специальным графитизированным отжигом белого доэвтектического чугуна. КЧ30-6( 1-е цифры- мин. придел прочности на растяжение, 2-я – относит. удлинение при растяжении). Недостаток изготовления- длительный отжиг отливок и ограничение толщины стенок. Чем больше углерода и хрома, тем выше формирование графита. Магний способствует отбелу ( появление в ст-ре элементов белого чугуна) Сера и марганец являются вредными технологическими примесями, содержание которых в чугунах ограничивают. Сера ухудшает механические и литейные свойства. И сера, и марганец препятствуют графитизации. Фосфор не влияет на графитизацию, а при повышенном (до 0,4...0,5 ° о) содержании повышает износостоикость чугунов, так как образуются твердые включения фосфидной эвтектики. Кремний способствует процессу графитизации, действуя в том же направлении, что и замедление скорости охлаждения. Изменяя, с одной стороны, содержание в чугуне углерода и кремния, а с другой — скорость охлаждения, можно получить различную структуру металлической основы чугуна.
32. Термическая обработка, ее параметры, методы осуществления.
О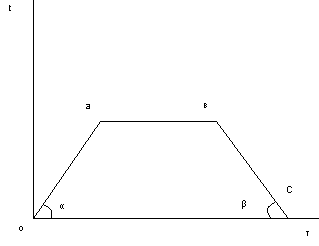 сновными
параметрами термической обработки
является температура и время. Скорость
нагрева и охлаждения:
сновными
параметрами термической обработки
является температура и время. Скорость
нагрева и охлаждения:
вс-охлаждение, оа-нагрев, ав-выдержка. Чем больше α, тем выше скорость нагрева.Чем больше β, тем выше скорость охлаждения.Термообработкавыполняется для изменения структуры металлического сплава, а сл-но и для изменения св-в. Выбор параметра термообработки выполняется в соответствии со структурными изменениями в конкретных диаграммах состояния. Термообработку осуществляют в печах (возможно с газовыми нагревательными средами, чаще с воздушная атмосфера). Очень часто используют нагрев в расплавах солей, металлов. Скорость нагрева зависит от среды. Если принять скорость нагрева воздушной среды за 1, то время нагрева в соляной ванне в 2 раза меньше, в растворе металлов скорость в 4 раза больше чем в воздухе. На производстве используют высокоскоростной нагрев с токами высокой частоты- индукционный нагрев. Он осуществляется от десятков сек., до нескольких мин. Скорость охлаждения существенно влияет на св-ва. На практике охлаждение осущ.: а) охлаждение вместе с печью; б) охлаждение на воздухе; в) охлаждение в воде, в водных р-рах солей, щелочей; г) в минеральном масле; д)охлаждение в водовоздушной смеси. Иногда осущ. В специальных синтетических средах. Время нагрева зависит от теплопроводности разогреваемого материала. Чем больше примесей в стали и легирующих элементов, тем меньше теплопроводность стали и удлиняется время нагрева.
Классификация видов термической обработки, их связь с диаграммами состояния.
По
классификации Бочвара можно выделить
4 основных вида и 2 дополнительных: 1)
отжиг 1-го рода; 2) отжиг 2-го рода; 3)
закалка; 4) Отпуск; 1. Химико-термическая
обработка; 2. Термомеханическая обработка.
Отжиг 1-го рода осуществляется путем
нагрева детали до температур, лежащих
ниже температур фазовых превращений
в твердом состоянии в соответствии
диаграмме состояния. Нагрев с последующей
выдержкой и медленным охлаждением в
большинстве случаев вместе с печьюОдной
из разновидностей наз. рекристализационный
отжиг. В результате рекристализац.
Отжига уменьшается твердость и
прочность, уменьшается уровень внутренних
напряжений, исчезает текстура. Этот
вид отжига выполняется после пластической
деформации. Отжиг 1-го рода применяется
к литым деталям, которые неравномерно
охлаждались в литейных формах, за счет
чего появились большие внутренние
напряжения. Если материалы хрупкие, то
эти напряжения могли вызвать появление
трещин. Отжиг 2-го рода выполняется
путем нагрева деталей выше температуры
фазовых превращений в вердом состоянии
с последующей выдержкой и медленным
охлаждением (вместе с печью, реже на
воздухе), такой отжиг наз. фазовая
кристаллизация.Проводят для снижения
твердости и прочности , пластичности
и вязкости, если он имел повышенную
прочность – овелич. обрабатываемость
резанием, а так же ОМД. Так же отжигом
можно измельчить зерна. Чем мельче, тем
выше твердость и прочность, но меньше
магнитопроницаемость, жаропрочность
и теплопроводность. Одновременно сниж.
Внутренние напряжения. Закалка
осуществляется путем нагрева выше
температур фазовых превращений с
выдержкой и с быстрым охлаждением (в
воде, масле,…). В результате закалки
получается неравновесная структура,
которая существенно отличается от той,
которая встречается в диаграмме
состояния. В большинстве случаев закалка
приводит к повышению твердости и
прочности. И одновременно сильно
уменьшает пластичность и вязкость.
После закалки следует снять внутренние
напряжения. Отпуск. Это операция
термообработки, которая проводится
после закалки и осуществляется путем
нагрева до температур, лежащих ниже
температур фазового превращения. В
процессе отпуска снижаются внутренние
напряжения. Твердость уменьшается.
С тр-ра
приближается к той, кот. Должна быть в
диаграмме состояния. ХТО осуществляется
путем диффузионного насыщения
поверхностных слоев детали какими либо
элементами. Это приводит к изменению
св-в на поверхности. ХТО проводят для
повышения износостойкости, корозионной
стойкости и окалиностойкости. ХТО
возможно если в диаграмме состояния
системы диффундирующий элемент –
насыщаемые элементы сплава, имеющие
твердые расплавы, хим. Соединения. Виды
ХТО: цементация( насыщение углеродом);
азотирование, нитрирование,….ТМО- это
сочетание пластической деформации и
закалки. За счет пластич. деформации
увелич. твердость и прочность. ТМО
увелич. твердость и прочность еще
сильнее.
тр-ра
приближается к той, кот. Должна быть в
диаграмме состояния. ХТО осуществляется
путем диффузионного насыщения
поверхностных слоев детали какими либо
элементами. Это приводит к изменению
св-в на поверхности. ХТО проводят для
повышения износостойкости, корозионной
стойкости и окалиностойкости. ХТО
возможно если в диаграмме состояния
системы диффундирующий элемент –
насыщаемые элементы сплава, имеющие
твердые расплавы, хим. Соединения. Виды
ХТО: цементация( насыщение углеродом);
азотирование, нитрирование,….ТМО- это
сочетание пластической деформации и
закалки. За счет пластич. деформации
увелич. твердость и прочность. ТМО
увелич. твердость и прочность еще
сильнее.