

29. Установка заготовок на центровые отверстия
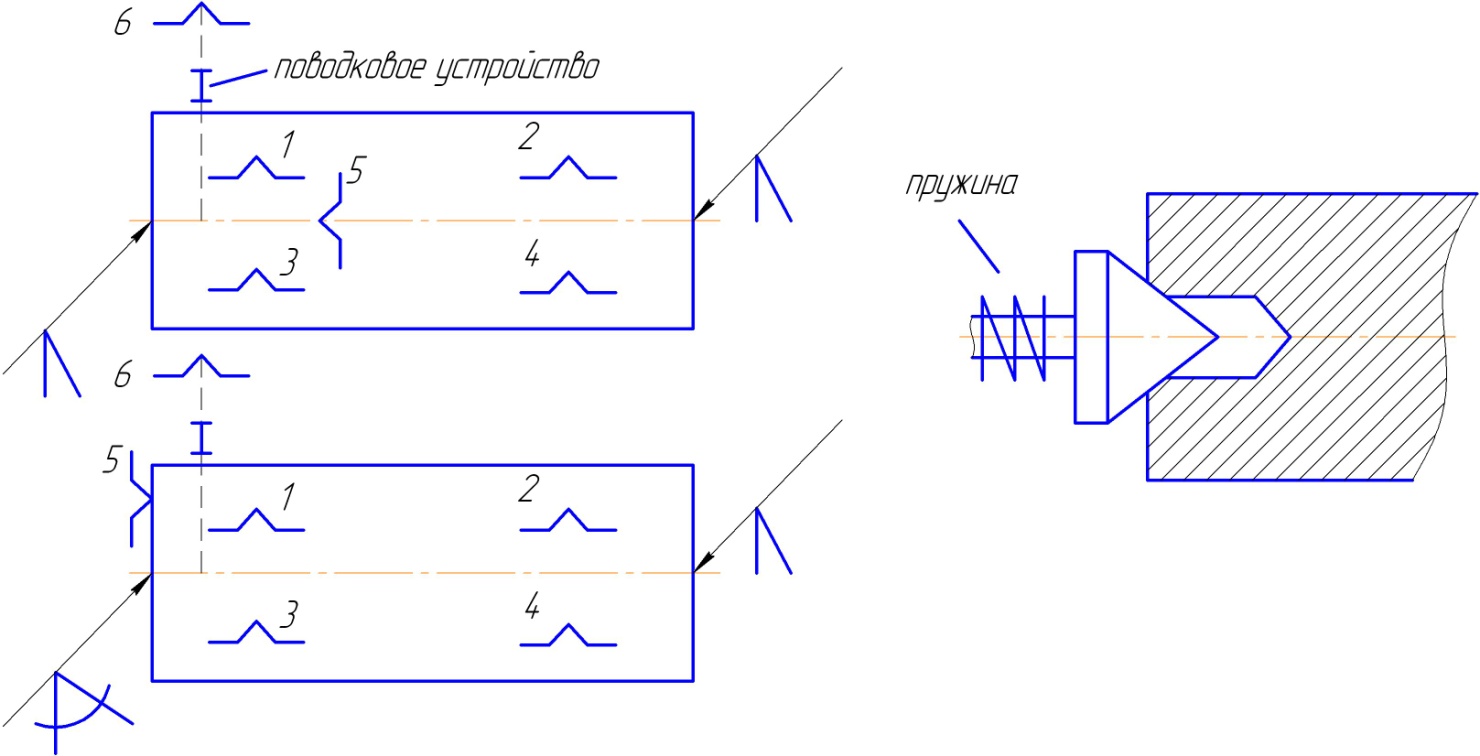
Центровые отверстия служат только для установки заготовок.
Поводковое устройство – хомут, цанга, двухкулачковый патрон.
Схема базирования будет определяться типом переднего центра.
![]() – плавающий
центр
– плавающий
центр
точки 1, 2, 3, 4 – двойная направляющая база
точка 5 – опорная база (в месте контакта центров с центровыми отверстиями)
точка 6 – фрикционная связь
Плавающие центра применяются для компенсации погрешности центровых отверстий.
Самая распространенная схема для обработки ступенчатых валов.
На токарных, шлице- и червячнофрезерных, резьботокарных станках и суперфиниш.
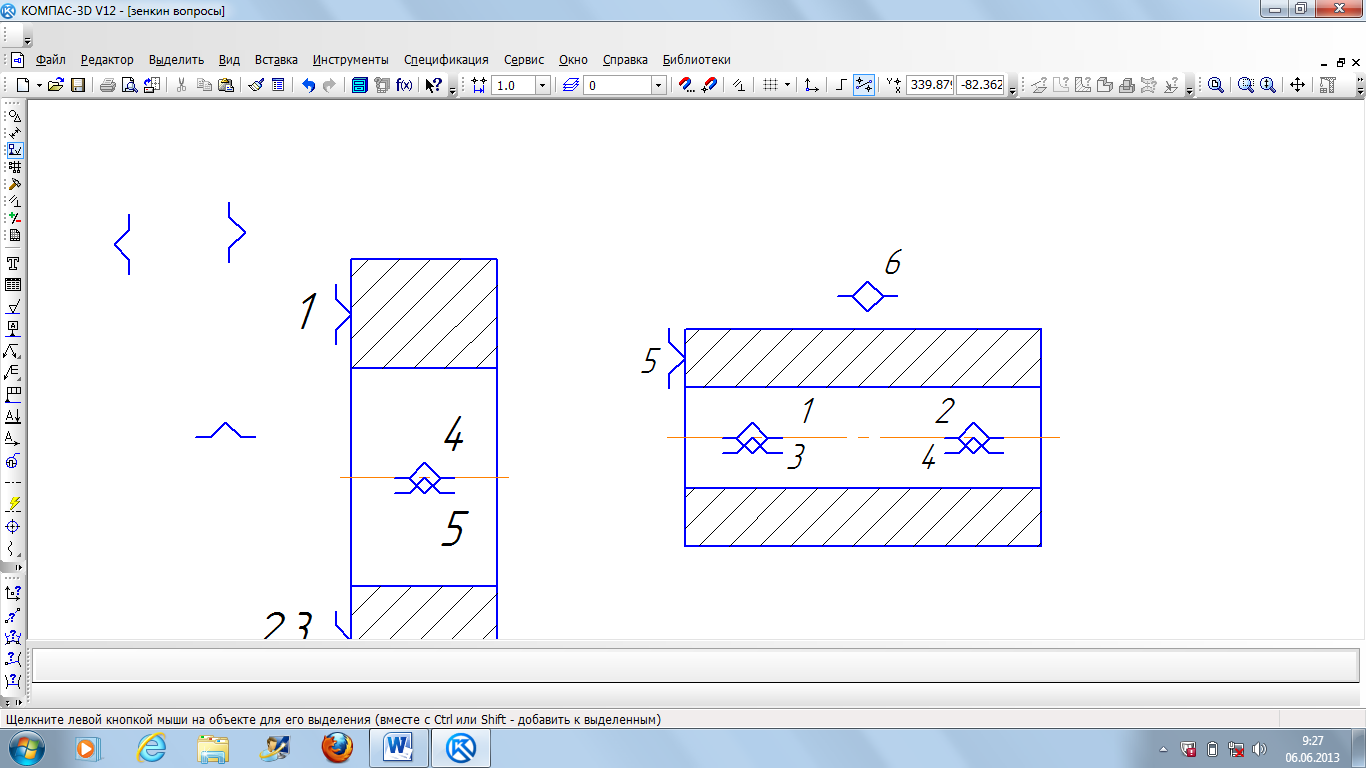
30. Установка заготовок по наружной цилиндрической поверхности с упором в торец

(I) – установка в жесткую неподвижную призму
(II) – установка в две призмы или в тиски
точки 1, 2, 3, 4 – двойная направляющая база (наружная поверхность)
точка 5 – опорная база
точка 6 – фрикционная связь
Применяется на шпоночнофрезерных, центрошлифовальных станках.
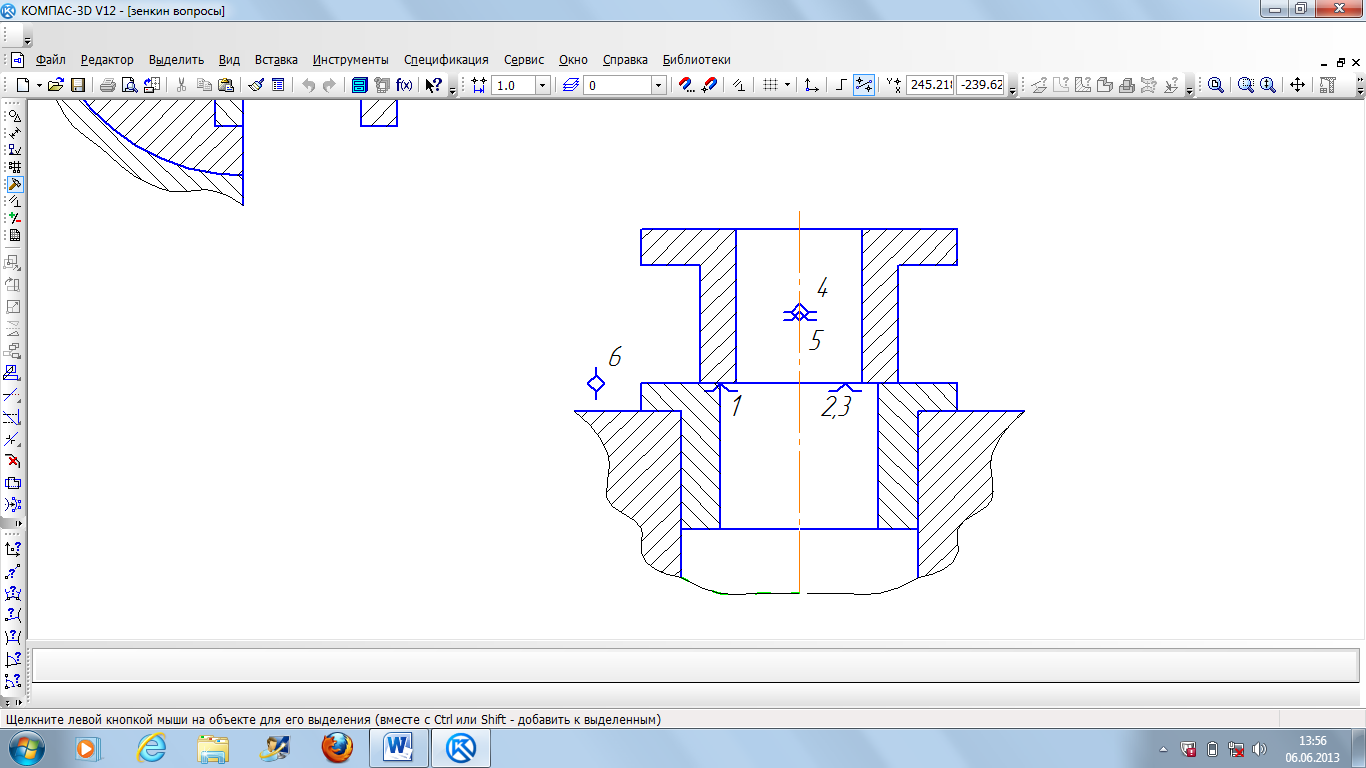
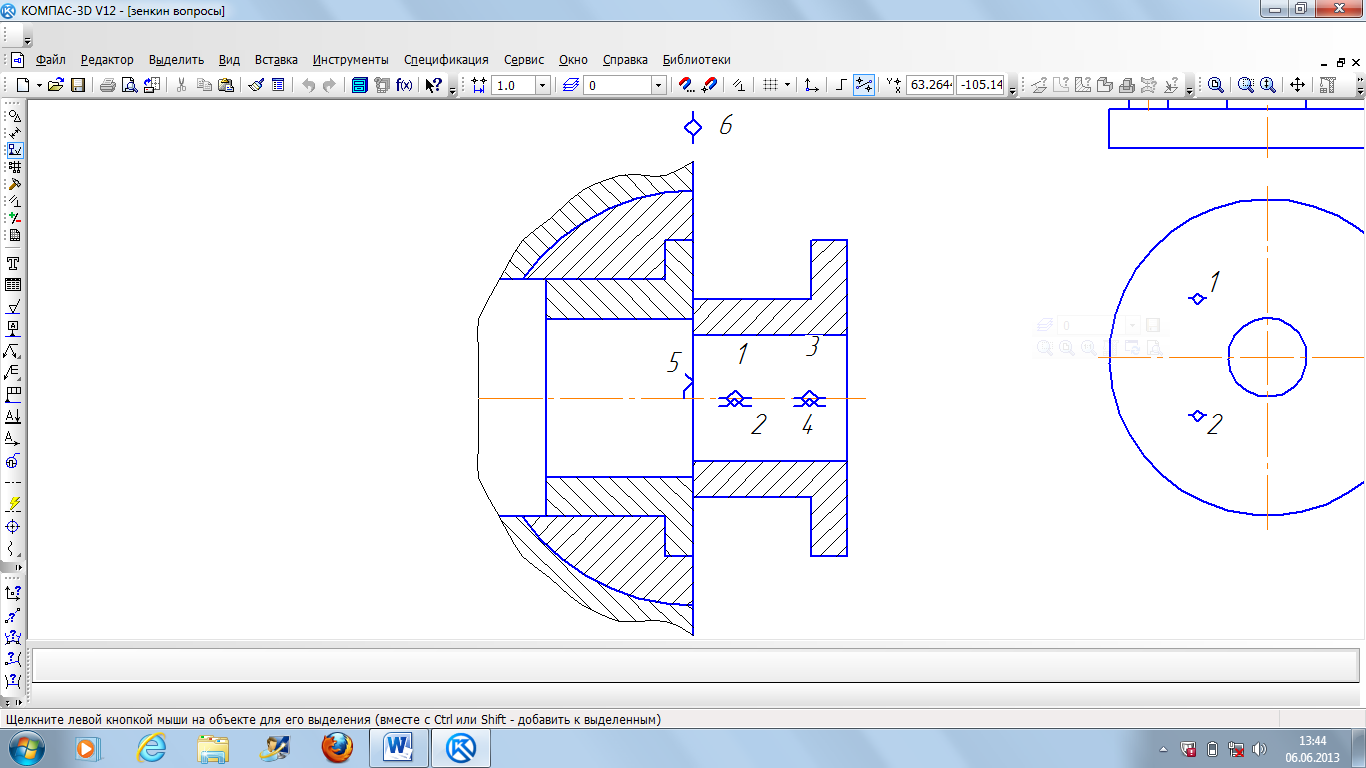
31. Установка заготовок в трехкулачковом само центрирующемся патроне
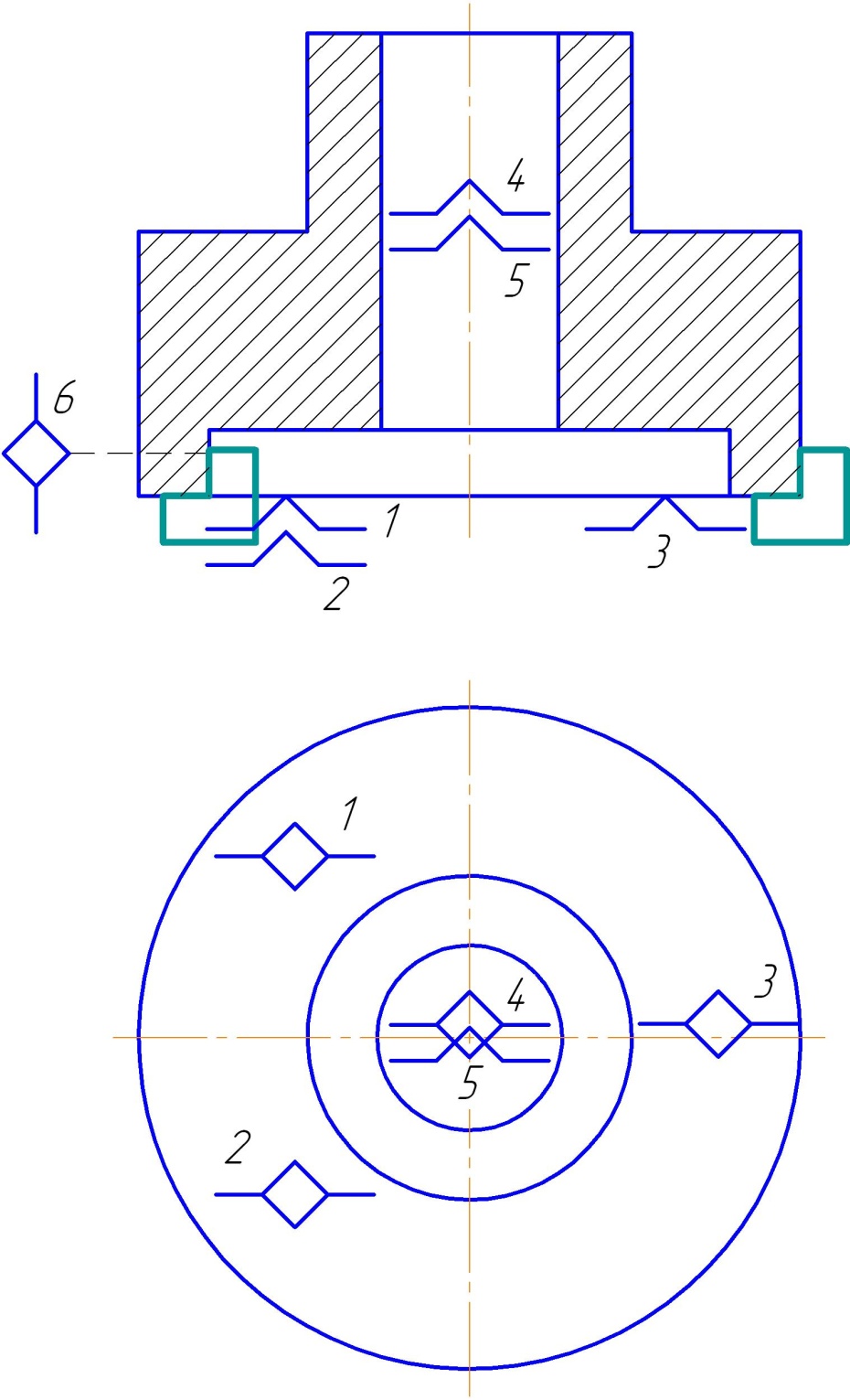
точки 1, 2, 3 – установочная база
точки 4, 5 – двойная опорная база
точка 6 – фрикционная связь
Применяется на зуботочных и зубофасочных станках.
32.Установка заготовок с использованием короткого опорного пальца.
Применяется на зубофрезерных, зубошлифовальных станках .
33.Установка заготовки типа дисков на разжимную (цанговую) оправку.
34.Установка заготовок типа втулок на разжимную (цанговую) оправку.
35.Установка
заготовок на разжимную шлицевую оправку
(![]() )
)
36.Установка заготовки на жёсткую оправку.
Применяется при протягивании шпоночных и шлицевых пазов на вертикально протяжных станках.
Торец - установочная база(1-3).
Ось заготовки – двойная опорная база.
37.Установка заготовок на самоустанавливающуюся оправку.
Применяется на горизонтально протяжных станках
Ось заготовки – двойной направляющая база
38.Установка заготовки на зубчатые поверхности и торец.
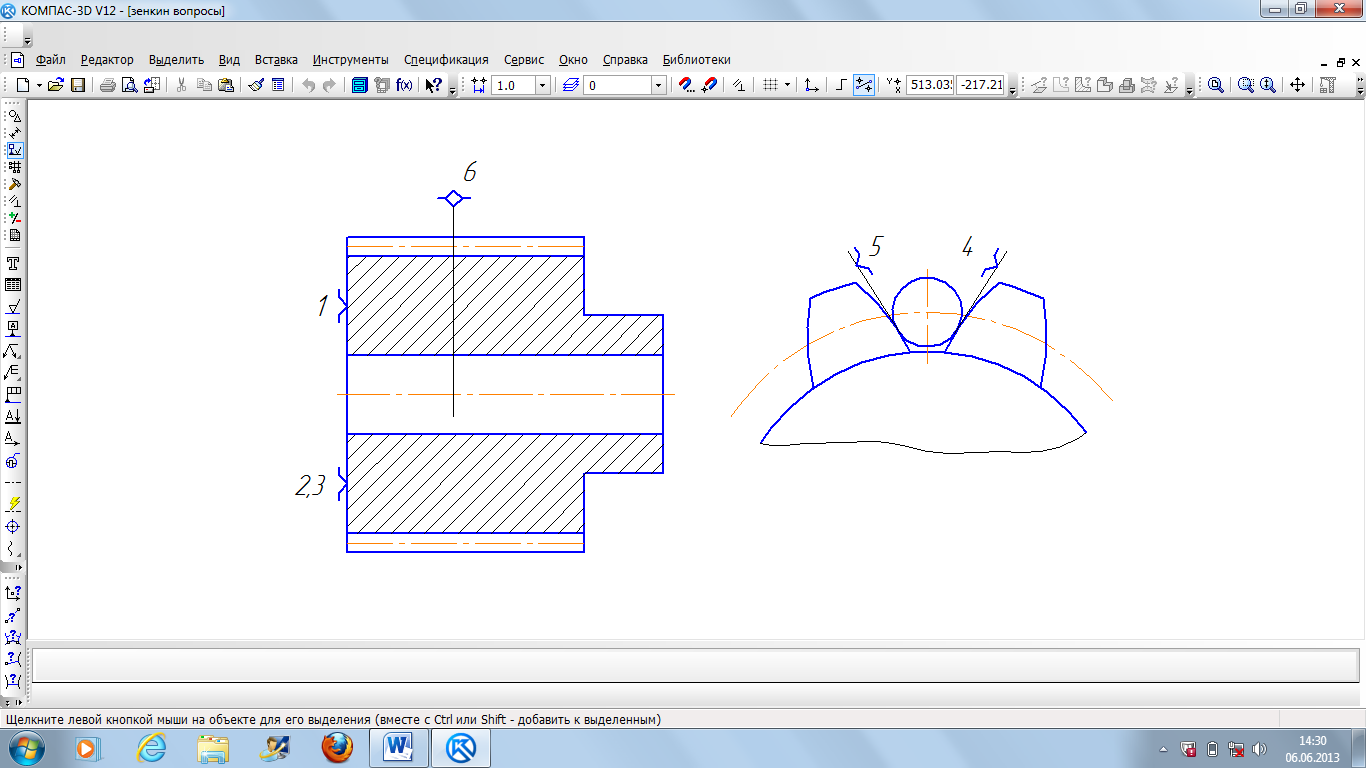
Применяется при шлифовании осевых отверстий.
В качестве установочных элементов применяется:
- для прямозубых цилиндрических колес:3 ролика;
- для цилиндрических колёс со спиральным зубом:6 шайб.
В качестве зажимного устройства применяются самоцентрирующиеся патроны мембранного типа.