

25. Методы назначения припусков.
Припуск – слой материала, удаляемый при обработке, с целью получения поверхности с заданным конструктором качеством, размерами, точностью.
Общий припуск – слой материала, удаляемый после всех технологических операций.
Межоперационный припуск – слой материала, удаляемый при выполнении одной операции.
Односторонний припуск – слой материала, удаляемый с одной стороны детали.
Двухсторонний припуск – слой материала, удаляемый с двух сторон детали.
Методы назначения припусков
Опытно-статистический. Основан на статистике и опыте большого числа предприятий. Данный метод позволяет определить размеры заготовки до обработки.
Достоинства: Экономия времени.
Недостатки: Припуски назначают без учета конкретных условий построения техпроцесса, поэтому припуск завышают.
Применяется в единичном, мелкосерийном производстве и в случаях, когда техпроцесс разрабатывается укрупненно.
Расчетно-аналитический. Основан на учете конкретных условий выполнения техпроцесса и позволяет определить припуск, составленный его элементами.
Применяется при обработке резанием методом автоматического получения размеров и методом индивидуального получения размеров при обработке крупных деталей. Метод позволяет выявить возможность экономии металла и снизить трудоемкость.
Согласно методу расчета припусков, основанному на учете факторов, промежуточный припуск должен быть таким, чтобы при его снятии были ликвидированы погрешности предшествующие операциям перехода, а также погрешности установки на выполняемой операции.

 -
высота профиля на предшествующем
переходе или операции.
-
высота профиля на предшествующем
переходе или операции.
 -
глубина дефектного верхнего слоя на
предшествующем переходе или операции.
-
глубина дефектного верхнего слоя на
предшествующем переходе или операции.
 -
суммарное отклонение формы поверхности,
полученное на предшествующем переходе.
-
суммарное отклонение формы поверхности,
полученное на предшествующем переходе.
 -
погрешность установки заготовки.
-
погрешность установки заготовки.
Вероятностно-статистический метод. В основу исследований факторов и расчета припусков в нем положен вероятностный подход, что более оправдано теоретически и дает более близкий к практике результат. С учетом этого метода разработаны стандарты с припусками.
26. Установка заготовок на плоскости
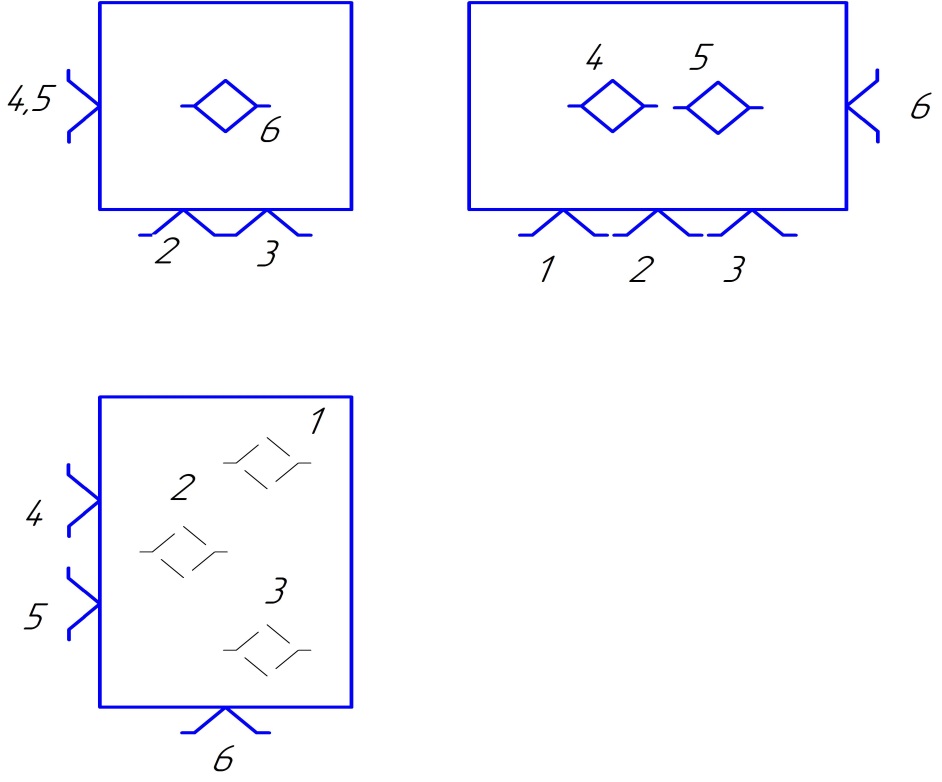
1,2,3 – установочная база
4,5 – направляющая база
6 - опорная база
Данная схема установки используется при обработке заготовок типа станин, корпусов, плит, рам, кронштейнов.
27. Установка заготовок на наружную поверхность вращения (для жестких валов)
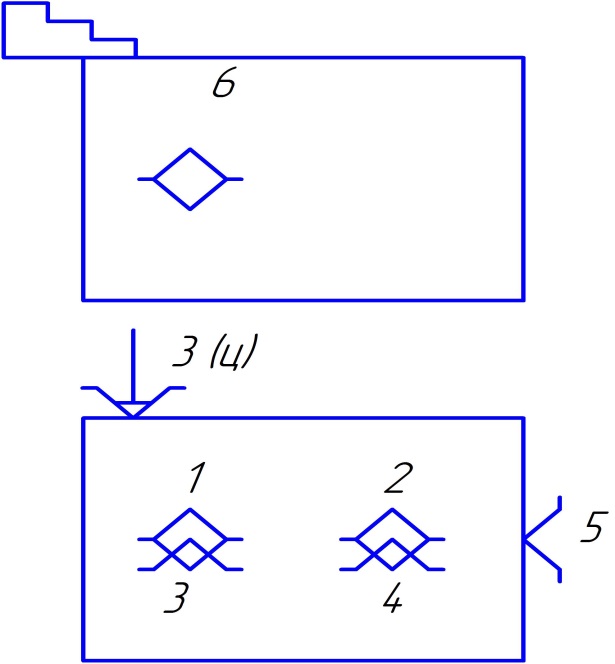

1,2,3,4 – двойная направляющая база
5 – опорная база
6 – фрикционная связь
Данная схема используется на токарных и резьбо-фрезерных станках. Используются 3-х кулачковые (3) самоустанавливающиеся патроны или цанговые (ц) патроны.
28. Установка заготовок на наружную поверхность вращения с использованием заднего центра
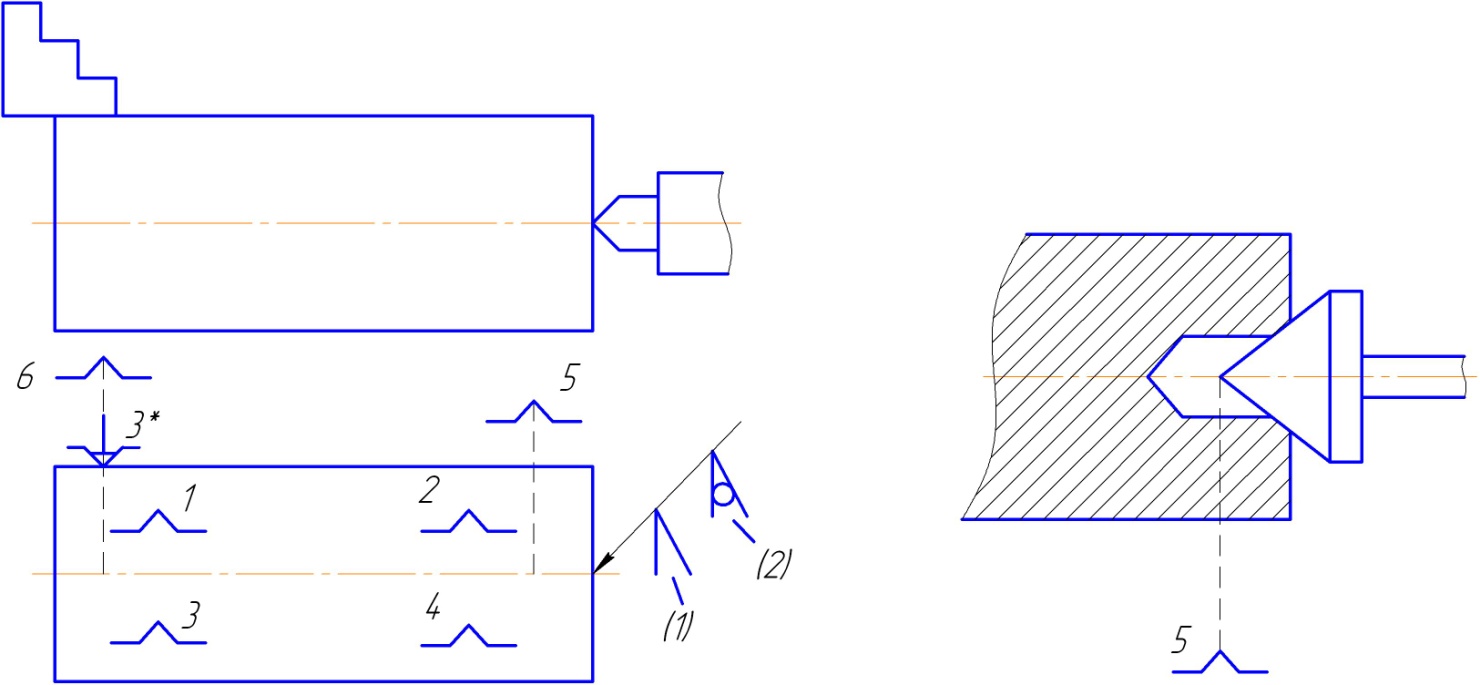
точки 1, 2, 3, 4 – двойная направляющая база
точка 5 – опорная база (в месте контакта центра с отверстием)
точка 6 – фрикционная связь
3* – количество кулачков у патрона (на экзамене * писать НЕ НУЖНО, просто для различия с т.3)
(1), (2) – центра
Жесткие центра применяются на шлифовальных и резьбофрезерных станках (1), на токарных вращающихся (2).