

24. Характеристика технологических методов и оборудования для получения заготовок обработкой давлением. Комбинированные и специальные методы получения заготовок.
Ковка – универсальный метод производства поковок на молоте или прессе. Заготовка называется – поковка. Масса от 10 гр. До 350 т.
Припуски: Ковка на молотах 3-4 мм.
Ковка на прессах 7-10мм.
Преимущества: 1) Позволяет получать крупногабаритные заготовки последовательным деформированием ее участков. 2) Улучшаются физико-механические свойства материала, особенно удельная вязкость, поэтому ковку применяют для изготовления заготовок ответственных деталей машин (диски турбин, роторы, валки прокатных станов, коленвалы, детали крупных штампов).
Основные операции ковки:
Осадка
Проятжка
Прошивка
Рубка
Гибка
Закручивание
Горячая объемная штамповка – основной способ получения заготовок для ответственных деталей массой от 500 гр. До 30 кг.
В зависимости от типа применяемого штампа:
В открытых штампах
В закрытых штампах
В штампах для выдавливания
В зависимости от оборудования:
На молотах
На прессах
На КГШП (кривошипный горячештамповочный пресс)
На ГКМ (горизонтально-ковочная машина)
На гидравлических прессах
На специальных машинах
Так как штамп определяет течение металла, то подразделение по типу штампа считают основным.
Штамповка в открытых прессах
Исходными служат катаные или исходные заготовки.
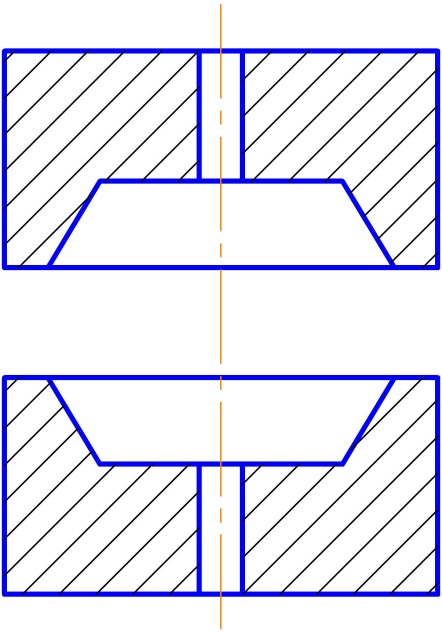
Штамповка в закрытых штампах
Заключается в том, что исходная заготовка деформируется, находясь в полости одной части штампа. Для обеспечения удаления заготовки используют штамповочные уклоны или выталкиватели. Колебания готовых и исходных заготовок должны быть незначительными.
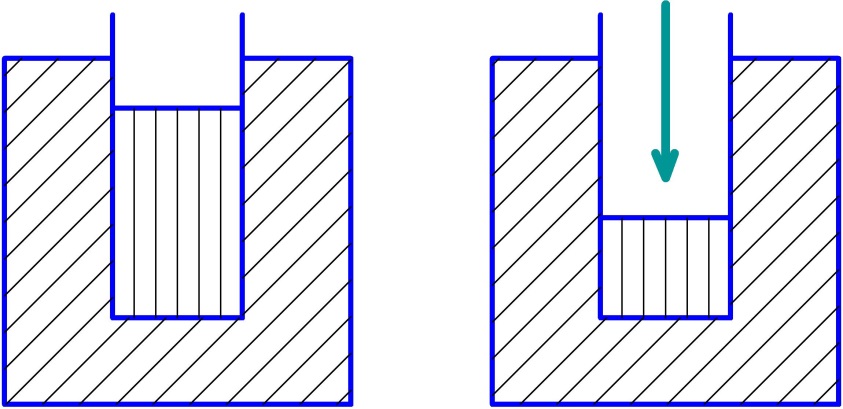
Штамповка выдавливанием
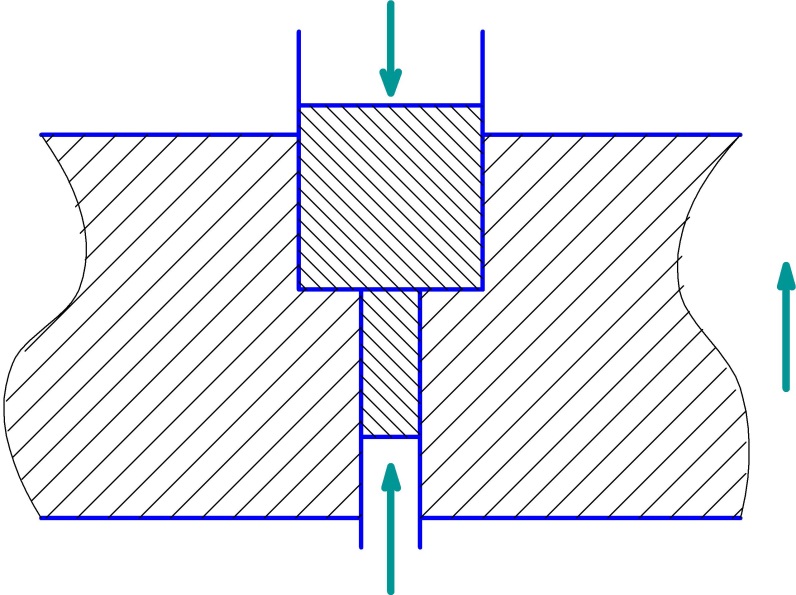
Прогрессивный процесс объемного деформирования, применяется для получения поковок стержней с фланцами, клапанов.
Достоинства: Расход металла на 30% ниже, точность 12 квалитет, плотная структура, низкая шероховатость. Осуществляется на ГКМ (горизонтально- ковочных машинах), как в горячем, так и в холодном состоянии.
Недостатки: Высокая энергоемкость, низкая стойкость штампов.
Холодная объемная штамповка
Применяется для получения заготовок с высокими физико-механическими свойствами, точность 12 квалитет, Ra 5-10 мкм, производительностью – сотни заготовок в час. Этим методом получают заготовки, работающие в тяжелых условиях абразивного износа, при ударных и знакопеременных нагрузках (шаровые пальцы рулевой тяги, корпуса свечей).
Комбинированные и специальные методы получения заготовок.
Применяют для изготовления крупных и сложных заготовок деталей ответственных машин, таких как станины крупных прессов и станков, корпуса паровых турбин низкого давления.
Заготовки разделяют на отдельные простые элементы, обрабатывают по сопряженным поверхностям и соединяют сваркой в одну заготовку. Иногда обработанные заготовки устанавливают в форму и заливают расплавом, получая заготовки средних размеров.
Метод порошковой металлургии для изготовления заготовок со специальными свойствами
Основные этапы метода:
Подготовка порошков исходных материалов
Прессование в специальных формах
Спекание
Достоинства: 1) Возможность изготовления заготовок из тугоплавких материалов, псевдосплавов (медь+вольфрам+железо+графит) и пористых материалов подшипников скольжения. 2) Требуется только отделочная механическая обработка.
Типовые детали – зубчатые колеса, кулачки, звездочки, ограничители, храповики, втулки.