2 Технологічна частина
2.1 Вибір метода отримання заготовки
Метод отримання заготовок для деталей машин визначається призначенням і конструкцією деталі, матеріалом, технічними вимогами, масштабом і серійністю випуску, а також економічністю виготовлення. Вибрати заготівку – означає встановити спосіб її отримання, намітити припуски на обробку кожної поверхні, розрахувати розміри і вказати допуски на неточність виготовлення.
Для раціонального вибору заготовок необхідно одночасно врахувати всі вище перелічені початкові дані, оскільки між ними існує тісний взаємозв’язок. Виходячи із серійного типу виробництва, та аналізуючи креслення деталі, встановлюємо, що заготовки для черв’ячного колеса можуть бути отримані литтям.
Серед відливок до 80% по масі займають деталі, виготовленні литтям в піщані форми. Метод являється універсальним прийнятним до ливарних матеріалів, також до маси та габаритам відливок. Спеціальні способи лиття значно підвищують вартість відливок, але дозволяють отримати відливки високої якості з мінімальним об’ємом механічної обробки.
Наявність підвищення продуктивності процесів лиття, точність розмірів та якість відливок підвищуються при їх виготовленні в автоматизованих комплексах, в яких використовуються нові механізми для ущільнення суміші, використовуються електронні схеми керування технологічними процесами та розрахунково-керуючими пристроями для вибору оптимальних режимів.
2.2 Розробка технології виготовлення заготовки
2.2.1 Лиття вінця
 Припуски
і допуски поверхонь деталі визначаємо
табличним методом. Основні допуски на
механічну обробку відливка знаходять
залежно від лінійних розмірів, класу
відливка та методом отриманням заготовки
по ГОСТ 26645-85.
Припуски
і допуски поверхонь деталі визначаємо
табличним методом. Основні допуски на
механічну обробку відливка знаходять
залежно від лінійних розмірів, класу
відливка та методом отриманням заготовки
по ГОСТ 26645-85.
Формовані уклони та радіуси закруглень визначаються по ГОСТ 3212-80.
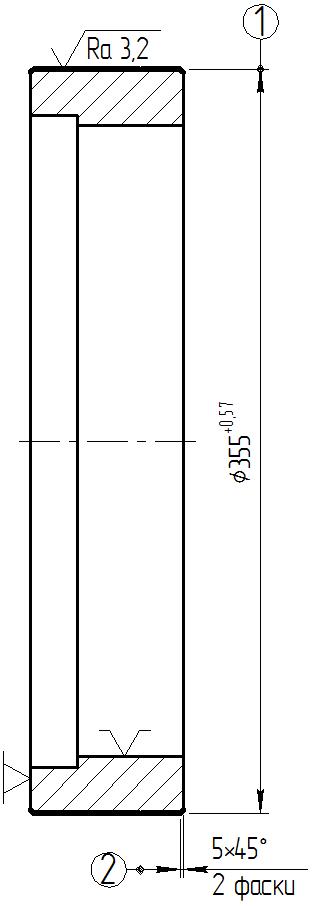
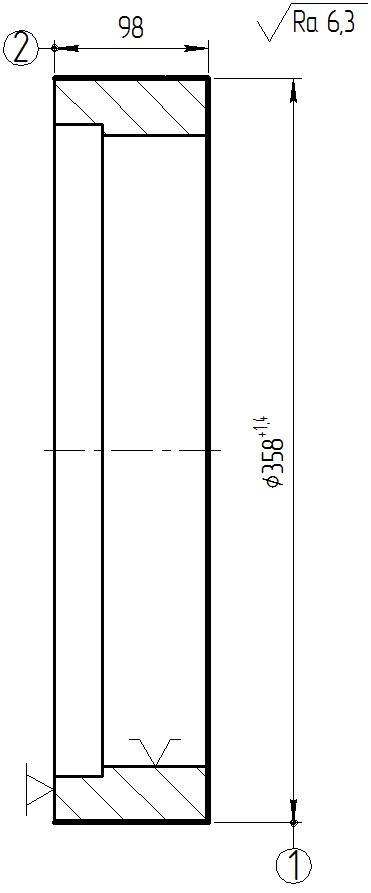
Результати зводимо у таблицю 2.1 та 2.3. Рисунки заготовок приведені нижче таблиці.
Таблиця 2.1 Припуски та допуски на оброблювальні поверхні вінця черв’ячного колеса
-
Розмір поверхні, мм
Допуск відхилення розміру, мм
Допуск, мм
Ø355
5,0
2,0
Ø263
4,4
1,75
98
3,6
1,0
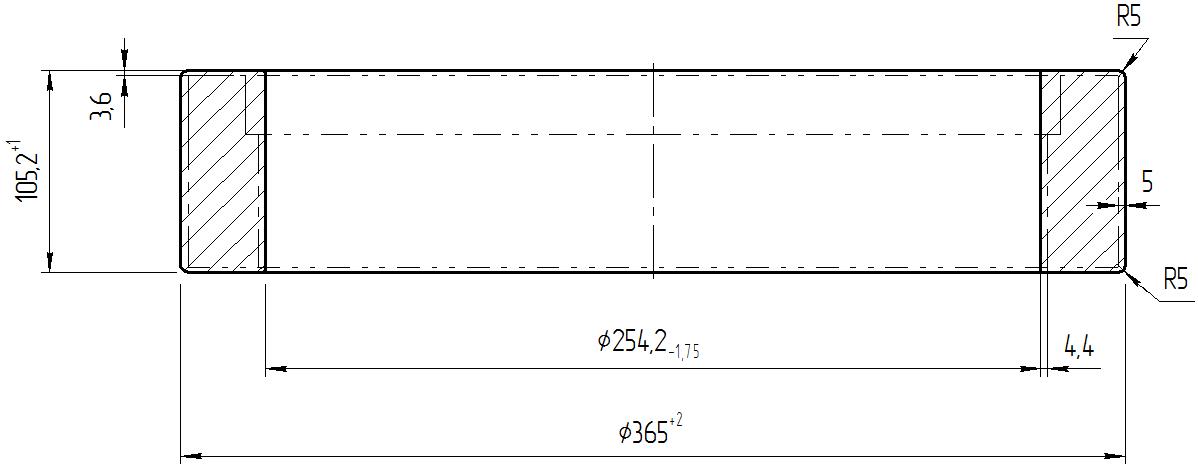
Рисунок 2.1 Заготовка вінця черв’ячного колеса
 Таблиця
2.3
Маршрутний технологічний процес
виготовлення вінця черв’ячного колеса
Таблиця
2.3
Маршрутний технологічний процес
виготовлення вінця черв’ячного колеса
Шифр операції та її найменування |
Зміст операції |
Ескіз операції |
Обладнання інструменту |
|
1 |
2 |
3 |
4 |
|
005 Токарна |
Точити поверхні попередньо витримуючи розміри 1, 2, 3, 4. |
|
Токарно-гвинторізний верстат 16К40П; патрон 3-и кулачковий, упор; різець прохідний відігнутий ГОСТ 18868-73; різець прохідний прямий ГОСТ 18878-73; різець розточний ГОСТ 18882-73. |
|
010 Токарна |
Точити поверхні попередньо витримуючи розміри 1, 2. |
|
Токарно-гвинторізний верстат 16К40П; оправка циліндрична, упор; різець прохідний прямий ГОСТ 18878-73. |
|

 Продовження
табл. 2.3
Продовження
табл. 2.3
1 |
2 |
3 |
4 |
015 Токарна |
Точити поверхню остаточно витримуючи розмір 1. |
|
Токарно-гвинторізний верстат 16К40П; патрон 3-и кулачковий, упор; різець розточний ГОСТ 18882-73. |
020 Токарна |
Точити поверхню остаточно витримуючи розмір 1. Точити фаски 2. |
|
Токарно-гвинторізний верстат 16К40П; оправка циліндрична, упор; різець прохідний прямий ГОСТ 18878-73.
|