

4. Методы организации производства.
1.Поточный метод.
Основной организационной формой работы является поточная линия. Поточные линии на каждом рабочем месте выполняется 1 тех.операцию, а оборудование располагают по ходу ТП. На каждой линии производят обработку только 1ой детали. Если длительность операций на всех рабочих местах одинакова, то работа на линии выполняется с непрерывной передачей объекта производства с одного рабочего места на др. Условие организ.потока должно быть след.:

Если это условие не выполняется, то производят синхронизацию. Этот метод характерен для серийного производства.
2.Переменно-поточный метод.
За каждым станком линии или участка закреплено по несколько операций для технологически однотипных деталей, запускаемых в производство попеременно. В течение определенного периода времени на линии ведется обработка заготовок определенного типоразмера. Затем линию переналаживают для заготовок другого типоразмера. В приспособлениях можно было бы обработать любые заготовки закрепленных типоразмеров определенной группы. Располагая оборудование по ходу ТП, потребуется движение деталей от одного рабочего места к другому.
3.Непоточный.
При незначительных объемах выпуска, частых сменах выпуска изделий, а также невозможности использования поточного метода. Строгого закрепления операций за рабочими местами не производится. Длительность операций не синхронизируют по такту выпуска. На рабочих местах создают заделы заготовок необходимых для обеспечения загрузки рабочих мест. Стремятся на каждом рабочем месте осуществить максимальное воздействие на предмет труда и уменьшить число операций.
Единичное, мелко-, средне-, серийное производство.
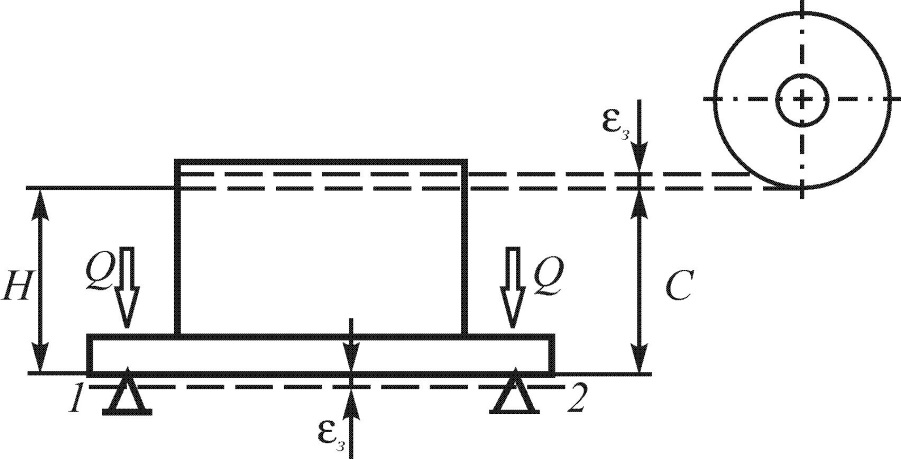
Погрешность базирования.
Погрешность базирования –разность предельных положений измерительной базы относительно настроенного на размер инструмента.

(эпсилон)
Э то
определение оказывается очень важным
поскольку оно позволяет определить
количественно
то
определение оказывается очень важным
поскольку оно позволяет определить
количественно
для любой схемы установки.
Для каждой схемы установки будет своя расчетная формула.
1-2 – измерительная и технологическая базы
А=const,B=const
Для любой партии заготовок существуют такие заготовки, где будут Нmax и Hmin.
6. Погрешность закрепления.
Погрешность
закрепления - разность предполагаемых
положений измерительной базы относительно
настроенного на размер инструмента,
возникающая под действием сил закрепления
 .
.
Из-за
жесткости заготовки или приспособления
наибольшее перемещение при закреплении
возникает в месте стыка заготовки и
установочных элементов. Деформируется
заготовка и установочный элемент.
Зависимость контактных деформаций или
осадка заготовки от удельного давления
в общем виде:
 ,
где
,
где
 -
сила на одну опору, С- коэффициент,
характеризующий вид контакта и
физико-механические свойства поверхностных
слоёв заготовки. При обработке возникают
колебания силы
-
сила на одну опору, С- коэффициент,
характеризующий вид контакта и
физико-механические свойства поверхностных
слоёв заготовки. При обработке возникают
колебания силы
 от
от
 до
до
 ,
возникают колебания
,
возникают колебания
 от
от
 до
до
 ,
тогда после рассеяния перемещения
заготовки
,
тогда после рассеяния перемещения
заготовки
Упругие
деформации элементов приспособлений:
 , где J-
жёсткость системы
, где J-
жёсткость системы
 .
.
В
связи с тем, что
 случайные величины тои суммируют их
как случайные величины:
случайные величины тои суммируют их
как случайные величины:
 ,
,
где
 -
угол между направлением выдерживаемого
размера и контактной деформацией.
-
угол между направлением выдерживаемого
размера и контактной деформацией.