

Структура производственного и технологического процессов.
Производственный процесс – совокупность всех действий людей и орудий производства необходимых для изготовления изделия.
ПП включает в себя:
- подготовку и обслуживание средств производства;
- получение материалов, полуфабрикатов и заготовок и их хранение;
- различные виды обработки;
- сборку изделий;
- транспортировку изделий;
- КК на всех стадиях производства;
- отделка;
- покраска;
- упаковка готовой продукции.
Технологический процесс - часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
В результате выполнения технологического процесса изменяются физико-химические свойства материалов, изменяется геометрическая форма, р-ры, относительное положение элементов детали, качество поверхности, внешний вид объекта производства и т.д.
Технологическая операция – законченная часть технологического процесса, выполняемая на одном рабочем месте.
Операция охватывает все действия, оборудование и рабочих над одним или несколькими совместно обрабатываемыми объектами произ-ва.
К вспомогательным операциям относят контроль деталей, их транспортировка, складирование и т.д.
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой(сверление отверстия).
Вспомогательный переход – законченная часть технологической операции, состоящая из действий чел-ка и(или) оборудования, которые не сопровождаются изменением формы, р-ров, кач-ва поверхности, но необходимы для выполнения технологического перехода)установка заготовки, закрепление заготовки, смена инструмента и т.д.).
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструментов относительно заготовки, сопровождающееся изменением формы, р-ров и кач-ва поверхности.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инстр-та относительно заготовки не сопровождаемая перечисленными изменениями при выполнении рабочего хода, но необх. для выполнения рабочего хода(подводка, отводка инстр-та).
Установ – часть технологической операции, выполняемая при неизменном закреплении заготовки.
Операция может выполняться за один или несколько установов.
Нормирование машиностроительного производства.
Трудоёмкость операции – кол-во времени, затрачиваемое рабочим требуемой квалификации при нормальной интенсивности труда и условиях выполнения технологического процесса или его части.
Ед-цы изм.: человек/часы.
Станкоёмкость – время, в течение которого занят станок иди другое оборудование при изготовлении детали.
Ед-цы изм.: станки/час.
Норма времени – время, устанавливаемое рабочим или группе рабочих требуемой квалификации необходимое для выполнения какой-либо операции в нормальных производственных условиях и с нормальной интенсивностью .
Измеряется в единицах времени с указанием квалификации работника.
Норма выработки – установленное количество изделий в ед-цу времени.
Программа выпуска – кол-во штук изделий заданной номенклатуры или число станд. мер некоторой продукции, подлеж. изготовлению в установленную календарную ед-цу времени.
Такт выпуска – промежуток времени, через который периодически производится выпуск машин(сборочных ед-ц или деталей) определенного наименования, типа или р-ра.

N – объём выпуска изделий за период времени (за год)
Ф – действительный фонд времени за год:
При односменной – 2030 часов
При двухсменной – 4015 часов
При трёхсменной – 5965 часов.
Если говорят, что машину изготавливают с тактом в 3 мин – это значит, что каждые 3 мин завод выпускает машину.
Ритм выпуска – величина, обратная такту выпуска.
Методы технического нормирования.
Метод расчета по нормативам.
Штучное время, нормированное операцией определяется расчетным путем по элементам, используя нормативы, представляющие собой расчетную продолжительность выполненную отдельными элементами работы. Норму времени установливают в результате анализа последовательности и содержанию действий рабочего и технологического оборудования при наивыгоднейшем использовании его эксплуатационных свойств.
Метод расчета норм на основе изучения затрат рабочего времени наблюдением.
В этом случае норму времени устанавливают на основе изучения затрат рабочего времени наблюдением непосредственно в производственных условиях. Существует 2 основных способа изучения рабочего времени наблюдением:
1)хронометраж
2)фотография рабочего дня(в течение дня).
3. Метод сравнения и расчета по укрупненным и типовым нормированиям.
Норму времени определяют более приближенно по укрупненным типовым нормативам, которые разрабатываются на основе сопоставления и расчета типовых операций и процессов по отдельным видам работы.
Штучное время – интервал времени равный отношению цикла технологической операции к числу одновременно изготовленных изделий или равны календарному времени сборочной операции.


основное время – часть штучного времени затрачиваемое на изменение и(или) последующее определение состояния предмета труда, т.е. время непосредственного технологического воздействия на предмет труда.
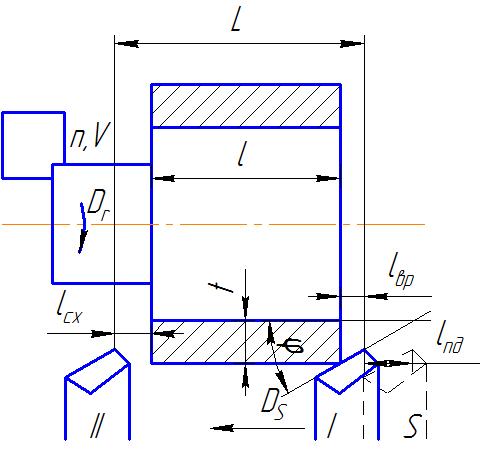 n
– частота вращения шпинделя, заготовки
или др. (об/мин)
n
– частота вращения шпинделя, заготовки
или др. (об/мин)
V – скорость резания (м/мин)
ИСКЛЮЧЕНИЕ: шлифовальная операция (м/сек)
t – глубина резания (мм)
г лавный
угол в плане
лавный
угол в плане
д лина
врезания инструмента
лина
врезания инструмента

д
 лина
схода инструмента (приблизительно 1 мм)
лина
схода инструмента (приблизительно 1 мм)
осевая подача (мм/об)
п одача
на зуб (мм/зуб)
одача
на зуб (мм/зуб)

минутная подача (мм/мин)

п одача
на рабочий ход (мм/дв.ход)
одача
на рабочий ход (мм/дв.ход)


длина рабочего хода

справедливо ля неавтоматизированного оборудования

длина подвода инструмента

справедливо для автоматизированного оборудования

вспомогательное время – часть штучного времени затрачиваемое на выполнение приёмов необходимых для обеспечения изменения и последовательности определения состояния предмета труда ( время, затраченное на установку заготовки, её закрепление, снятие готовой заготовки, подвод и отвод инструмента, изменение заготовки).


время обслуживания рабочего места – часть штучного времени, затрачиваемое исполнителем на поддержание средств технического оснащения в рабочее состояние , уход за ними и за рабочим местом.

в ремя
технического обслуживания, затраченное
на смену инструмента, под наладку
оборудования, заправку и регулирование
инструмента(%), до 6% от t
опер или t
осн или рассчитывается по нормативам
в зав-ти от вида выполняемых работ.
ремя
технического обслуживания, затраченное
на смену инструмента, под наладку
оборудования, заправку и регулирование
инструмента(%), до 6% от t
опер или t
осн или рассчитывается по нормативам
в зав-ти от вида выполняемых работ.
в ремя
организационного обслуживания,
учитывающее затраты времени на подготовку
рабочего места к началу работы, уборку
рабочего места, смазку и чистку станка
и др.действия(%),от t
опер от 0,6 до 8%.
ремя
организационного обслуживания,
учитывающее затраты времени на подготовку
рабочего места к началу работы, уборку
рабочего места, смазку и чистку станка
и др.действия(%),от t
опер от 0,6 до 8%.
в ремя
на личные потребности – часть штучного
времени, затраченное на личное потребление
(%),от t
опер 2,5%.
ремя
на личные потребности – часть штучного
времени, затраченное на личное потребление
(%),от t
опер 2,5%.