

Нанесение размеров
При нанесении размеров следует помнить, что размерные числа независимо от выбранного масштаба должны соответствовать натуральной величины всех элементов изображаемой детали.
Размеры детали определяются путем замеров (если они не нанесены на чертеже) по чертежу общего вида. При этом нужно следить, чтобы сопрягаемые размеры не имели расхождений.
Размеры конструктивных элементов (фасок, проточек, уклонов и т.д.) нужно назначать по соответствующим стандартам, а не по чертежу общего вида. Выдержки из ГОСТов даны в приложении данного пособия.
Размеры шпоночных пазов, шлицев, гнезд под шпильки и винты, центровых отверстий и др. берутся из соответствующих стандартов на эти элементы.
Диаметры гладких отверстий для прохода крепежных изделий (болтов, винтов, шпилек) принимаются равным 1,1 диаметра их стержня.
Обозначение шероховатости поверхности
Шероховатость поверхностей деталей определяется по техническим требованиям, описанию, условиям работы изделия и данной детали в изделии.
Чтобы оценить и проставить на чертеже шероховатость поверхности детали, нужно определить, сопряженной или свободной является данная поверхность, каков характер эксплуатационных требований к ней и др. Для типовых деталей практикой рекомендуется некоторые границы пределов параметров шероховатости:
привалочные поверхности корпусов, пазы, канавки и проточки имеют шероховатость, отвечающую 25 … 1,25 мкм
рабочие поверхности зубчатых колес 6,3 … 0,63 мкм
отверстия под болты, винты, шрифты 12,5 … 1,25 мкм
рабочие поверхности поршневых цилиндров 0,32 … 0,16 мкм
Оформление рабочих чертежей деталей
Все чертежи выполняются на листах определенных размеров, называемых форматами. Каждый чертеж оформляется рамкой и основной надписью формы 1. Рамка отстоит от края формата с левой стороны на 20 мм, а от остальных сторон на 5 мм. Ее выполняют сплошной основной линией.
Основную надпись располагают в правом нижнем углу вдоль длинной или короткой стороны формата, причем на формате А4 основную надпись располагают только вдоль короткой стороны его в соответствии с рисунком 5.3. Кроме этого каждый лист должен сопровождаться дополнительной графой размером 70х14 мм, которую на студенческих чертежах допускается не выполнять.
Расположение основной надписи и дополнительной графы показано на рисунках 5.1, 5.2, 5.3.
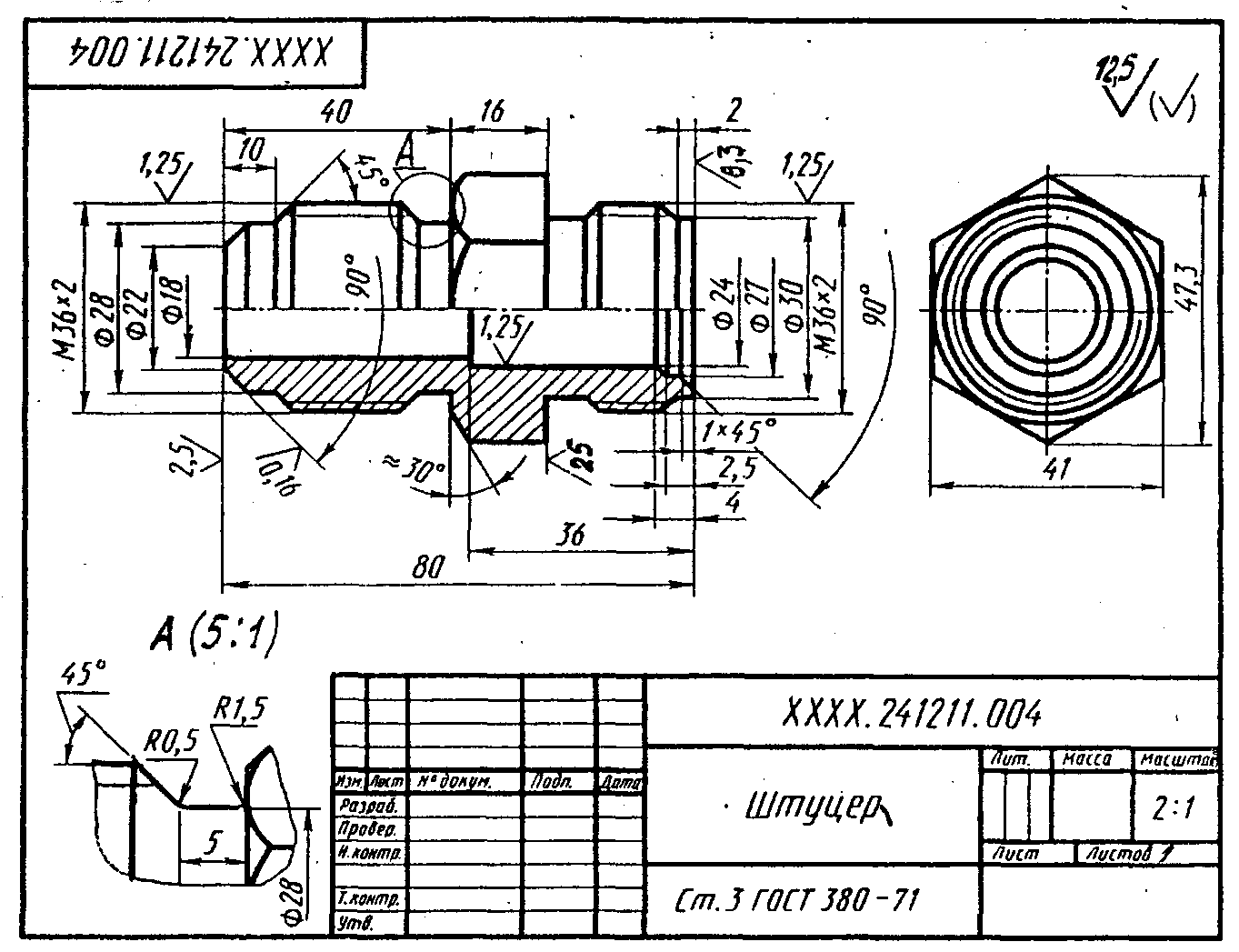
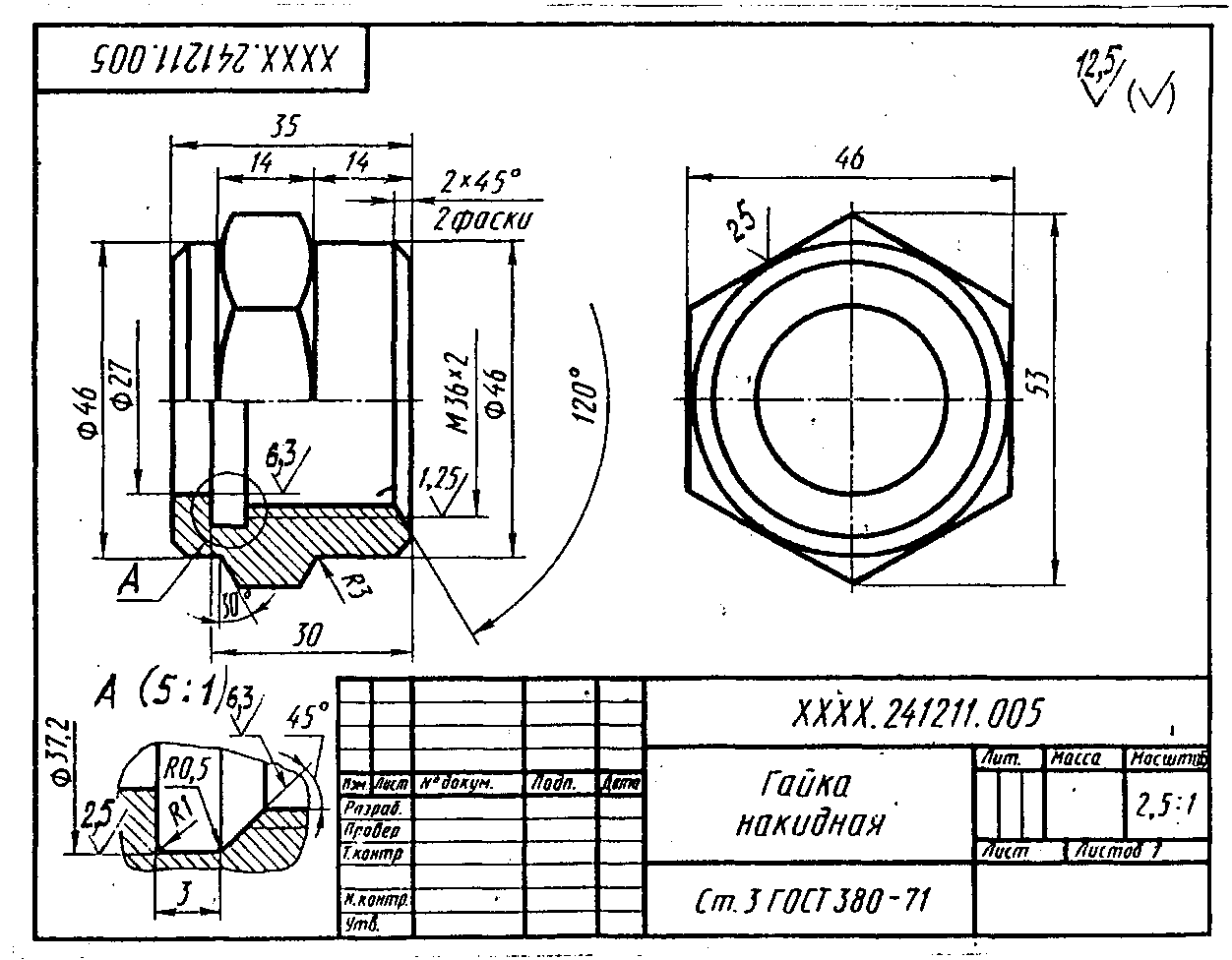
Примеры выполнения рабочих чертежей деталей по чертежу общего вида ( рисунок 5.4) и таблицы перечня к нему (рисунок 5.5) приведены на рисунках 5.6, 5.7 … 5.11.

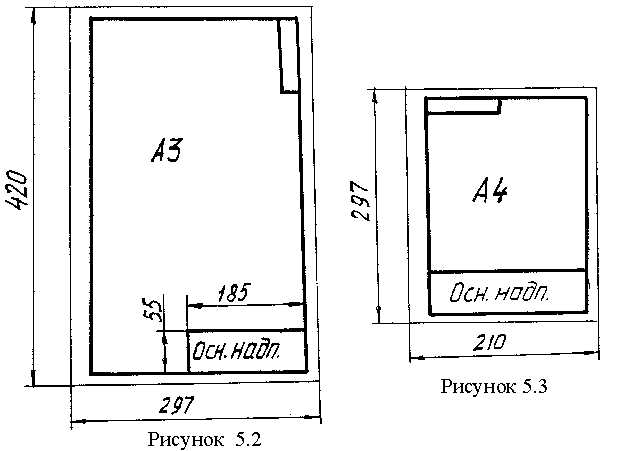
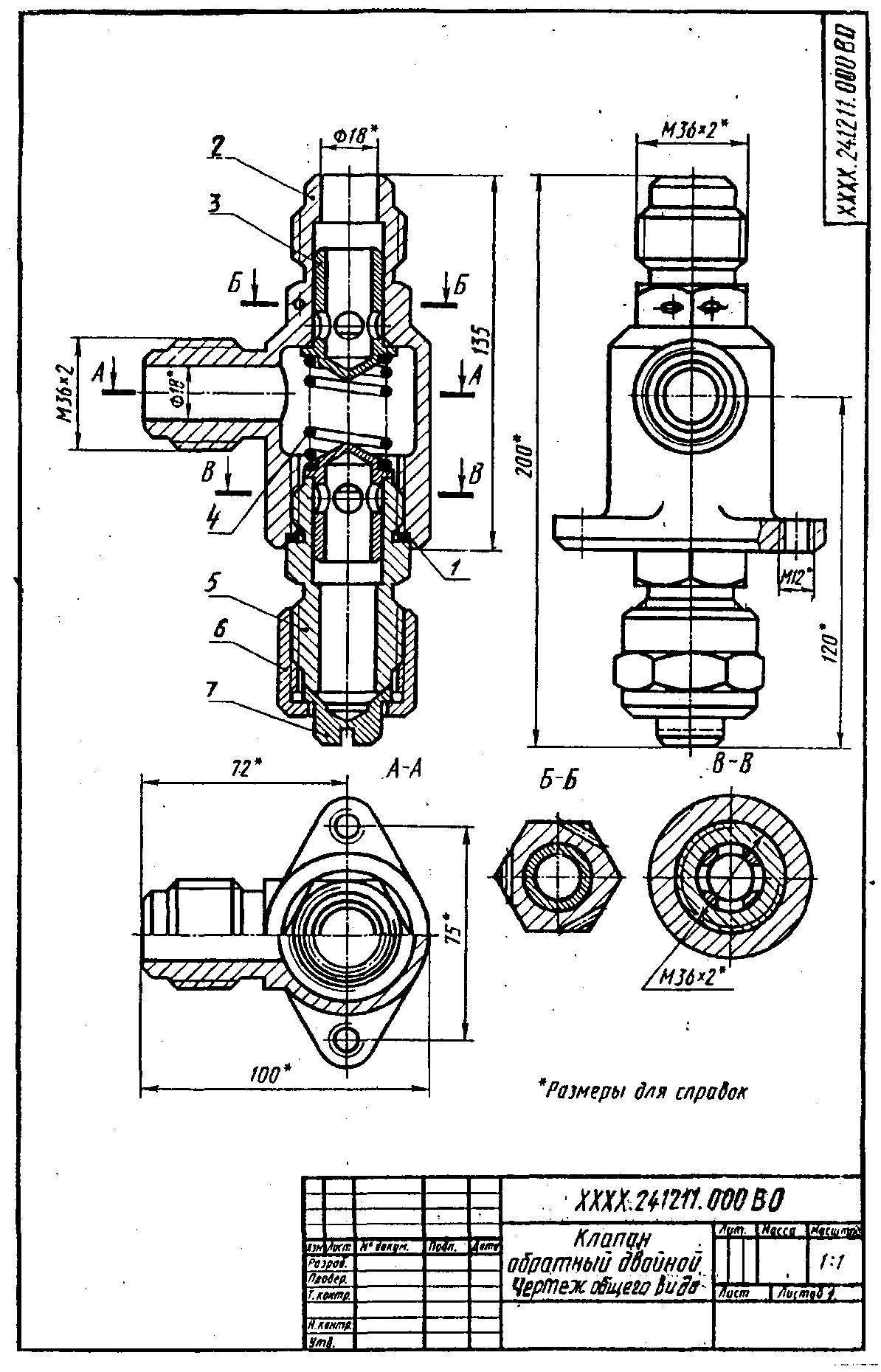
Рисунок 5.4
Поз |
Обозначение |
Наименование |
Кол |
Материал |
||||||
|
|
|
|
|
||||||
|
|
Вновь разрабатывае- |
|
|
||||||
|
|
мые изделия |
|
|
||||||
|
|
|
|
|
||||||
1 |
ХХХХ.241211.001 |
Корпус |
1 |
БрАМц10-2 ГОСТ 18175 - 73 |
||||||
2 |
ХХХХ.241211.002 |
Клапан |
1 |
Сталь 45 ГОСТ 1050 - 74 |
||||||
3 |
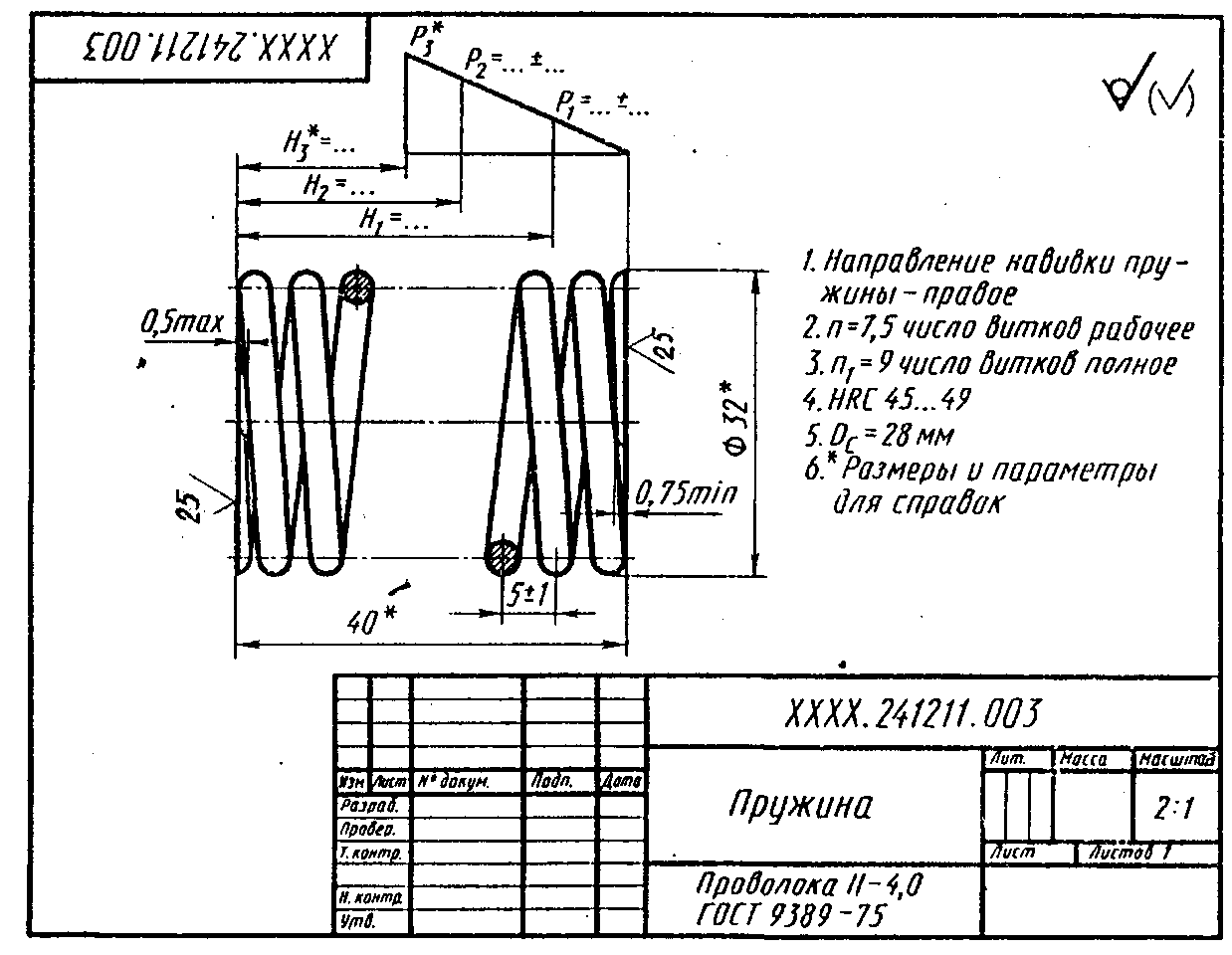
ХХХХ.241211.003 |
Пружина |
1 |
Проволока II – 4,0 ГОСТ 9389 -75 |
||||||
4 |
ХХХХ.241211.004 |
Штуцер |
1 |
Ст.3 ГОСТ 380 - 71 |
||||||
5 |
ХХХХ.241211.005 |
Гайка накидная |
1 |
Ст.3 ГОСТ 380 - 71 |
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
ХХХХ.241211.000 |
|||||
|
|
|
|
|
||||||
Изм |
Лист |
№ докум |
Подп. |
Дата |
||||||
Разраб. |
Петров |
|
|
Клапан обратный двойной
|
Лит |
Лист |
Листов |
|||
Пров. |
|
|
|
у |
|
1 |
||||
|
|
|
|
КузГТУ, МТ-201 |
||||||
|
|
|
|
|||||||
|
|
|
|
|||||||
Рис. 5.5 |
||||||||||
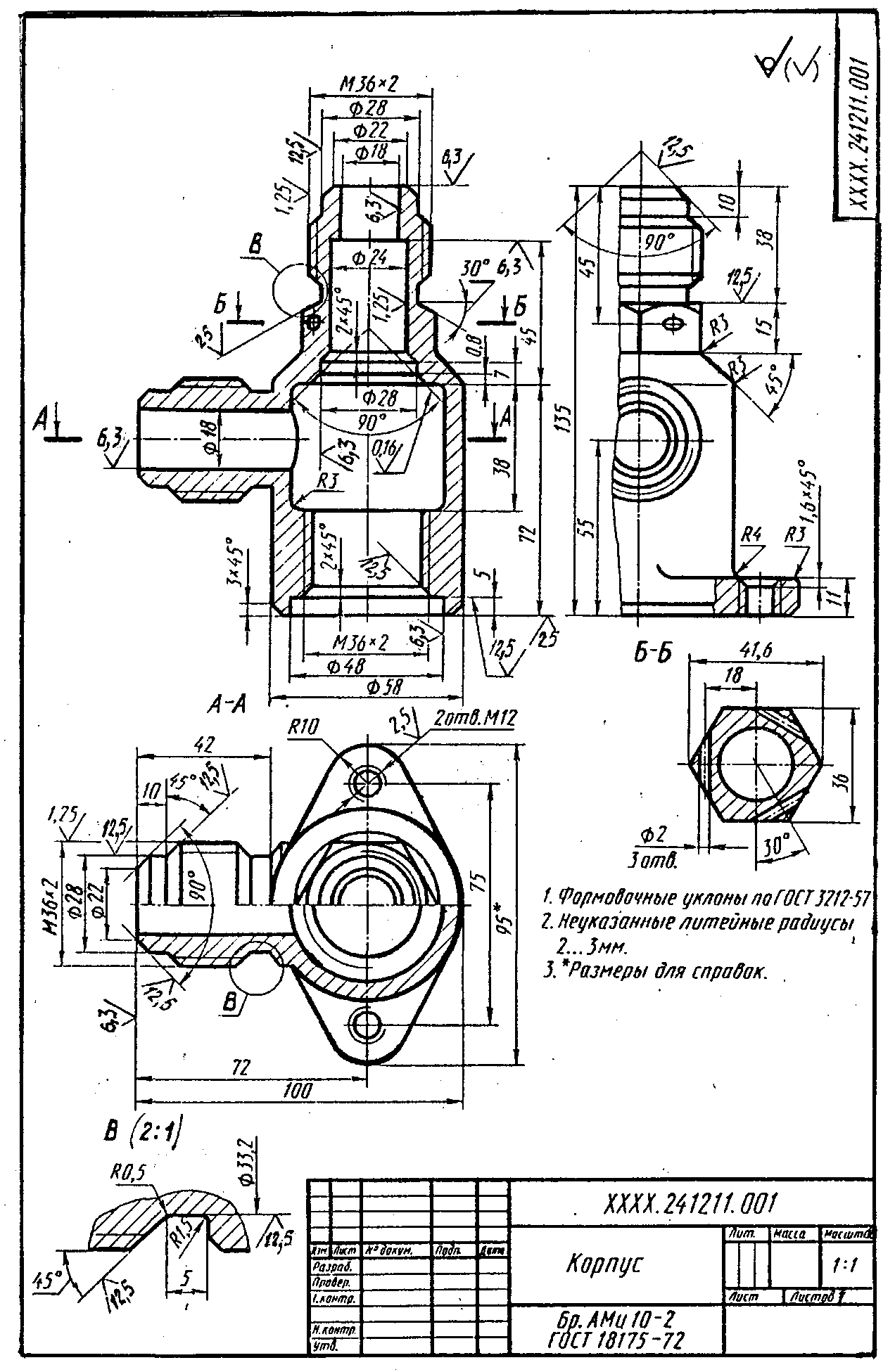
Рисунок 5.6

Рисунки 5.7, 5.8
Рисунки 5.9,5.10
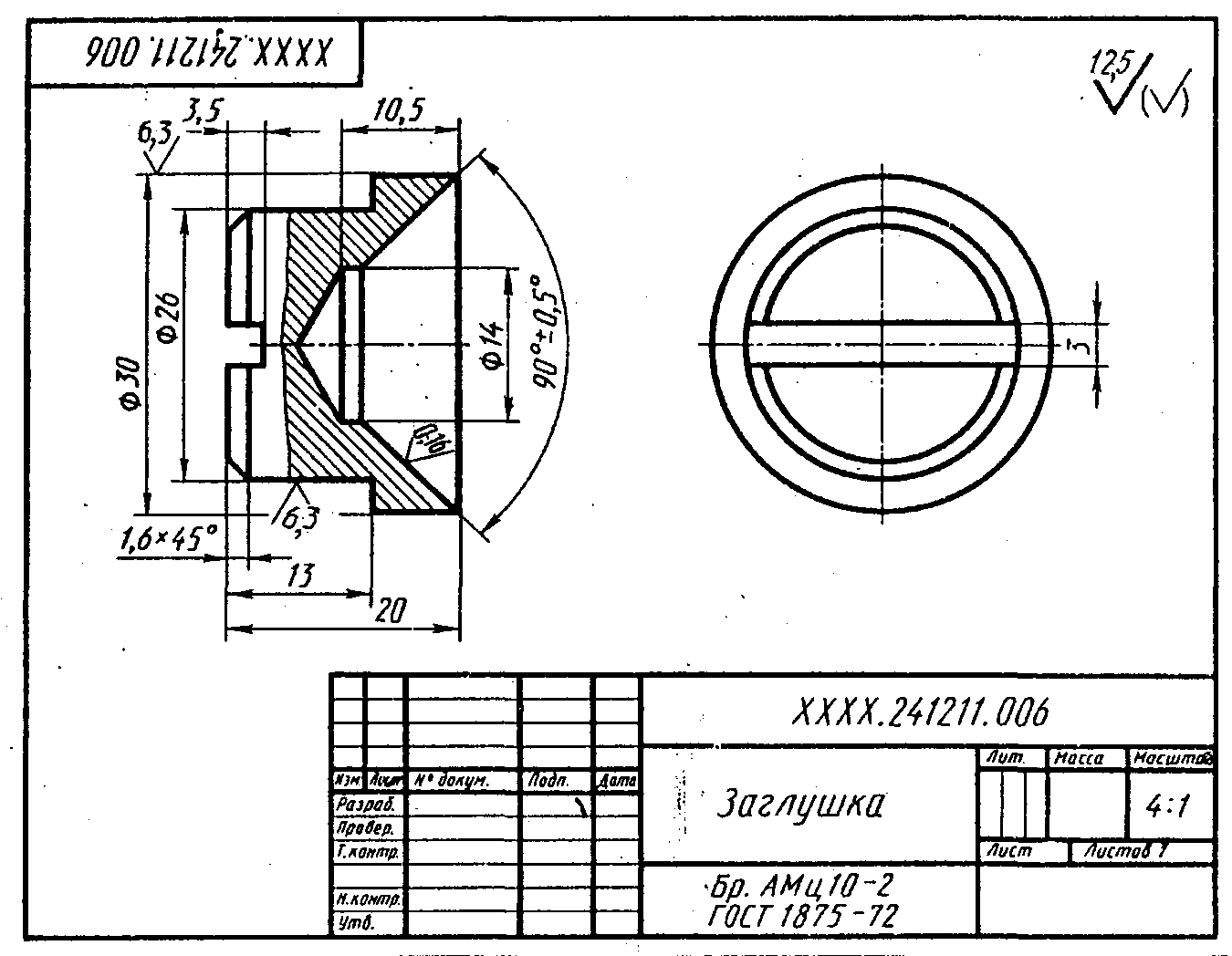
Рисунок 5.11
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
ГОСТы ЕСКД. Общие требования выполнения чертежей. - М.: Издательство стандартов, 1984. – 240 с.
А.И. Лагерь, Э.А. Колесникова. Инженерная графика. – М.: Высш. шк., 1985. – 176 с.: ил.
Справочное руководство по черчению / В.Н. Богданов, И.Ф. Малежик, А.П. Верхола и др. – М.: Машиностроение, 1989.- 864 с.
В.А. Федоренко, А.И. Шошин. Справочник по машиностроительному черчению. – Л.: Машиностроение, 1981.- 416 с.: ил.
Л.И. Новичихина. Техническое черчение: Справочное пособие. – Мн.: Высш. шк, 1983. – 222 с.: ил.
ПРИЛОЖЕНИЕ
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
РАЗМЕРЫ ПРОТОЧЕК ДЛЯ МЕТРИЧЕСКИХ РЕЗЬБ
Наружная резьба
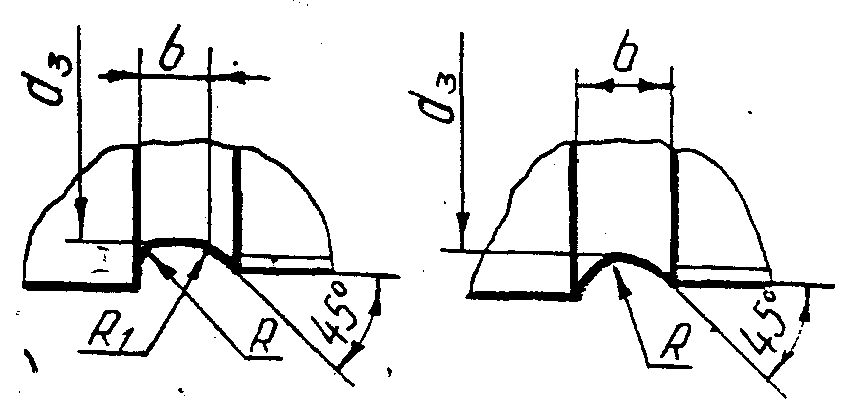
ТАБЛИЦА1
-
шаг
резь-
бы
Тип 1
Тип2
d3
b
R
R1
b
R
0,5
1,6
0,5
0,3
-
-
d – 0,8
0,6
1,6
0,5
0,3
-
-
d – 0,9
0,7
2,0
0,5
0,3
-
-
d – 1,0
0,8
3,0
1,0
0,5
-
-
d – 1,2
1,0
3,0
1,0
0,5
3,6
2,0
d – 1,5
1,25
4,0
1,0
0,5
4,4
2,5
d – 1,8
1,5
4,0
1,0
0,5
4,6
2,5
d - 2,2
1,75
4,0
1,0
0,5
5,4
3,0
d – 2,5
2,0
5,0
1,6
0,5
5,6
3,0
d – 3,0
2,5
6,0
1,6
1,0
7,3
4,0
d – 3,5
3,0
6,0
1,6
1,0
7,6
4,0
d – 4,5
3,5
8,0
2,0
1,0
10,2
5,5
d – 5
4,0
8,0
2,0
1,0
10,3
5,5
d – 6
4,5
10,0
3,0
1,0
12,9
7,0
d – 6,5
5,0
10,0
3,0
1,0
13,1
7,0
d - 7
Внутренняя резьба
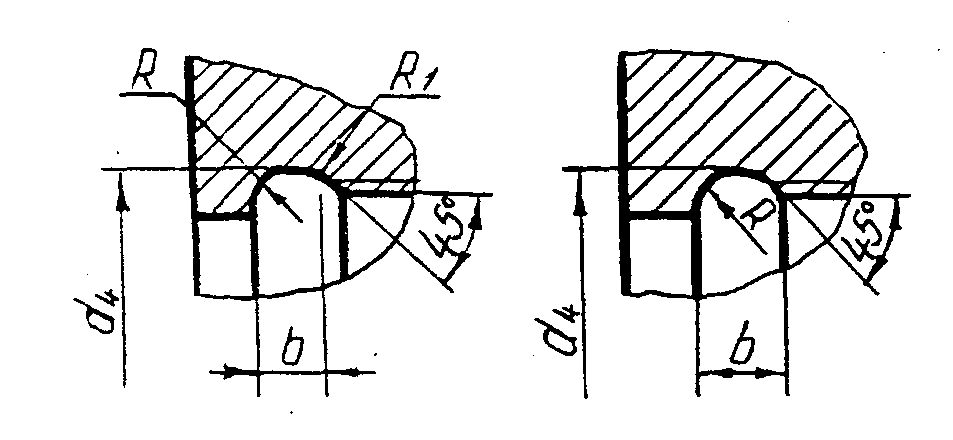
ТАБЛИЦА 2
Шаг резь- бы |
Тип 1 |
Тип 2 |
d4 |
|||
b |
R |
R1 |
b |
R1 |
||
0,5 |
2,0 |
0,5 |
0,3 |
- |
- |
d + 0,3 |
0,75 |
3,0 |
1,0 |
0,5 |
- |
- |
d + 0,4 |
1,0 |
4,0 |
1,0 |
0,5 |
3,6 |
2,0 |
d + 0,5 |
1,25 |
5,0 |
1,6 |
0,5 |
4,5 |
2,5 |
d + 0,5 |
1,5 |
6,0 |
1,6 |
1,0 |
5,4 |
3,0 |
d + 0,7 |
1,75 |
7,0 |
1,6 |
1,0 |
6,2 |
3,5 |
d + 0,7 |
2,0 |
8,0 |
2,0 |
1,0 |
6,5 |
3,5 |
d + 1,0 |
2,5 |
10 |
3,0 |
1,0 |
8,9 |
5,0 |
d + 1,0 |
3,0 |
10 |
3,0 |
1,0 |
11,4 |
6,5 |
d + 1,2 |
3,5 |
10 |
3,0 |
1,0 |
13,1 |
7,5 |
d + 1,2 |
4,0 |
12 |
3,0 |
1,0 |
14,3 |
8,0 |
d + 1,5 |
4,5 |
14 |
3,0 |
1,0 |
16,6 |
9,5 |
d + 1,5 |
5,0 |
16 |
3,0 |
1,0 |
18,4 |
10,5 |
d + 1,8 |
5,5 |
16 |
3,0 |
1,0 |
18,7 |
10,5 |
d + 1,8 |
6,0 |
16 |
3,0 |
1,0 |
18,9 |
10,5 |
d + 2,0 |
КАНАВКИ ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО КРУГА
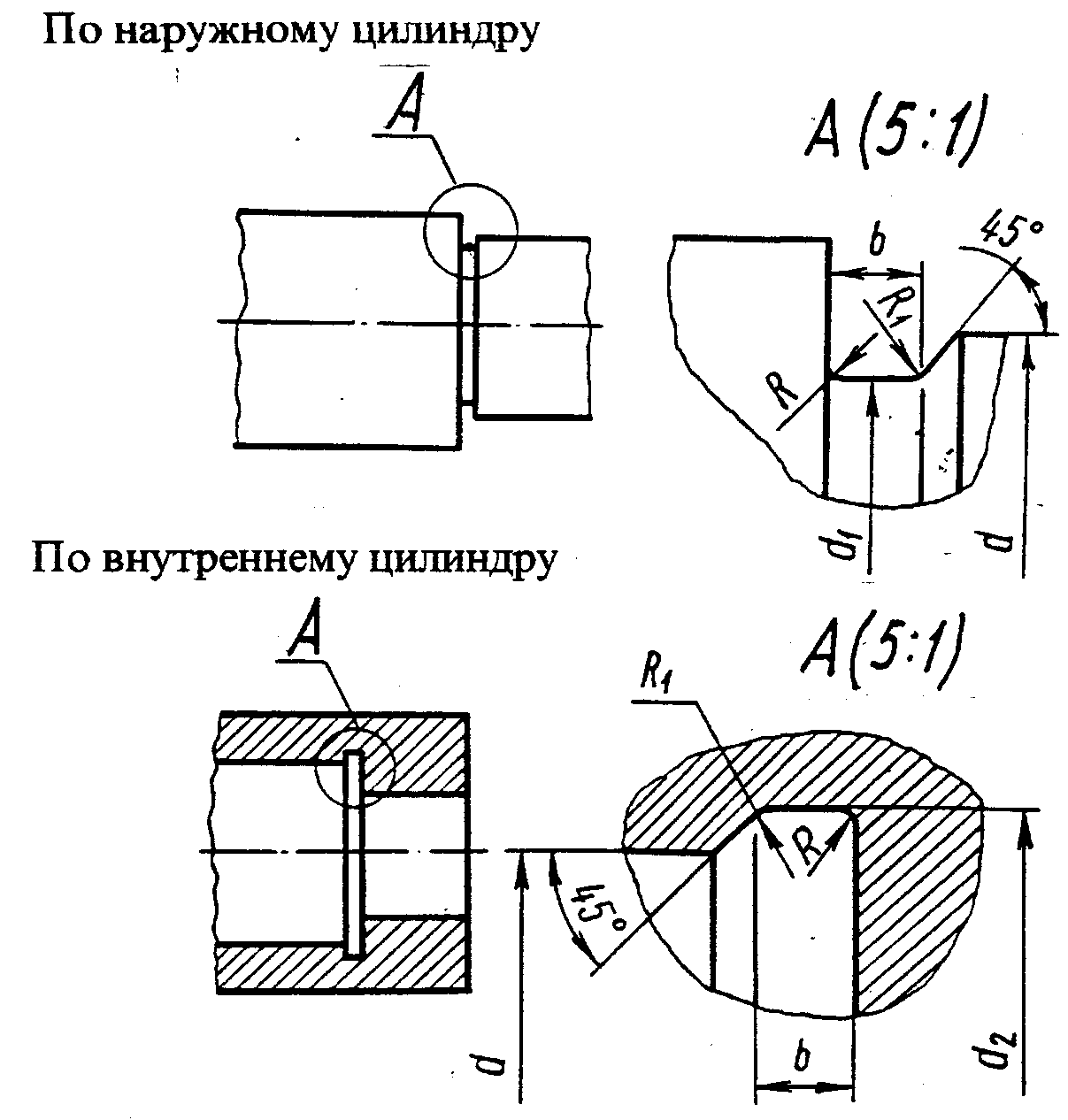
По наружному цилиндру
По внутреннему цилиндру
ТАБЛИЦА 3
d |
d1 |
d2 |
b |
R |
R1 |
До 10 |
d – 0,3 |
d + 0,3 |
1 |
0,3 |
0,2 |
|
|
|
1,6 |
0,5 |
0,3 |
|
|
|
2 |
0,5 |
0,3 |
Св. 10 до 50 |
d – 0,5 |
d + 0,5 |
3 |
1,0 |
0,5 |
Св. 50 до 100 |
d - 1 |
d + 1 |
5 |
1,6 |
0,5 |
Св. 100 |
|
|
8 |
2,0 |
1 |
|
|
|
10 |
3,0 |
1 |
РЕКОМЕНДУЕМЫЕ РАДИУСЫ ЗАКРУГЛЕНИЙ И ФАСКИ ВАЛА И ВТУЛКИ, СОПРЯГАЕМЫХ ПО ДИАМЕТРУ D , мм.

ТАБЛИЦА 4
D
|
R; c |
R1; c1 |
D |
R; c |
R1; c1 |
Св.3 до 6 |
0,4 |
0,6 |
Св. 68 до 100 |
3 |
4 |
Св. 6 до 10 |
0,6 |
1,0 |
Св.100 до 150 |
4 |
5 |
Св. 10 до 18 |
1,0 |
1,6 |
Св. 150 до 200 |
5 |
6 |
Св. 18 до 28 |
1,6 |
2,0 |
Св. 200 до 250 |
6 |
8 |
Св. 28 до 46 |
2,0 |
2,5 |
Св. 250 до 300 |
8 |
10 |
Св. 46 до 68 |
2,5 |
3,0 |
|
|
|
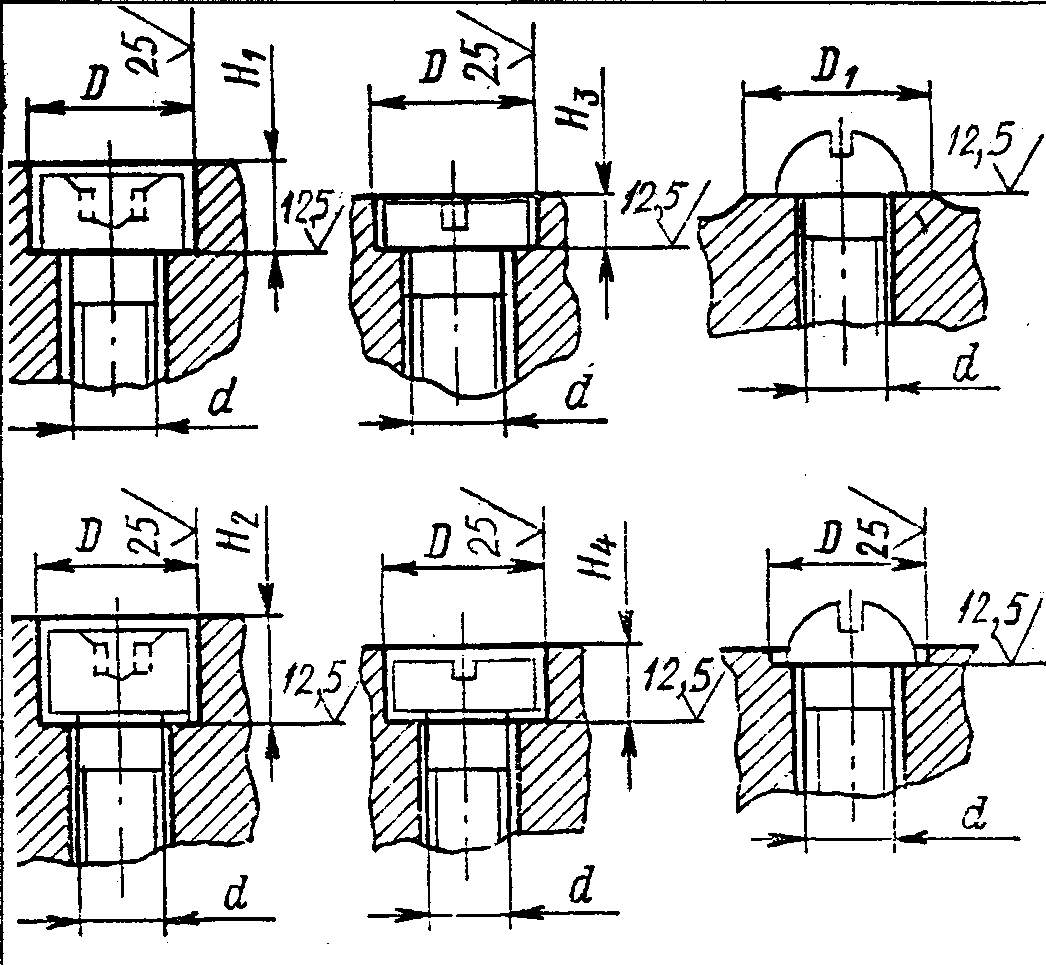
ПОВЕРХНОСТИ ОПОРНЫЕ ДЛЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ, мм.
ТАБЛИЦА 5
Диа метр
Резьбы
Или
Стержня
d |
Под винты с цилиндрической головкой и шестигранным углублением под ключ, с полукруглой и цилиндрическими головками.
|
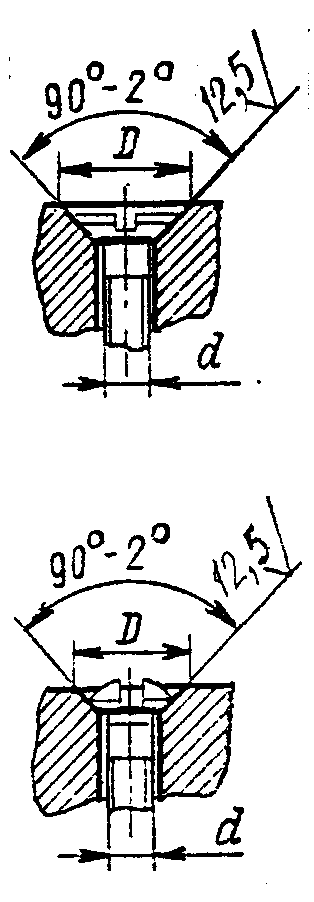
Под винты с потайной и полупотайной головками и шурупы
|
||||||
|
|
|||||||
d |
D |
D1 |
H1 |
H2 |
H3 |
H4 |
D |
|
1-й ряд |
2-й ряд |
|||||||
1 |
2,3 |
2,3 |
- |
- |
- |
0,7 |
- |
2,5 |
1,2 |
2,6 |
2,6 |
- |
- |
- |
0,8 |
- |
2,8 |
1,4 |
2,9 |
2,9 |
- |
- |
- |
1 |
- |
3,2 |
1,6 |
3,3 |
3,3 |
- |
- |
- |
1,2 |
- |
3,8 |
2 |
4,3 |
4,3 |
- |
- |
- |
1,4 |
2 |
4,6 |
2,5 |
5 |
5 |
- |
- |
- |
1,7 |
2,5 |
5,6 |
3 |
6,5 |
6,5 |
- |
- |
- |
2 |
3 |
6,5 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
4 |
8 |
8 |
12 |
4 |
5,5 |
2,8 |
4 |
8,3 |
5 |
10 |
10 |
15 |
5 |
7 |
3,5 |
5 |
10,3 |
6 |
11 |
12 |
18 |
6 |
8 |
4 |
6 |
12,3 |
8 |
14 |
15 |
20 |
8 |
11 |
5 |
7,5 |
16,5 |
10 |
17 |
18 |
24 |
10 |
13 |
6 |
9 |
20 |
12 |
19 |
20 |
26 |
12 |
16 |
7 |
11 |
24 |
14 |
22 |
24 |
30 |
14 |
18 |
8 |
12 |
28 |
16 |
26 |
28 |
34 |
16 |
20 |
9 |
13 |
31 |
18 |
28 |
30 |
36 |
18 |
23 |
10 |
15 |
35 |
20 |
32 |
34 |
40 |
20 |
25 |
11 |
16 |
39 |
22 |
36 |
38 |
- |
22 |
28 |
- |
- |
- |
24 |
38 |
40 |
- |
24 |
30 |
- |
- |
- |
27 |
42 |
45 |
- |
27 |
34 |
- |
- |
- |
30 |
48 |
50 |
- |
30 |
38 |
- |
- |
- |
36 |
57 |
60 |
- |
36 |
45 |
- |
- |
- |
42 |
65 |
68 |
- |
42 |
52 |
- |
- |
- |
48 |
75 |
80 |
- |
48 |
61 |
- |
- |
- |
 Номинальный
диаметр резьбы или стержня
Номинальный
диаметр резьбы или стержня
ОТВЕРСТИЯ ПОД УСТАНОВОЧНЫЕ ВИНТЫ, мм
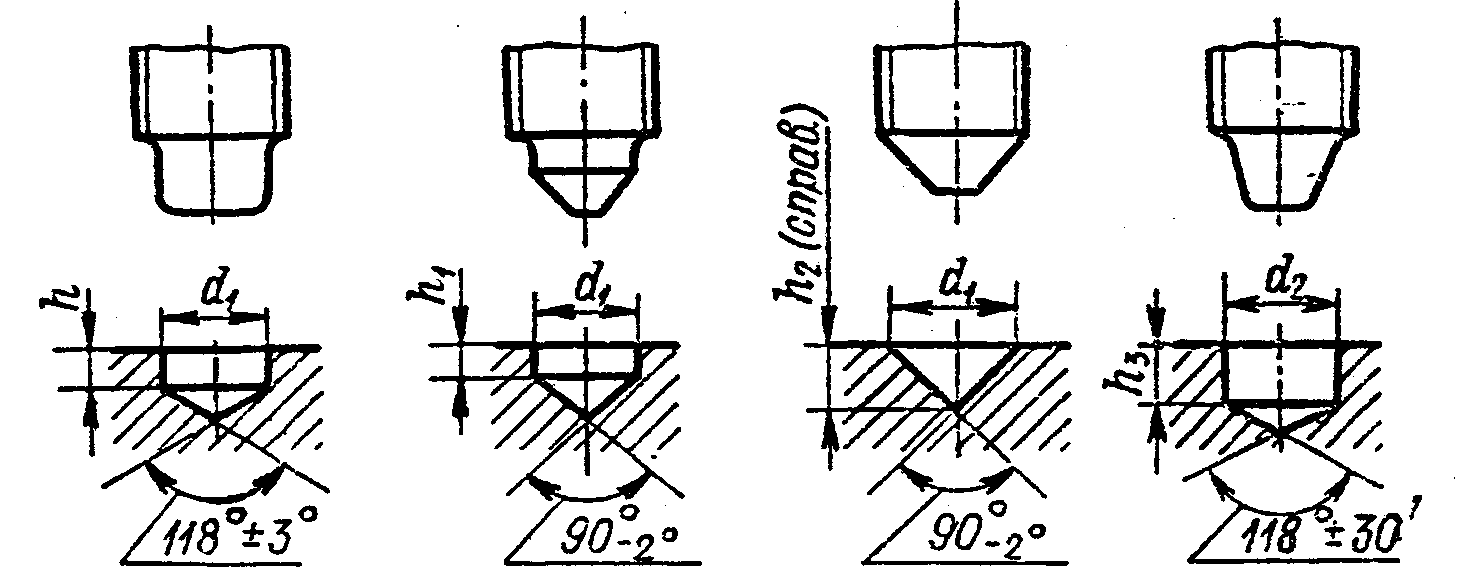
ТАБЛИЦА 6
Диаметр резьбы винта |
d1 |
d2 |
h |
h1 |
h2 |
h3 |
2,5 |
1,7 |
- |
1,0 |
- |
0,8 |
- |
3 |
2,0 |
- |
1,2 |
- |
1,0 |
- |
4 |
2,5 |
- |
1,6 |
- |
1,2 |
- |
5 |
3,5 |
3 |
1,6 |
- |
1,7 |
3 |
6 |
4,5 |
4 |
2,0 |
1,0 |
2,2 |
4 |
8 |
6 |
5,5 |
2,5 |
1,0 |
3,0 |
5 |
10 |
7 |
6,4 |
3,0 |
1,2 |
3,5 |
6 |
12 |
9 |
8,4 |
4,0 |
1,6 |
4,5 |
6 |
16 |
12 |
- |
4,0 |
2,0 |
6,0 |
- |
20 |
15 |
- |
6,0 |
2,5 |
7,5 |
- |
24 |
18 |
- |
6,0 |
2,5 |
9,0 |
- |