6 Расчеты технологических параметров
6.1 Расчет маршрута волочения из исходной заготовки в передельную проволоку
Рассчитаем величину степени деформации с катанки на передельную проволоку
 (5)
(5)
Величина суммарной деформации при волочении передельной проволоки
![]()
Рассчитаем маршрут волочения
Принимаем среднее
значение вытяжки равным:
![]() .
На рисунке 7 представлен график
распределения вытяжек.
.
На рисунке 7 представлен график
распределения вытяжек.

Рисунок 7 - График распределения вытяжек
Тогда кратность волочильной машины можно определить по формуле:
![]() (6)
(6)
![]()
Расчетная кратность волочильной машины.
![]() -
-
Задаваясь убывающим распределением единичных обжатий по маршруту волочения, рассчитаем маршрут волочения.
![]() =4,78
(мм)
=4,78
(мм)


Таким образом, получим следующий маршрут волочения:
![]()
Для того чтобы, выполнить проверочный расчет маршрута волочения необходимо рассчитать упрочнение металла по проходам.
 ,
(7)
,
(7)
6.2 Расчет маршрута волочения из передельной в готовую проволоку
Для стана мокрого волочения со скольжением ТВ4/М1 характерно различие окружных скоростей проволоки и тягового барабана (шайбы). Кроме того, для осуществления процесса необходимо выполнение следующих условий:
![]()
где iк- кинематическая вытяжка.
Таблица 12 – Распределение кинематических вытяжек по проходам на волочильной машине со скольжением ТВ4/М1
1 |
|
2 |
1,167 |
3 |
1,167 |
4 |
1,173 |
5 |
1,165 |
6 |
1,179 |
7 |
1,165 |
8 |
1,174 |
9 |
1,167 |
10 |
1,167 |
Рассчитаем кратность волочильной машины.
Ранее заданное значение суммарного обжатия за второй передел равно:
![]()
Тогда, значение суммарной технологической вытяжки:
![]()
Средняя кинематическая вытяжка:
![]()
Суммарная кинематическая вытяжка (для 15переходов):
![]()
Задаваясь значением среднего скольжения и средней кинематической вытяжки, можно определить значение средней технологической вытяжки.
Сср.=1,27
![]()
![]()
По полученным данным, кратность волочильной машины определим из соотношения:
 переходов;
переходов;
Для 10-ти кратной волочильной машины основное условие, обеспечивающее стабильность протекания процесса волочения, а именно то, что кинематическая вытяжка не должна превосходить технологическую выполняется, т.е.
![]()
На рисунке 8 представлен график распределения скольжения.
Рассчитаем маршрут волочения
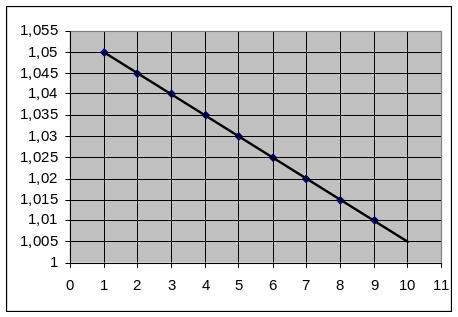
Рисунок 8 - График распределения скольжения
Диаметр проволоки в i-ой клети определим из соотношения:
![]() ,
(8)
,
(8)
где i, c- значения кинематической вытяжки и скольжения в n-ом проходе.

d11 – калибрующее волочение на конечный диаметр, d11=1,0 мм
Таким образом, получим следующий маршрут волочения:
![]()
Следовательно для получения передельной заготовки на стане сухого волочения Mega Logos необходимо произвести операцию волочения в 7 проходов, далее передельная проволока подвергается 10 – и протяжкам на стане мокрого волочения со скольжением ТВ4/М1, и последней 11-ой протяжке в калибрующей вололке, в результате чего получаем проволоку требуемого диаметра 1,0 мм.
Произведем проверочный маршрут волочения:
![]() ,
(9)
,
(9)
где
![]() -
суммарная истинная деформация,
-
суммарная истинная деформация,
m=0,3- коэффициент упрочнения;
![]()